Universidad Tecnológica de Querétaro
Anuncio

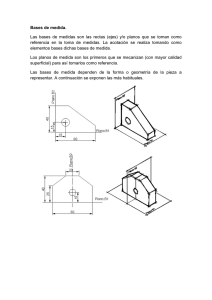
Universidad Tecnológica de Querétaro Firmado digitalmente por Universidad Tecnológica de Querétaro Nombre de reconocimiento (DN): cn=Universidad Tecnológica de Querétaro, o=Universidad Tecnológica de Querétaro, ou, [email protected], c=MX Fecha: 2011.08.24 10:00:10 -05'00' UNIVERSIDAD TECNOLÓGICA DE QUERÉTARO VOLUNTAD. CONOCIMIENTO. SERVICIO CARRERA DE MANTENIMIENTO ÁREA INDUSTRIAL “DESARROLLO DE ENSAMBLE MECÁNICO” EMPRESA: THYSSENKRUPP SYSTEM ENGINEERING S.A. DE C.V. MEMORIA QUE COMO PARTE DE LOS REQUISITOS PARA OBTENER EL TÍTULO DE: TÉCNICO SUPERIOR UNIVERSITARIO EN MANTENIMIENTO ÁREA INDUSTRIAL PRESENTA: ALMARANDO CORTES CRUZ ASESOR DE LA UTEQ: M. EN C. MARÍA SELENE REYES CABALLERO ASESOR DE LA EMPRESA: ING. ADREAS VOELKER QUERÉTARO, QRO. AGOSTO DE 2011 Resumen En este proyecto se exponen y redactan los procesos realizados por la empresa ThyssenKrupp System Engineering S.A. de C.V. para el subensamble y ensamble de maquinarias con cuerpo mecánico. Se exponen las diferentes áreas por las que transitan los materiales y los componentes de cada máquina ensamblada, y como los sub-ensambles la van conjuntando hasta obtener un producto en condiciones de realizar el trabajo para el cual fue diseñado. El proyecto fue realizado en el área de sub-ensamble durante un periodo de 15 semanas. Su finalidad es que el practicante se adentre a los principios básicos de la rama mecánica y a su vez conozca diferentes métodos de construcción de una máquina ya que en la rama de mantenimiento industrial es fundamental saber los diferentes tipos de materiales que componen la maquinaria y así mismo la funcionalidad de cada uno de ellos. ii Abstract This project is about the processes performed by ThyssenKrupp System Engineering SA de CV for sub-assembly and assembly of machines with mechanical body. It is describe the different areas by passing the materials and assembled components of each machine and sub-assemblies as the assembly until they obtain a product capable of performing the work for which it was designed. The project was developed in the area of sub-assembly for a period of 15 weeks. The aim is that the practitioner is in the basic principles of mechanical branch and in turn learn different methods of building a machine as in the field of industrial maintenance is essential to know the different types of materials that make up the machinery and likewise the functionality of each one. iii ÍNDICE Resumen I Abstract II I Introducción 1 II Antecedentes 2 III Justificación 3 IV Objetivos 4 V Alcances 5 VI Fundamentación teórica 6 VII Plan de actividades 26 VIII Recursos materiales y humanos 27 IX Desarrollo del proyecto 28 X Resultados obtenidos 55 XI Análisis de riesgos 56 XII Conclusiones 57 XIII Recomendaciones 58 XIV Referencias 59 CAPÍTULO I – INTRODUCCIÓN. La Universidad Tecnológica de Querétaro tiene como objetivo principal ofrecer programas de educación superior, pertinentes y de calidad, en los niveles de Técnico Superior Universitario y Licenciaturas afines, vinculados con el sector productivo y social, para promover la competitividad de los egresados y el desarrollo regional y nacional. Esta estrecha vinculación con el sector productivo nos permite realizar el siguiente proyecto, dentro del cual se hará un análisis con la finalidad de resolver dentro de la medida de lo posible una problemática real dentro del sector industrial, aplicando los conocimientos obtenidos durante el curso de la carrera en materia de mantenimiento industrial, o con el fin de demostrar que los egresados pueden incorporarse al sector productivo demostrando las cualidades como el trabajo en equipo, así mismo aplicando conocimientos, en este caso dirigimos nuestro interés a la empresa THYSSENKRUPP SYSTEM ENGINEERING SA DE CV, donde se desarrollarán los conocimientos sobre ensambles mecánicos con el fin de ensamblar una máquina de principio a fin utilizando todas las herramientas necesarias, en conjunto con sistemas neumáticos, hidráulicos, eléctricos y electrónicos. Incorporándonos al área de producción en la cual se aplicaran los conocimientos teóricos en conjunto con la práctica. 