Procesos de molde cerrado
Anuncio

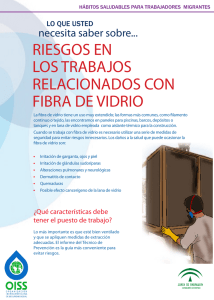
Procesos de molde cerrado Soluciones globales que marcan la diferencia Procesos de molde cerrado Los procesos de molde cerrado más corrientes son: n Infusión RTM (Resin Transfert Moulding) (Moldeo por transferencia de resina) n n RTM-Light A estos procesos se les llama de “molde cerrado”, en oposición a los procesos de “molde abierto” Hand Lay-Up (moldeo manual) y Spray-Up (moldeo por proyección), debido a que la resina no está en contacto directo con el aire, sino que se procesa únicamente cuando el molde está cerrado herméticamente, de tal manera que no hay compuestos orgánicos volátiles o estireno que sean liberados a la atmósfera. La compresión húmeda, el cual no es realmente un proceso de molde cerrado, también se toma en cuenta aquí debido a que tiene los mismos requisitos de productos que los procesos RTM, RTM-Light e Infusión. comparación de procesos Infusión Compresión húmeda RTM-Light RTM 1 a 2 piezas/día 2 a 8 piezas/día 2 a 8 piezas/día 4 a 20 piezas/día Tamaño y forma de la pieza Hasta 100 m2 Complejidad de baja a media Hasta 15 m Complejidad de baja a alta Hasta 75 m2 Complejidad de baja a alta Hasta 15 m2 Complejidad de baja a alta Apariencia de la superficie de la pieza Acabado en un lado Acabado en ambos lados Acabado en ambos lados Acabado en ambos lados Moldes Molde inferior con frecuencia en el material compuesto (composite) Molde superior = film consumible Composite Composite Composite o metálico Índice de inversión 100 150 200 400 a 1000 Serie (para 1 turno) 2 Mercados finales que utilizan procesos de molde cerrado Los procesos de molde cerrado se utilizan en diversas aplicaciones como palas de molinos de viento, nautica, silos y tanques, autobuses y camiones, etc. Los procesos de molde cerrado se utilizan con frecuencia en Europa y Norteamérica, se utilizan de forma limitada en algunas potencias lationoamericanas y es poco frecuente en el mercado asiático. 2 Asia Latinoamérica Europa Norteamérica Infusión El proceso de infusión consiste en la impregnación de una o varias capas de refuerzo colocadas en un molde de material compuesto (composite) y cubiertas herméticamente por un film usado como molde superior. La resina se lleva por medio de vacío hacia el refuerzo entre el molde y el film, y no entra en contacto con el aire (proceso de “molde cerrado”). Una vez que la resina ha curado, el film puede retirarse. Gama de productos OCVTM para infusión ECR20A y ECR70A son dos ejemplos de velos de vidrio E-CR (20 g/m2 y 70 g/m2 respectivamente) los cuales proporcionan una superficie uniforme en una pieza moldeada por infusión. Productos Multiconform®, Multimat® Lite y Multicore®: son complejos tridimensionales hechos de capas de refuerzo de fibra de vidrio en ambas caras y de un núcleo sintético o un núcleo tejido de fibra de vidrio + PE. Pueden usarse en la infusión cuando la complejidad de la pieza es alta, o en áreas en las que no es necesario un alto contenido de vidrio. También son apropiados para estructuras sándwich en la versión de una sola cara. Los mats de filamento continuo ligados químicamente Unifilo® U813, U816, U850, U852, U614 muestran una gran permeabilidad (en el rango de 10-9 m2). Se utilizan tanto como medio de flujo como material de refuerzo. El Uniconform® es una manta de filamento continuo suave y libre de ligante. Cuando se usa como un medio de flujo superficial, muestra una alta permeabilidad transversal. Los productos combinados pueden estar hechos de: . un Woven Roving tejido con filamentos cortados para tratar en una unica capa la función mecánica (Woven Roving) y la función cosmética (filamentos cortados). FlowRoTM es el nombre de la marca correspondiente disponible en los Estados Unidos. . una manta multiaxial tejida con Unifilo® para tratar en una unica capa la función mecánica y la función de flujo de resina (manta Unifilo®). FlowTex® es el nombre de la marca correspondiente disponible en los Estados