3. hidrógeno, gas de síntesis y derivados
Anuncio

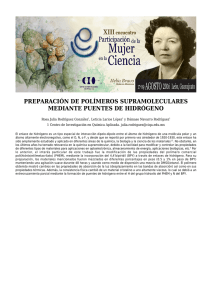
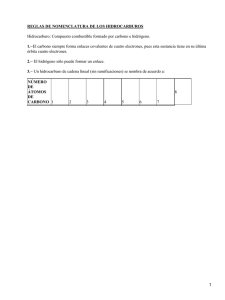
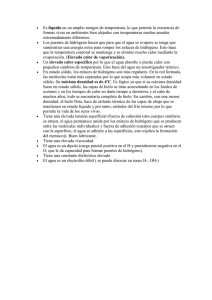
3. HIDRÓGENO, GAS DE SÍNTESIS Y DERIVADOS 1. PROPIEDADES Y APLICACIONES DEL HIDRÓGENO El hidrógeno solo se encuentra libre en la tierra en muy pequeñas proporciones en el aire y su combinación mayoritaria es con el oxígeno en el agua. Tiene dos isótopos el deuterio D y el tritio T. El deuterio (0,015 % de todo el hidrógeno) se separa para fabricar agua pesada (D2O), que se utiliza como moderador de reacciones nucleares. El tritio es reactivo, con un periodo de semidesintegración de 12,5 años. La energía de su enlace covalente es muy alta (436 kJ/mol) y es muy poco soluble en agua. Se combina con casi todos los elementos y da hidruros con los menos electronegativos que él (Electronegatividad 2,2 de la escala de Pauling). Dado su pequeño tamaño molecular, se difunde muy rápidamente a través del acero y se combina con el carbono que este contiene produciendo metano, por lo que lo descarbura tanto más rápidamente, cuanto mayor sea la temperatura. Con el aire forma mezclas con un amplio margen de explosividad, produciendo bruscas disminuciones de presión, por lo que tales fenómenos se denominan implosiones en vez de explosiones. No se considera tóxico. Es un gas difícilmente licuable, con las siguiente características a la presión de 1 ata: Punto de fusión -259 ºC Punto de ebullición -253 ºC Densidad 0,0899 kg/Nm3 y las siguientes constantes críticas: Presión crítica 12,8 ata Temperatura crítica -240 ºC En consecuencia es un gas difícilmente licuable (el más difícil después del helio), con la peculiaridad de que su coeficiente de Joule-Thomson es negativo hasta temperaturas muy bajas (como puede observarse en el diagrama hs de la figura 3.1), por lo que al expandirlo se calienta. Se transporta por tuberías y en botellas a presión, en condiciones supercríticas, aunque también en fase líquida, en botellas y cisternas criogénicas especiales. Su comprensión es muy peligrosa, pues cualquier fuga puede ocasionar atmósferas explosivas. La licuación del hidrógeno puede hacerse con ayuda de nitrógeno líquido hasta alcanzar la temperatura de 80 ºK a presiones suficientemente altas para que por expansión en válvulas laminadoras se pueda penetrar en la zona de coexistencia de las dos fases siguiendo curvas isoentálpica que proporcionan un pequeño porcentaje de condensado a 20 ºK. Para ello hay que alcanzar temperaturas tan bajas como 45 ºK, lo que se consigue intercambiando frío con las fracción de hidrogeno que no condensa y una corriente adicional de hidrógeno laminado desde temperaturas algo más altas. 3.2 TECNOLOGÍA QUÍMICA INDUSTRIAL L Hidrógeno, gas de síntesis y derivados 3.3 La gran ventaja del hidrógeno líquido es que su densidad a presión atmosférica y a 20 ºK es 76,4 kg/m3 (850 veces mayor que la del gas en condiciones normales) lo que permite confinarlo en recipientes especiales no muy voluminosos y de paredes delgadas, lo que es esencial para su uso como fluido energético en cohetes y vehículos de todo tipo. Sus principales aplicaciones como reactivo son: S con el nitrógeno para producir amoniaco S con el CO y el CO2 para producir metanol S con hidrocarburos insaturados y aromáticos para saturar sus dobles enlaces S con hidrocarburos sulfurados para desulfurarlos produciendo sulfuro de hidrógeno S para reducir numerosos productos químicos en procesos de síntesis de otros. 