1 CAPÍTULO II – ANTECEDENTES. ThyssenKrupp System Engineering http://www.thyssenkrupp-systemengineering.com Dirección: Av. Del Marqués 36-A El Marqués - 76246 Querétaro Es una empresa de origen alemán que forma parte del grupo Thyssenkrupp AG en su división de Tecnologías y diseño automotriz. Está dedicada al diseño, fabricación, instalación y arranque de líneas de ensamble de motores, transmisiones, ejes y carrocerías. THYSSENKRUPP SYSTEM ENGINEERING S.A. DE C.V ha sido una empresa instalada en México que ha sufrido gran demanda en los últimos tiempos gracias a su potencial para desarrollar proyectos de ingeniería automotriz, no solo del país sino también de nacionalidades con potencial de producción en el mercado automotriz como los es Brasil, Italia, Estados Unidos etc. La empresa a su vez brinda la oportunidad a jóvenes con la idea de desarrollar y aprovechar sus conocimientos de forma enfocada hacia la práctica y aplicación de lo aprendido durante su estancia en la universidad, permitiendo integrarse a situaciones reales y adentrándolos en el proceso y desarrollo de equipos de producción definidos. Todo esto dentro del campo automotriz, donde se cuenta con un amplio proceso, el cual nace con proyecto pensado por el cliente en cuanto a funciones. Posteriormente es otorgado a la empresa donde se diseña por completo desde máquinas sencillas hasta muy complejas, lo cual se conjunta en el ensamble final de la línea. Integrando todo tipo de sistemas, mecánico, hidráulico, neumático, eléctrico, electrónico etc. 2 CAPÍTULO III – JUSTIFICACIÓN. El proyecto se realiza con la expectativa de desarrollar el conocimiento de ensamble mecánico, desde sub-ensamble hasta el ensamblado final resolviendo cualquier tipo de problemáticas en el proceso, identificando áreas de oportunidad en la mejora del proceso, al mismo tiempo ensamblar la máquina elegida con el propósito de mostrarla en su pleno funcionamiento, según las funciones que debe desempeñar y buscando la plena satisfacción del cliente al cual se entregará la máquina. Conocer todos los aspectos del proceso, desde la interpretación de diseños, conociendo la ingeniería detrás del producto, identificación de partes, puntos críticos para la realización del proyecto, materiales, insumos, tiempos, costos, correcciones, etc. 3 CAPÍTULO IV – OBJETIVOS. El objetivo principal del proyecto es realizar el ensamble mecánico de la máquina seleccionada en un 100% la cual aprobará las pruebas de funcionamiento para las que fue diseñada con el fin de proporcionar a nuestros clientes la plena confianza de que el producto que desarrollamos, cumple con las especificaciones requeridas por ellos mismos. Este proyecto se realiza con el objetivo de alcanzar nuevos conocimientos en cuanto a herramientas y componentes en la rama mecánica, solución de problemas, trabajo en equipo, resolución de criterios sobre las situaciones más factibles para la maquinaria, mediante el estudio de estrategias y coordinación de tiempo. Así mismo desarrollar un conocimiento práctico para absorber los fundamentos de la rama mecánica, comportamient6o de materiales, selección de herramentales adecuados según las tareas en cada fase del ensamble. 