Unidos. Los refuerzos utilizados en la infusión son principalmente mats, unidireccionales, multiaxiales, tejidos y Unifilo®, también se utilizan complejos tridimensionales. Puede depositarse un medio de flujo en la parte superior de las capas de refuerzo para ayudar a la resina a fluir sobre la superficie antes de que impregne las capas de profundidad. Para las piezas de bajo espesor, el medio de flujo superficial puede no ser necesario cuando la permeabilidad en el plano del refuerzo es suficientemente alta. La infusión permite hacer piezas muy grandes, como cascos de barcos o palas de molinos de viento, con un contenido de vidrio de hasta el 70%. 3 Los productos unidireccionales y multiaxiales permiten lograr muy altos contenidos de vidrio, así como propiedades mecánicas controladas por su orientación. ELT 850, ELTM 600/300, EXB 602, EQX 1168 son ejemplos de productos 0/90° o multiaxiales, con filamentos cortados (chopped strand). Carbonos: CBX 400 12k, R 400 C 12k son ejemplos de productos provenientes de la gama completa de refuerzos de fibra de carbono. Los tejidos Woven Roving desde 200 g/m2 hasta 900 g/m2 permiten lograr un alto contenido de vidrio altas propiedades mecánicas. Fabricación de moldes de materiales compuestos por infusión Generalmente, los moldes de materiales compuestos están hechos mediante el proceso Hand Lay-Up (moldeo manual) y/o por proyección de una resina altamente cargada. Los moldes también pueden fabricarse por infusión, lo que permite lograr un alto contenido de vidrio, rigidez, alta resistencia al impacto y muy buen envejecimiento después de numerosos picos exotérmicos repetitivos. OCVTM ofrece una gama completa de productos necesarios para fabricar moldes robustos y de alta calidad por infusión: La primera capa, empezando desde el modelo, puede obtenerse por moldeo manual (Hand LayUp) de velos de vidrio ECR20 o ECR70 o mats de filamentos cortados M113 100 g/m2 o 200 g/ m2, lo que permite lograr una buena apariencia superficial. A continuación, todas las capas estructurales pueden ser moldeadas en una sola infusión, desde un medio de flujo superficial removible, una capa de mat Uniconform® y fibras tejidas o capas de multiaxiales. El Uniconform® permite la infusión fácil de 12 000 g/m2, por ejemplo, para lograr un laminado de 17 mm de grosor con una proporción de fibra de vidrio del 55%. En los casos en que sea necesario obtener propiedades mecánicas superiores, deben usarse productos Woven Roving o multiaxiales. Los productos de una sola cara Multicore® o Multiconform® pueden usarse en el mismo paso de infusión para las áreas sándwich, en las que los soportes de espuma o madera contrachapada aumentan la estabilidad dimensional y facilitan el manejo del molde. 12 capas de Uniconform® Manta de 1000 g/m2 Flujo frontal relativo de resina, desde un medio de flujo superficial Moldeo por transferencia de resina El proceso de moldeo por transferencia de resina consiste en la inyección de una resina en un molde cerrado en el cual se han colocado una o varias capas de refuerzo antes de cerrar el molde. La presión de inyección de la resina varía desde varios bares hasta varias decenas de bares, los moldes tienen que ser muy rígidos para soportar la presión de inyección sin deformarse. Con frecuencia, están hechos de acero o de aluminio, pero también pueden estar hechos de materiales compuestos, con un revestimiento metálico electrodepositado. Los moldes son de temperatura controlada, lo que permite acelerar el curado de la resina y reducir el tiempo del ciclo. Puede ser necesario usar una alta capacidad de presión para abrir y cerrar los moldes pesados. Por lo general, la inyección se realiza desde un solo punto central, aunque en el caso de piezas grandes o formas complejas una mejor opción puede ser varios puntos de inyección bien ubicados. Es necesario que el material de refuerzo sea muy estable y resistente al “efecto de Transfer Moulding - RTM lavado” debido a la alta presión Resin de inyección. refuerzo resina El proceso de RTM permite usar resina cargada con aditivos de baja contracción para lograr una excelente apariencia de superficie de la pieza terminada. 