2. MATERIAS PRIMAS Y PROCESOS INDUSTRIALES DE OBTENCIÓN Las materias primas más utilizadas para su producción industrial de hidrógeno son el agua y el gas natural, previamente tratados, aunque también el gas de refinería (metano, etano, propano, etc., con nitrógeno y algo de hidrógeno). En la actualidad sólo excepcionalmente se emplean naftas o fracciones petrolíferas más pesados y carbón. El procedimiento más empleado a escala industrial es, hoy en día, el reformado con vapor (“steam reforming”) del gas natural y del gas de refinería, seguido de la reducción del vapor de agua con CO (“shift-conversion”) conforme a las reacciones: CH4 + H2O W 3 H2 + CO CO + H2O W H2 + CO 2 ∆H = +208.000 kJ/kmol ∆H = −41200 . kJ/kmol (3.1) (3.2) Estas reacciones se llevan a cabo simultanea y consecutivamente en uno o varios reactores, por lo que el gas producido consiste en una mezcla de H2, CO y CO 2, además de vapor de agua, algo de CH4 sin reaccionar y los gases inertes presentes en el gas de alimentación. El producto de la reacción en conjunto se conoce como gas de síntesis. Las reacciones (3.1) y (3.2) son fuertemente endotérmicas, por lo que se realizan preferentemente en fase gas a altas temperaturas (por encima de 800 ºC) con un aporte de calor del exterior, procurando la máxima conversión del metano, según se deduce del diagrama de equilibrio de la figura 3.2. Para aumentar la velocidad de reacción se utilizan catalizadores de níquel. Para maximizar la producción de hidrógeno a costa del CO presente en el gas reformado se completa seguidamente la “shift-conversion” en otro reactor separado, a temperaturas del orden de 500 ºC, en presencia de catalizadores de óxidos de hierro y cromo o, a menores temperaturas, con catalizadores de zinc/cobre. Si bien la presión desplaza el equilibrio hacia la izquierda en la reacción (3.1) por producirse un aumento de volumen, la producción de hidrógeno se realiza siempre a presión (28-36 bares) para 3.4 TECNOLOGÍA QUÍMICA INDUSTRIAL evitar la necesidad de comprimir el hidrógeno producido para transportarlo a las unidades consumidoras. % 100 90 Fracción molar 80 CO2 H2 70 60 50 CH4 40 CO 30 20 10 0 300 500 Temperatura 700 900 T 1.100 [ºC] Fig. 3.2. Equilibrio entre componentes del gas reformado en función de la temperatura. La gasificación del carbón y de fracciones pesadas del petroleo mediante oxidación parcial con oxígeno de origen criogénico es un proceso dificultoso y muy contaminante, por lo que no se aplica en la actualidad (excepto en países ricos en carbón, con menores regulaciones ambientales en los cuales el proceso es rentable, como es el caso de China). Las reacciones principales se resumen en las siguientes: (gas pobre) (gas de agua) 2 C + O2 6 2CO C + H2O 6 CO +H2 ∆H = −221850 . kJ/kmol ∆H = +129.766 kJ/kmol (3.3) (3.4) Sin embargo, de los hidrocarburos de tipo cicloalcanos o naftenos se separan grandes cantidades de hidrógeno mediante reacciones específicas (deshidrogenaciones) que proporcionan hidrocarburos aromáticos (benceno, tolueno y xilenos -BTX- y otros superiores). Son las reacciones que tienen lugar en las unidades de reformado catalítico de las refinerías de petróleo. Simultáneamente también se produce metano y otros alcanos ligeros de los que se debe separar hidrógeno mediante tamices moleculares o membranas. Este hidrógeno se consume en las mismas refinerías en las unidades de hidrodesulfuración de distintas fracciones. En general las refinerías son deficitarias de hidrógeno y para satisfacer sus necesidades deben producirlo en unidades de “steam reforming” del gas de refinería o, incluso, a partir de naftas químicas según la reacción: m + 2n C nH m + n H 2 O 6 H2 + n CO (3.5) 2 y posterior “shift-conversion” del gas reformado, como se ha indicado anteriormente. Una mínima proporción del hidrógeno producido industrialmente se obtiene por electrólisis de soluciones acuosas de cloruro sódico. En realidad el hidrógeno de esta procedencia es un Hidrógeno, gas de síntesis y derivados 3.5 subproducto de la industria de cloro-sosa, pero es de una pureza extraordinaria, por lo que este proceso electrolítico es la fuente prioritaria del hidrógeno que se comercializa en fase líquida. 