4 CAPÍTULO V – ALCANCES. Este proyecto, servirá como método de desarrollo de conocimientos de ensamble general, desde sub-ensamble hasta el ensamblado final, pasando por todas las etapas, durante el desarrollo del proceso. Se identificarán pasos críticos y dificultades sobre el proceso, así como las actividades que son críticas en cuanto a tiempo, piezas fabricadas, proveedores, maquinados, tipos de materiales, tolerancias en maquinados, diseños, plan de actividades, etc. Se consideran funciones y materiales determinados por el cliente, que satisfagan las expectativas del mismo para otorgar una máquina terminada en plena función y con la total confianza que cada componente cumpla adecuadamente la tarea para la cual fue diseñada. El proyecto tendrá una duración de 15 semanas, iniciando el 02 de mayo de 2011 y terminando el 11 de agosto de 2011. En este proyecto está involucrado el practicante proveniente de la UNIVERSIDAD TECNOLÓGICA DE QUERÉTARO que tomara actividades de mecánico, Gerente del departamento mecánico de la empresa asesor del proyecto, Jefe del área de sub-ensamble supervisara el proyecto. 5 CAPÍTULO VI – FUNDAMENTACIÓN TEÓRICA. SIMBOLOGÍA DE DIBUJO PROYECCIONES Las proyecciones o vistas de una pieza son las distintas imágenes que se obtienen al mirarla desde arriba, de frente y desde un costado, o bien, el resultado de proyectar la pieza perpendicularmente sobre planos que sean paralelos a sus caras principales. Se supone la pieza suspendida en el espacio comprendido entre tres planos perpendiculares entre sí (triedro, figura 1.1.1) y el observador, al mirarla o proyectarla desde las tres posiciones indicadas, se obtiene las tres imágenes o proyecciones representadas en los planos. Para conseguir que estos tres planos se conviertan en uno solo, es decir, el plano del papel del dibujo, se elimina la bisagra “e” y se giran los planos alrededor de las bisagras “a” y “b” hasta conseguir ese plano único (figura 1.1.2). Ahora si el observador se coloca de manera que el plano único resultante quede de frente, el resultado será el que se indica en la (figura 1.1.3). Los nombres que reciben las tres vistas o proyecciones así obtenidas son: Alzado, Planta y Perfil Vista Lateral. Una vez eliminadas las líneas de correspondencia y las que materializan el plano, se obtienen las tres vistas dispuestas en su forma definitiva (figura 1.1.4) En vez de considerar los tres planos del triedro y que el observador adopte distintas posiciones para mirar la pieza, se llegara a los mismos resultados si se considera un solo plano (la hoja sobre la que se dibuja) y se imprime a la pieza giros de 90°, así el observador se mantiene en la misma posición, mirando la hoja de papel desde arriba. 6 Figura 1.1.1 Figura 1.1.2 Figura 1.1.3 7 Figura 1.1.4 Partiendo de una de las posiciones que nos aporta una de las proyecciones, se obtienen las restantes, sin necesidad de que el observador se desplace de su posición inicial (figura 1.1.5) Figura 1.1.5 DISPOSICIÓN DE VISTAS SISTEMAS DE REPRESENTACIÓN: se pueden utilizar dos sistemas: Sistema Europeo: es el utilizado en la mayor parte de Europa. 8 Sistema Americano: Es el utilizado preferentemente en países anglosajones. El sistema Europeo Es el que se ha desarrollado en el apartado de Proyecciones. Obsérvese que en la figura 1.1.1, la pieza está situada entre el observador y el plano de proyección correspondiente. La pieza se supone situada en el primer diedro, quedando la planta debajo del alzado, el perfil derecho se coloca a la izquierda de alzado y el perfil izquierdo se coloca a la derecha del alzado. El símbolo de identificación de un plano hecho en el sistema Europeo es el que indica la figura 1.1.6, que representa las dos vistas de un tronco de cono en este sistema. Figura 1.1.6. Símbolo del sistema europeo En el sistema americano La pieza se supone situada en el tercer diedro, o lo que es igual, cada plano de proyección se supone situado entre la pieza a representar y el observador. Para darse una idea exacta, imaginemos que los planos de proyección son transparentes y el observador mira la pieza a través de ellos (figura 1.1.7) 9 Figura 1.1.7 En este sistema, la planta se dibuja encima del alzado y el perfil derecho se dibuja a la derecha del alzado. El símbolo de identificación de un plano hecho en el sistema Americano es el que indica la figura 1.1.1, que representa las dos vistas de un tronco de cono en este sistema. Figura 1.1.8 símbolo del sistema americano Vistas que no se corresponden con su giro: Cuando por falta de espacio no sea posible colocar una vista en la posición que fijan las normas anteriores, podrá, excepcionalmente, colocarse en otra posición que no se corresponda con el giro de 90° dado para determinarla. En el caso de que se recurra a esta excepción, deberá indicarse con una anotación el sentido de la observación, a fin de facilitar la interpretación (figura 1.1.9). 