4 Gama de productos OCVTM para RTM Los velos de vidrio ECR20A y ECR70A son dos ejemplos de fibra de vidrio tipo E-CR no tejido que proporcionan una superficie uniforme en una pieza moldeada por infusión. Sus pesos son de 20 g/m2 y 70 g/m2 respectivamente (aunque existen disponibles otros pesos de superficie) y ambos tienen un ligante de baja solubilidad para evitar que la fibra se “lave” durante la infusión. El producto Multimat® es un complejo tridimensional con un núcleo tejido de fibra de vidrio al 100% y filamentos cortados tejidos en ambas superficies. Multimat® es una referencia del mercado en términos de estiramiento y facilidad de revestimiento del molde. Los mats de filamento continuo ligado químicamente Unifilo® U813, U816, U850, U852, U614 muestran una permeabilidad sorprendente (en el rango de 10-9 m2). Se utilizan con frecuencia como un refuerzo local para ayudar a que la resina llene la cavidad del molde. Los mats Unifilo® U720, U740 y U750 tienen un ligante termoplástico que permite un preformado en caliente. Las preformas de Unifilo® están muy bien adaptadas para RTM de serie alta y pueden estar disponibles con un velo de vidrio o velo superficial sintético para una perficial. El Uniconform® es un mat de filamento continuo suave y libre de ligante. Apropiada para formas de baja a media complejidad, permite alcanzar un alto contenido de vidrio (hasta del 55%). Es suave y muestra una buena apariencia de superficie. Los productos Woven Roving, unidireccionales y multiaxiales también pueden usarse como refuerzos locales o piezas estructurales. RTM-Light Gama de productos OCVTM para RTM light El proceso de moldeo por transferencia de resina ligero consiste en la inyección de una resina en un molde cerrado de material compuesto en el cual se han colocado una o varias capas de refuerzo. El cierre del molde puede realizarse mecánicamente o por medio de vacío aplicado entre dos sellados en la brida periférica del molde. Por lo general, la presión de inyección es inferior a tres bares y, en la mayoría de los casos, la resina empieza a llenar un canal periférico antes de impregnar las capas de refuerzo, algunas veces conectadas a otro puerto de vacío para ayudar al flujo de resina. En ese caso, el proceso se conoce como “RTM-Light asistido por vacío”. Los velos de vidrio ECR20A y ECR70A de 20 g/m2 y 70 g/m2 respectivamente (otros pesos disponibles) permiten obtener un mejor aspecto superficial. El Multimat® es un complejo tridimensional 100% de fibra de vidrio, que puede usarse para formas de alta complejidad y requisitos de alto contenido de vidrio. El producto Multimat®Lite es un complejo tridimensional compuesto de un núcleo tejido ligero hecho de fibra de vidrio y filamento de polietileno tejido con capas de filamentos cortados en ambas superficies. El Multimat® Lite no sólo tiene una impresionante capacidad de expansión y de adaptación a los moldes complejos, sino que también tiene una extraordinaria resistencia a la compresión que permite que la resina fluya. El Multiconform® es un refuerzo trimdimensional compuesto de Unifilo libre de ligante con un núcleo de polipropileno no tejido. Es adecuado para piezas de baja a media complejidad y muestra un excelente acabado superficial. La manta Multicore® es un complejo tridimensional hecho de una capa externa de filamentos cortados tejidos con un núcleo de polipropileno no tejido. También está disponible con filamentos cortados en un una cara únicamente, y es muy apropiada en ese caso para las estructuras sándwich. El Uniconform® es un mat filamento continuo libre de ligante que se adapta a las aplicaciones de RTM-Light debido a la necesidad de un alto contenido de vidrio en una versión de alta permeabilidad. El proceso RTM-Light puede usarse para fabricar piezas pequeñas de materiales compuestos, como cajas, asientos y bancos, cubiertas, suportes para consola, etc., aunque también permite moldear plataformas amplias si los moldes están bien diseñados. 