3. REFORMADO CON VAPOR DE GAS NATURAL DESULFURADO. El “steam reforming” de hidrocarburos ligeros se realiza habitualmente según un proceso alotérmico (con aporte de calor exterior) en reactores tubulares en presencia de llama producida por mecheros adecuadamente dispuestos para conseguir la más uniforme transmisión del calor por radiación dentro de la cámara de combustión. Estos reactores se denominan generalmente hornos. Los tubos son rectos y se disponen verticalmente colgados por su parte superior de modo que puedan dilatarse y fluir hacia abajo libremente. Están rellenos del catalizador de níquel, en aglomerados con forma de anillos raschig de 5/8". Este catalizador se envenena irreversiblemente con el H2S, por lo que la alimentación debe estar previamente desulfurada. Fig. 3.3. Representación isométrica de un horno de “steam reforming”. A través de unos colectores de alimentación se introduce la mezcla de gas con vapor de agua previamente calentada en unos tubos dispuestos en los conductos de los gases de combustión del horno (sección convectiva). El vapor de agua se introduce en exceso para evitar que se produzcan incrustaciones de coque en el interior de los tubos según las reacciones secundarias: 3.6 TECNOLOGÍA QUÍMICA INDUSTRIAL CO + H2 W C + H2O CH4 W C + 2 H2 2 CO W C + CO2 (3.6) (3.7) (3.8) El vapor de agua en exceso gasifica los depósitos de coque según de reacción (3.4) del gas de agua, eliminandolos. De no ser así, el catalizador se ensuciaría y la transmisión del calor sería menor, subiría la temperatura de la pared de los tubos de acero, con riesgo de rotura. Para asegurar la resistencia mecánica de los tubos a lo largo del tiempo es importante que la temperatura de su pared no sobrepase un cierto valor límite (alrededor de los 1.000 ºC). El flujo de calor radiante que reciben las paredes de los tubos suele ser del orden de 215-245 MJ/h m2 y la velocidad aparente de los gases por su interior muy alta (5 a 7 m/s), para que el coeficiente de película interior sea lo mayor posible. Fig. 3.4. Posición alternativa de los mecheros en los hornos de reformado con vapor. El combustible quemado en los mecheros (fuente de calor exterior) suele ser el mismo gas natural utilizado como alimentación, pero puede ser nafta. La posición de los mecheros puede ser distinta, como se esquematiza en la figura 3.4, buscando siempre la distribución más homogénea del calor y evitando las “sombras” a la radiación de sus llamas. Hidrógeno, gas de síntesis y derivados 3.7 El proceso de reformado autotérmico se lleva a cabo en un reactor a presión con un lecho de catalizador, por el que se hace pasar la mezcla de gas y vapor de agua junto con oxígeno de origen criogénico o, cuando se produce gas de síntesis para la fabricación de amoníaco, aire comprimido. La combustión de parte del gas con el oxígeno proporciona el calor necesario para las reacciones de reformado. En el caso de la preparación de gas de síntesis para la fabricación de amoníaco, se dispone un horno de reformado (reformador primario) seguido de otro autotérmico (reformador secundario), en el que se introduce el gas saliente del primero, una nueva aportación