10 Figura 1.1.9 En esta figura, el perfil dibujado a la derecha del alzado es el obtenido al mirar la pieza desde la derecha y se tenía que haber dibujado a la izquierda del alzado. Como se ha hecho a la derecha y esto es una excepción, se indica junto al perfil la leyenda “vista por A” o “vista en el sentido A” y a la vez se indica con una flecha y la letra A Vistas auxiliares: Cuando una pieza tiene caras oblicuas respecto a los planos de proyección, al proyectar estas caras ortogonalmente sobre dichos planos, se obtienen deformaciones, es decir, que no están en verdadera magnitud, a la vez que presentan dificultades de trazado. En estos casos se supone un plano de proyección auxiliar, paralelo a la cara en cuestión y se efectúa mentalmente el giro de 90° de este plano hasta hacerle coincidir con el plano del dibujo, pero solamente de la parte de la pieza que se vea deformada, dejando el resto de la pieza en la vista normal. Este artículo de dibujo es el que recibe el nombre de “VISTA AUXILIAR”. PLANOS DE PROYECCIÓN AUXILIARES La representación de las piezas estudiadas hasta ahora, se han hecho cómodamente sobre dos o tres planos de proyección. Cuando no sea suficientes tres proyecciones para dar una idea completa de una pieza, habrá que dibujar más vistas, recurriendo en tal caso a la proyección del sólido en planos auxiliares; pueden ser éstos de perfil o laterales, perpendiculares a la línea de tierra o sobre planos paralelos a uno de los planos fundamentales. La fig. 1.1.9 muestra los nombres por los que se conoce estas proyecciones. En la fig.1.1.9. se muestra una perspectiva de la pieza representada. En la Fig. 1.1.10 Se abre el cubo para obtener las proyecciones ortogonales. 11 Vista superior Vista posterior Vista Lateral Der. Vista de Alzado Vista Lateral Izq. Figura 1.1.9 Vista Inferior Figura 1.1.10 En las fig. 1.11 y 1.12, se ven las proyecciones normales y auxiliares de la pieza de la fig. 1.9 en el sistema americano y europeo, respectivamente. 12 Figura 1.1.11. Sistema americano Figura 1.1.12. Sistema Europeo 13 CORTES, SECCIONES Y ROTURAS. Cortes En el dibujo técnico, un corte es un artificio según el cual se produce una separación imaginaria de material de una pieza por medio de uno o de varios planos (fig.1.1.13). Un corte es una operación que se ha adoptado por convenio. El objeto de este convencionalismo es llegar a apreciar como visibles los elementos o partes interiores de piezas huecas. Esto se consigue retirando la parte de la pieza que está delante del plano de corte y observando, perpendicularmente a dicho plano, la porción de pieza que permanece. Figura 1.1.13. Símbolo del sistema americano La representación de la pieza de la fig. 1.14, por medio de sus vistas ortogonales, si no hubiéramos efectuado el corte indicado, presentaría, en alzado, los tres agujeros con líneas ocultas, es decir, de trazos. La fig. 1.16presenta la misma pieza si se efectúa el corte que indica la fig.1.13. 