5 Compresión húmeda o Moldeo por presión Este proceso consiste en colocar una o varias capas de refuerzo en la cavidad del molde, rociando o vaciando resina sobre el molde y cerrándolo mediante presión o a la mano a través de un vacío periférico. La presión que el molde aplica sobre la resina al cerrar hace que la resina fluya e impregne los refuerzos. Gama de productos OCVTM para compresión húmeda Los velos de vidrio ECR20A y ECR70A de 20 g/m2 y 70 g/m2 respectivamente (otros pesos disponibles) permiten obtener un mejor acabado superficial. El producto Multimat® es un complejo tridimensional 100% de fibra de vidrio, que puede usarse para formas de alta complejidad y requisitos de alto contenido de vidrio. El producto Multimat®Lite es un complejo tridimensional compuesto de un núcleo tejido ligero hecho de fibra de vidrio y filamento de polietileno tejido con capas de filamentos cortados en ambas superficies. La manta Multimat® Lite tiene una impresionante capacidad de expansión y de adaptación a los moldes complejos. La manta Multiconform® es un refuerzo tridimensional hecho de ligante y capas externas de manta con filamento continuo no tejido, así como de núcleo de polipropileno no tejido. Es adecuada para piezas de baja y media complejidad y muestra un excelente acabado superficial. El Multicore® es un complejo tridimensional hecho de dos capas externas de filamentos cortados tejidos con un núcleo de polipropileno no tejido. También está disponible con filamentos cortados en una cara únicamente, y es muy apropiada en ese caso para las estructuras sándwich. El Uniconform® es una mat de filamento continuo libre de ligante que muestra una muy alta permeabilidad transversal en el proceso de compresión húmeda. Puede comprimirse para lograr un alto contenido de vidrio, pero mantiene un bonito acabado de la superficie gracias a su sizing de alta solubilidad. Aplicaciones resistentes al fuego OCV™ tienen una gama exclusiva de refuerzos de molde cerrado hechos de fibras de vidrio únicamente, sin núcleos sintéticos, que permiten lograr un alto nivel de resistencia al fuego cuando se utilizan con una resina apropiada. Los productos Woven Roving y multiaxiales se utilizan para un alto contenido de vidrio y formas simples, mientras que el Uniconform® y el Multimat® son fáciles de adaptar en formas complejas. Tienen una proporción de material sintético menor del 1% en peso (sizing de fibra de vidrio hilos de coser) y proporcionan un comportamiento óptimo en la prueba de resistencia al fuego. 6 Advantex® es la fibra de vidrio tipo E más respetuosa con el medio ambiente Fibra de vidrio tipo E tradicional con boro Fibra de vidrio Advantex® libre de boro Polvo Polvo 100% Uso de agua C.O.D 100% Fluoruros 75% Uso de agua 75% 50% 50% 25% 25% Nox 0% C.O.D Fluoruros Nox 0% La comparación adjunta es la típica para las conversiones en plantas de OCVtm. Los resultados reales varían de una planta a otra. Alto Medio Energia VOC Energia Eficiencia de materia prima VOC Eficiencia de materia prima Bajo Huella ambiental Las empresas OCVTM producen fibra de vidrio Advantex® n Con menor impacto ambiental: . una fibra de vidrio sin boro . una fibra de vidrio sin flúor En la actualidad, la mayoría de los productos OCV™ se fabrican con fibra de vidrio Advantex®. En nuestras fábricas, se están llevando a cabo programas de conversión constantes para que todos nuestros productos se fabriquen con fibra de vidrio Advantex®. Éstos ayudan a reducir continuamente el impacto ambiental causado por las emisiones a la atmósfera. n Su socio global para soluciones de materiales compuestos n Instalaciones en 15 países por todo el mundo n Más de 9000 empleados n Más de 15 idiomas n 39% de la facturación de Owens Corning n www.owenscorning.com/composites 7 Gama de productos OCVTM para procesos de molde cerrado - resumen Peso de superficie (g/m2) Anchura de rollo (cm) Infusión RTM RTM-Light Compresión húmeda Fabricación de herramientas por infusión Aplicaciones resistentes al fuego Unifilo® U813, U816, U850, U852, U614 225 a 900 50 a 300 Sí Parche local Parche local Para forma simple Sí Dependiendo del contenido de ligante Unifilo® U720, U740, U750 300 a 900 50 a 300 / Preformas / / / Dependiendo del contenido de ligante Uniconform® 450 a 2400 125 o 250 Con medio de flujo superficial Sí Sí Sí Con medio de flujo superficial Sí Multiconform® 780 a 2050 125 o 250 Sí si no es necesario un alto contenido de vidrio Forma con complejidad de baja a media Forma con complejidad de baja a media Forma con complejidad de baja a media Versión de un lado para áreas sándwich No Multimat® 1100 a 2700 125 o 250 / Sí Sí Sí / Sí Multimat® Lite 735 a 2010 125 o 250 Sí si no es necesario un alto contenido de vidrio Sí Sí Sí / No Multicore® 480 a 2050 125 o 250 Sí si no es necesario un alto contenido de vidrio Sí Sí / Versión de un lado para áreas sándwich No Woven Roving 200 a 900 125 o 250 Sí Localmente Localmente Localmente Sí Sí Combinación FlowRoTM - FlowTex™ 400 a 1500 125 o 250 Sí Localmente Localmente Localmente Sí Sí Unidireccionales y multiaxiales 400 a 1600 125 o 250 Sí Localmente Localmente Localmente Sí Sí Carbonos 200 a 800 125 o 250 Sí Localmente Localmente Localmente Sí Sí C- o Advantex No tejidos 20 y 70 5 - 210 Sí Sí Sí Sí Sí / ® Contactos: www.owenscorning.com/composites OWENS CORNING COMPOSITE MATERIALS, LLC ONE OWENS CORNING PARKWAY TOLEDO, OHIO 43659 1.800.GET.PINK™ EUROPEAN OWENS CORNING FIBERGLAS SPRL 166, CHAUSSÉE DE LA HULPE B-1170 BRUSSELS - BELGIUM +32 26 74 82 11 Owens Corning - OCV Asia Pacific Shanghai Regional Headquarters 2F Olive LVO Mansion 620 Hua Shan Road Shanghai China 200040 +86 21 62 48 99 22 OCV FABRICS US, INC. 43 BIBBER PARKWAY BRUNSWICK, ME 04011 U.S.A. +1 207 729 7792 OCV FABRICS belgium bvba DRUKKERIJSTRAAT 9 B-9240 ZELE BELGIUM +32 52 45 76 11 OCV TECHNICAL FABRICS 2/F, NO. 68 TSO WO HANG SAI KUNG, KOWLOON HONG KONG +852 9091 3534 [email protected] [email protected] [email protected] [email protected] [email protected] [email protected] [email protected] OWENS CORNING COMPOSITE MATERIALS, LLC ONE OWENS CORNING PARKWAY TOLEDO, OHIO, USA 43659 1-800-GET-PINKTM www.owenscorning.com Pub. N° 10011244. Impreso en Francia con papel reciclado. Abril de 2009. THE PINK PANTHER™ & ©1964–2009 Metro-Goldwyn-Mayer Studios INC. Todos los derechos reservados. El color PINK (ROSA) es una marca comercial registrada de Owens Corning. La información y los datos aquí contenidos se ofrecen sólo como una guía para la selección de un refuerzo. La información contenida en esta publicación se basa en datos reales de laboratorio y en la experiencia en pruebas de campo. Creemos que esta información es fiable, pero no garantizamos su aplicabilidad al proceso del usuario, ni asumimos ninguna responsabilidad u obligación que surja de su uso o desempeño. El usuario acepta ser el responsable de probar completamente cualquier aplicación para determinar su adecuación antes de comprometerse con la producción. Es importante que el usuario determine las propiedades de sus propios compuestos comerciales cuando use éste o cualquier otro refuerzo. Debido a que numerosos factores afectan los resultados, no otorgamos garantía de ninguna clase, expresa o implícita, incluyendo aquellas de comerciabilidad y adecuación para un propósito particular. Las afirmaciones contenidas en esta publicación no deben ser interpretadas como representaciones o garantías, ni como incentivos para infringir alguna patente o violar algún código de seguridad legal o regulación de seguros. Owens Corning se reserva el derecho para modificar este documento sin previo aviso. ©2009 Owens Corning. procesos de molde cerrado _OCV Range_ww_04-2009_Rev0_EU FORMAT Concepción - Realización: QUALIgraph’ - Créditos de fotografía/Cortesía de: Página 6: Stratiforme Industries (Francia) - Sotira (Francia) Productos