de gas de alimentación y el aire. Así se introduce el nitrógeno necesario para mantener la relación deseada de 3 a 1 entre el H2 y el N2. Cuando el gas de síntesis está destinado a la fabricación de metanol, deberá mantenerse una relación de 2 a 1 entre el H2 y el CO, por lo que no procede someter al gas reformado a una “shift conversion” adicional. Pero en el gas con destino a la fabricación de amoniaco o a hidrogenaciones (en las que el CO puede ser muy perjudicial) es totalmente necesario convertir el CO en CO2 en lo posible, produciendo más hidrógeno y aumentando así el rendimiento del gas de alimentación. Ello se realiza en un reactor con dos lechos de catalizador y un enfriamiento intermedio del gas. En todo caso, el CO2 debe ser eliminado finalmente en una unidad de descarbonatación absorbiéndolo con una solución de carbonato potásico a presión, que pasa a bicarbonato y luego se regenera mediante aporte de calor y bajando la presión, según la reacción reversible. CO2 + H2O + K2 CO3 º 2 KH CO3 (3.9) Caldera de recuperación de calor CO2 Guarda de sulfhídrico (ZnO) pw Reformador primario Regeneración del carbonato NG / FG Combustible (Fuel gas) Reformador secundario Oxigeno (Aire) bfw Convertidor Descarbonatación Fig. 3.5. Esquema simplificado del proceso de gas de síntesis con reformador secundario. 3.8 TECNOLOGÍA QUÍMICA INDUSTRIAL Ejercicio 3.1. En un horno de “steam reforming” que dispone de 226 tubos de 130 mm de diámetro y 12,3 m de longitud se procesan 16.000 Nm3/h de un gas de refinería (FG) de la composición que se incluye en la tabla que sigue y en la que también figura la composición del gas de salida (en base seca). H2 Alimentación Gas reformado %v %v CH4 9,80 80,54 76,07 1,88 C2H6 C3H8 C4H10 3,83 ---- 1,70 ------ 0,44 ----- N2 CO 3,69 ----0,89 8,83 CO2 ---12,31 El vapor de agua introducido con el gas es 67.835 kg/h. La mezcla de gas de alimentación y vapor de agua entra en el horno a una presión de 14,2 bar y a 364 ºC. El gas reformado sale a una presión de 12,8 bar y a 793 ºC. Hidrógeno, gas de síntesis y derivados 3.9 Calcular: a) el caudal de gas producido y la cantidad de vapor de agua que lo acompaña; b) la aproximación que se consigue con respecto al equilibrio, en forma de ∆T para cada una de las reacciones (3.1) y (3.2) respectivamente. Los valores de las constantes de equilibrio pueden obtenerse, en función de la temperatura, de las expresiones (T en ºK): ln K P ,1 = 30,53 − ln K P ,2 26,938 × 103 0,747 × 106 0,427 × 109 − + T T2 T3 para (3.1) 2,003 × 103 1,5563 × 106 0,31128 × 109 = −2,930632 + + − T T2 T3 para (3.2) c) La carga térmica del horno y el flujo medio de calor a través de la superficie de los tubos. ∆H cp o CH4 C2H6 C3H8 C4H10 N2 CO CO2 H2O(g) H2 [kcal/kmol] -49.380 --- -17.890 -20.240 -24.820 –28.500 --- -26.420 -94.050 [kcal/kmol ºC] 8,30 6,97 10,6 14,2 17,4 20,0 7,06 (25-364ºC) c p (25-794ºC) [kcal/kmol ºC] 8,96 7,02 13,48 7,37 7,44 11,53 d) ¿Cuál será la concentración máxima de hidrógeno que puede alcanzar el gas si se le somete seguidamente a una conversión y a una descarbonatación completas? Solución: a) Las entradas al reactor son conocidas y la de salida puede cuantificarse mediante balance de nitrógeno para los gases y balance de oxígeno o de hidrógeno para el agua: Entran: Salen: %v Nm3/h kmol/h kmol/h %v H2 9,8 1.5668,0 70,0 2.242,0 76,07 CH4 80,54 12.886,4 575,3 55,6 1,88 C2H6 3,83 612,8 27,4 ------C3H8 1,7 272,0 12,1 ------C4H10 0,44 70,4 3,1 ------N2 3,69 590,4 26,3 ============ 26,3 0,89 CO ---260,3 8,83 CO2 ---362,9 12,31 Total gas 100 16.000,0 714,2 2.948,4 100 Vapor de agua 3.768,6 x Balance de oxígeno