14 Figura 1.1.14. y 1.1.15 corte en vista ortogonal Con este artificio o convencionalismo hemos logrado eliminar todas las líneas ocultas del interior del alzado y con ello, como puede apreciarse al comparar las figs. 1.1.14 y 1.1.15, se consigue un dibujo más claro y sencillo. Hay que destacar que ese corte afecta únicamente a la vista donde dicho corte viene representado y nunca a las otras vistas. Por esta razón, en la planta de la fig. 1.1.14 no se ha eliminado la mitad de la pieza que está delante del plano de corte. Hacerlo así sería incorrecto. La norma UNE 1032-74 establece claramente la diferencia entre los conceptos de corte y sección, diciendo: “Una sección representa exclusivamente la parte cortada del objeto. Un corte representa la sección y la parte del objeto situado detrás del plano secante.” La fig. 1.1.16 muestra lo que sería una sección de la pieza de la fig. 1.1.15 Figura 1.1.16 15 SECCIÓN Los cortes pueden ser de varias clases. A continuación se establece su clasificación y se explicara cada uno de ellos: Totales: Por un solo plano, corte auxiliar, corte con giro y corte por planos Semi-corte o de cuadrante. Corte parcial. Corte de detalle. Corte total Por un sólo plano: Si el plano de corte coincide con el plano de simetría de la pieza en la vista que acompaña al corte no se indica el plano que lo produce. Si el plano de corte no coincide con el plan de simetría de la pieza, bien porque no tiene plano de simetría o, si lo tiene, el corte se hace por otro plano distinto, es necesario indicar el plano por el que se imagina el corte; esto se hace por medio de una línea fina de traza y punto, terminada en sus extremos con el mismo tipo de línea, pero gruesa. En los dos extremos se apoyan dos flechas, como si empujaran al plano de corte; estas flechas indican el sentido de observación y se hacen de un tamaño superior al de las empleadas en acotación (fig. 1.1.17). En las piezas que, por su configuración, sea preciso efectuar varios cortes totales, pero independientes entre sí, se procede con cada uno de ellos como en el caso anterior, pero variando las letras que designan el camino seguido por los diversos planos de corte fig. 1.1.18. Si el plano de corte no coincide con el plan de simetría de la pieza, bien porque no tiene plano de simetría o, si lo tiene, el corte se hace por otro plano distinto, es necesario indicar el plano por el que se imagina el corte; esto se hace por medio de una línea fina de traza y punto, terminada en sus extremos con el mismo tipo de línea, pero gruesa. En los dos extremos se apoyan dos flechas, como si empujaran al plano de corte; estas flechas indican el sentido de observación y se hacen de un tamaño superior al de las empleadas en acotación fig. 1.1.18. 16 En las piezas que, por su configuración, sea preciso efectuar varios cortes totales, pero independientes entre sí, se procede con cada uno de ellos como en el caso anterior, pero variando las letras que designan el camino seguido por los diversos planos de corte fig. 1.1.18. Figura 1.1.17 Figura 1.1.18 Corte total auxiliar: Es una variante del caso anterior, con la diferencia de que, por la forma de la pieza, el plano de corte a utilizar no es paralelo al plano de proyección. Se trata del caso de una vista auxiliar a la que se incorpora el corte (fig. 1.1.19). Figura 1.1.19. Corte total con giro: En piezas en las que los elementos que interesa ver en corte están situados en dos planos que forman entre sí un ángulo igual o mayor de 90 °, se procede de la forma siguiente: En la vista en la que la pieza se ve entera, se indican los trazos de los planos secantes con línea fina de trazo y punto, se regresan la intersección y 17 los extremos de ambos trazos y se colocan en dichos extremos las flechas que indican el sentido de observación. En la vista que representa el corte, se considera que uno de los planos secantes gira alrededor de la intersección con el otro hasta quedar en prolongación con él, como si fueran en un solo plano (fig. 1.1.19). Puede ocurrir que, como consecuencia del giro de uno de los planos, la vista del corte tenga una longitud mayor o menor que la de la pieza. Esto no debe inducir a error, ya que la longitud real se tiene en la vista donde se indica el camino seguido por el corte (fig. 1.1.20 y 1.1.21). El corte total con giro se utiliza con mucha frecuencia, en especial, cuando la pieza tiene elementos uniformemente repartidos que interrumpen su continuidad, como por ej.: agujeros, nervios de refuerzo, brazos o radios de ruedas o volantes, etc. En estos casos, y aunque no es necesario indicar el camino seguido por los dos planos de corte, debido a la evidencia que supone la uniformidad del reparto, el elemento discontinuo se gira hasta hacerlo coincidir en un solo plano (fig. 1.1.22). Figura 1.1.20. Y 1.1.21. 