atómico: Como CO CO2 H2O Total Entran: ----------3.768,6 3.768,6 Salen: [átomos kg] 260,3 725,8 2.782,5 (por diferencia) 3.768,6 3.10 TECNOLOGÍA QUÍMICA INDUSTRIAL Balance de hidrógeno atómico: Con los HC: (4×575,3+ +6×27,4+8×12,1+10×3,1) Como H2 (2×70) Como H2O (2×3.768,6) Total Entran: Salen: [átomos kg] 2.593,4 140,0 7.537,2 10.270,6 222,4 (4×55,6) 4.484,0 (2×2.242,0) 5.564,2 (por diferencia) 10.270,6 La cantidad de agua saliente del reactor será 2.782,3 [kmol/h], valor medio del obtenido mediante ambos balances. La corriente de salida es, por tanto: 2.948,4+2.782,3 = 5.730,7 kmol/h b) La aproximación al equilibrio se expresa, generalmente, como la diferencia entre la temperatura calculada a partir del valor de la constante de equilibrio con las concentraciones reales de salida y la temperatura real de salida del reactor (o de cada etapa de reacción). Para la reacción (3.1) la constante de equilibrio K *P,1 para la temperatura de salida: Tsal = 273+793 = 1.066 ºK vale: K *P,1 = exp(30,53 − 25,27 − 0,66 + 0,35) = exp 4,95 = 1411 , Mientras que para las condiciones de salida: K P′ ,1 = pH3 2 pCO pCH4 pH2 O = 2.242 3 × 260,3 × 12,82 = 94,6 55,6 × 2.782,3 × 5.730,72 Para calcular la temperatura correspondiente se procede por interpolación en el diagrama KT Constante de equilibrio K * entre el valor calculado y un valor cualquiera: T´ = 273+773=1.046 ºK con K P, ′ *1 = 87,3 141,1 94,6 ∆T = -18 º 87,3 1.048 1.046 Temperatura T 1.066 [ºK] Resulta una aproximación de -18 ºC. En cuanto a la reacción (3.1) la constante de equilibrio K *P,2 para la temperatura de salida: Tsal = 1.066 ºK vale: K *P,2 = exp( −2,931 + 1,879 + 1,3695 − 0,256) = exp 0,06187 = 1,0638 Mientras que para la composición de salida: K P′ ,1 = Puede considerarse prácticamente en equilibrio. p H2 pCO 2 pCO p H2O = 2.242 × 362,9 = 112 , 260,3 × 2782,3 Hidrógeno, gas de síntesis y derivados 3.11 Entalpía saliente: H H2O = 2.782,5 (-49.380 + 8,96×768) = -118,25×106 [kcal/h] + 7,06×768) = 12,16×106 [kcal/h] HCH4 = 55,6×(-17.890 +13,48×768) = -0,42×106 [kcal/h] H N2 26,3×( H H2 = 2.242 ×( + 7,37×768) = 0,15×106 [kcal/h] HCO = 260,3×(-26.420 + 7,44×768) = -5,39×106 [kcal/h] HCO2 = 362,9×(-94.050 +11,53×768) = -30,92×106 [kcal/h] = = -142,67×106 [kcal/h] Total Entalpía entrante: H H2O = 3.768,6 (-49.380 + 8,30×339) = -175,49×106 [kcal/h] + 6,97×339) = 0,16×106 [kcal/h] HCH4 = 575,3×(-17.890 + 10,6×339) = -8,22×106 [kcal/h] H N2 26,3×( + 7,06×339) = 0,06×106 [kcal/h] HC2 H6 = 27,4×(-20.240 + 14,2×339) = -0,42×106 [kcal/h] HC3 H8 = 12,1×(-24.820 +17,4×339) = -0,23 ×106 [kcal/h] H H2 = = HC4 H10 = 70 ×( 3,1×(-28.500 + 20,0 ×339) = -0,07×106 [kcal/h] Total = -184,20×106 [kcal/h] Carga térmica: Q = (-142,67 + 184,20) = 41,534×106 [kcal/h] Con una superficie útil de tubos de 1.018 m2 resulta un flujo de calor de: 40.800 [kcal/h m2] d) Cada mol de CO proporciona un mol de hidrógeno y otro de CO2 por lo que de la composición de salida, con una conversión y descarbonatación completas se pasaría a: Salida reformador (%v) Conversión completa (%v) Descarbonatación(%v) 76,07 + 8,83 = 84,90 84,90 H2 CH4 1,88 1,88 1,88 N2 0,89 0,89 0,89 CO 8,83 - 8,83 = 0,00 0,00 CO2 12,31 + 8,83 = 21,14 0,00 Total 100,00 108,83 87,69 La concentración máxima de hidrógeno con conversión completa será: 84,90 y tras la descarbonatación completa: 84,90 100 = 96,8 %v. 87,69 100 = 78,0 %v 108,83 3.12 TECNOLOGÍA QUÍMICA INDUSTRIAL Comentarios: S S S El flujo de calor de 40.800 kcal/h m2 . 170 MJ/h m2 es inferior al máximo admisible. Podría forzarse la carga térmica del horno en un 10 % sin problemas de recalentamiento de los tubos. La calidad de los tubos es fundamental para este equipo, pues a esas temperaturas y con tensiones importantes su comportamiento es viscoelástico. Los aceros más utilizados son de alto contenido en cromo y níquel (25%/20%, HK40, y 24%/24%, IN) fabricados mediante colada centrifuga con espesores superiores a 10 mm. La actividad del catalizador es otro parámetro importante que permite trabajar con buenas aproximaciones al equilibrio en condiciones menos severas. La evolución del proceso de reformado alotérmico con vapor del gas natural y del gas de refinería está condicionada por la disponibilidad de: S aceros refractarios que permitan la fabricación de tubos de mejores características mecánicas a altas temperaturas S catalizadores más activos Por otra parte se pretende un mejor aprovechamiento energético del combustible mediante precalentamiento del aire de combustión que se hace llegar a los mecheros en lugar del habitual tiro inducido. 4. METANOL Y DERIVADOS El metanol se produce en unidades de gran capacidad de producción (2.000 Tm/a y mayores) a partir de gas de síntesis por reacción catalítica del hidrógeno con el CO y con el CO2: 2 H2 + CO 3 H2 + CO2 º CH3OH º CH3OH + H2O ∆Η = - 22.000 kcal/kg (3.10) ∆Η = - 12.000 kcal/kg (3.11) a presión del orden de 50 ata y con grados de conversión relativamente bajos, por lo que es preciso recircular al reactor el gas no convertido, una vez separado por condensación el producto de la reacción en forma de solución acuosa de metanol. Los modernos catalizadores de óxidos de cobre, mezclado con óxidos de zinc y de aluminio (que evitan su sinterización y consiguiente pérdida de actividad), proporcionan un metanol bruto mucho más puro que el que se obtenía hace años con los catalizadores de óxidos de cromo y zinc, que además requerían mayor presión parcial de CO en el gas reaccionante. Como impurezas pueden aparecer éter de dimetilo, acetona, formiato de metilo, además del agua, que se separan por destilación, pero generalmente, con los catalizadores más modernos se consigue en una única destilación la calidad comercial sin necesidad de purificar el metanol bruto. Hidrógeno, gas de síntesis y derivados 3.13 El proceso consta de cuatro unidades claramente diferenciadas: la de reformado con vapor de gas natural, la compresión del gas de síntesis, el denominado bucle de síntesis y la destilación. No es necesaria la unidad de conversión de CO, pues la relación más conveniente entre el hidrógeno y los óxidos de carbono se consigue operando convenientemente el horno de reformado. A la unidad de reformado con vapor se alimenta el gas natural, que puede contener CO2 y un reciclo de los ligeros que se separan en una primera destilación “flash” del metanol bruto. El gas saliente se enfría y el agua que condensa se separa. El compresor aporta el gas de síntesis al bucle en el que se encuentra el reactor con varios lechos de catalizador y enfriamiento intermedio por inyección de gas frío a la corriente procedente del lecho anterior. En el bucle de síntesis, el gas comprimido se calienta en un intercambiador de calor con el gas saliente del reactor antes de entrar en éste. A su salida se enfría primero con el gas entrante y finalmente con agua de refrigeración, separandose la solución acuosa de metanol que se lamina en una válvula reductora de presión. Los condensados de esta destilación constituyen el metanol bruto a concentrar y, en su caso, a depurar. Los vapores de la destilación “flash”ceden su energía en un expansor y se incorporan a la alimentación del horno de reformado. La fracción de gas no condensado a la salida del reactor se recircula mediante un compresor (que se denomina bomba de recirculación) para compensar las pérdidas de presión en este bucle. A la salida de este segundo compresor se incorpora el gas procedente de la unidad de reformado. El proceso, en su conjunto se representa en el diagrama simplificado de la figura 3.6. 260 º 350 º Fig. 3.6. Esquema del proceso de obtención del metanol 3.14 TECNOLOGÍA QUÍMICA INDUSTRIAL Para minimizar el consumo de energía se genera vapor a alta presión que, después de recalentado en la sección convectiva del reformador, se expansiona en las turbinas de contrapresión que mueven los compresores. El vapor de escape debe estar a presión mayor que la del gas en el horno para poderlo incorporar como reactivo. La purga del circuito de síntesis, necesaria para evitar el aumento progresivo de la concentración de inertes (metano fundamentalmente) se expande en una turbina y, si está exenta de nitrógeno, se recicla a la alimentación. Propiedades y derivados del metanol El metanol (alcohol metílico, alcohol de madera o de quemar) es el alcohol más volátil de todos los alcoholes (BP 65 ºC), es muy inflamable (punto de ignición 16 ºC) y tóxico, por lo que se usa muy poco como disolvente, a pesar de sus poder como tal. El principal derivado del metanol es el formaldehído (H2CO) que se comercializa en disolución acuosa o como trioxano (un trímero del mismo) o como paraformaldehído (un oligómero) con destino a la preparación de resinas acetálicas (polioximetileno. POM) y como reactivo de las reacciones de aldoholización para preparar los alcoholes multifuncionales (pentaeritritol, neopentilglicol, etc). El formaldehído está clasificado como líquido peligroso de baja toxicidad. El metanol se utiliza tambien como reactivo en la fabricación de éteres mejoradores del número de octano, como el metil-terbutil-éter MTBE y para la síntesis del ácido acético, via carbonilación, según un proceso que se estudia más adelante. También se consume en la preparación de numerosos ésteres de distintos ácidos (acrílico, tereftálico, etc.) y de las metilaminas. Está en regresión su consumo en compuestos clorados. 5. SEPARACIÓN Y APLICACIONES DEL MONÓXIDO DE CARBONO El CO es un reactivo de síntesis muy importante porque se adiciona con facilidad a las moléculas orgánicas con enlaces insaturados y otros donantes de pares de electrones, incorporando así un átomo adicional de carbono (“buildig block”). Por ello se separa del gas de síntesis mediante membranas poliméricas y también mediante tamices moleculares. También se absorbe en disoluciones acuosas de sales de cobre, pero para ello se precisan presiones del orden de 300 ata. Modernamente se usan disolventes no acuosos como el tolueno con cloruro de cobre y de aluminio, para los que sólo se necesita una presión de 30 a 40 ata. Una de sus principales aplicaciones es la fabricación de fosgeno (Cl2CO) gas letal (gas mostaza empleado en la primera guerra mundial) que se utiliza para la fabricación de diisocianatos a partir de aminas: Hidrógeno, gas de síntesis y derivados Cl2 H R N + C 3.15 Cl O Cl C O Cl + Cl H R N C O C O + 2HCl Dada la peligrosidad del fosgeno se están investigando vías alternativas de fabricación de los diisocianatos sin éxito por el momento. Los isocianatos son reactivos necesarios para la producción de los poliuretanos Otra aplicación del CO es la citada carbonilación del metanol, para sintetizar el ácido acético, como via alternativa y más económica que la vía fermentativa. La reacción puede expresarse como sigue: H H C H OH + C O H H C C H O Reacción que debe verificarse a presiones por encima de 100 ata. OH