18 Figura 1.1.22. Corte normal Figura 1.1.23. Corte con giro El corte total con giro se utiliza con mucha frecuencia, en especial, cuando la pieza tiene elementos uniformemente repartidos que interrumpen su continuidad, como por ej.: agujeros, nervios de refuerzo, brazos o radios de ruedas o volantes, etc. En estos casos, y aunque no es necesario indicar el camino seguido por los dos planos de corte, debido a la evidencia que supone la uniformidad del reparto, el elemento discontinuo se gira hasta hacerlo coincidir en un solo plano (fig.1.1.22). En la fig. 1.1.22, la planta se encarga de indicar con exactitud donde se encuentran los agujeros cortados; la información que nos suministra el corte daría lugar a pensar que los agujeros están situados diametralmente opuestos y, como informa la planta, no es así, ya que están a 120 °. Igualmente, los nervios de refuerzo y los brazos de ruedas o volantes se giran hasta situarlos en un solo plano de corte, que es precisamente el paralelo al plano de proyección: esto simplifica la representación, pues se ven los nervios en verdadera magnitud y no deformados. Por convenio, los cortes longitudinales de brazos y nervios no se rayan, es decir, aparecen sin cortar (figs. 1.1.23 y 1.1.24). 19 Figura 1.1.24. Corte total por planos paralelos: En las piezas cuyos elementos o detalles interiores ocupan posiciones tales que sus planos de simetría son paralelos, el corte puede adoptar un recorrido quebrado de forma que contenga los referidos planos de simetría de todos los detalles o del mayor número de ellos. En la planta se indica la traza del corte, es decir, el camino seguido por el corte, por medio de línea fina de trazo y punto, regresando sus dos extremos y los vértices de la traza quebrada. El corte se presenta como si lo hubiera producido un solo plano. Puede considerarse como si, una vez efectuado el corte, los planos paralelos se trasladan hasta hacerlos coincidir en uno solo (figuras. 1.1.25 y 1.1.26). Figura 1.1.25 Figura 1.1.26 Hasta el momento hemos considerado los cortes quebrados formados por planos paralelos y otros perpendiculares a éstos; ahora bien, en ocasiones, 20 los planos que intervienen, o algunos de ellos, pueden ser oblicuos entre sí (fig. 1.1.27). Figura 1.1.27 Figura 1.1.28 Corte de cuadrante o semi-corte Corte de cuadrante o semi-corte: En piezas simétricas huecas y, sobre todo, cuando son piezas de revolución, puede interesar no dar un corte total, en cuyo caso, se efectúa un corte que consiste en eliminar solamente un cuarto (cuadrante) de pieza (fig. 1.1.28). Corte parcial Corte parcial: En piezas en las que la parte hueca ocupa un espacio pequeño respecto del total de la pieza, no se justifica un corte total para ver este detalle. En estos casos, se corta una parte, poco más de lo que ocupa el detalle hueco, dejando el resto sin cortar (figs. 1.1.29 y 1.1.30). Figura 1.1.29 Figura 1.1.30 Corte de detalle Corte de detalle: Este tipo de corte tiene por objeto representar algún detalle de una pieza de la que no interesa representar el resto, por estar suficientemente definido por otras vistas o cortes. 21 A diferencia del corte parcial, teniendo en cuenta que, en cierto modo, éste también lo es, no se limita el corte por línea alguna, si bien las líneas de rayado terminan en una línea recta invisible, perpendicular a las aristas de la pieza (fig. 1.1.31). Figura 1.1.31. En todos los casos se indica el camino seguido por el corte, como ya se ha indicado, con línea fina de trazo y punto, con extremos gruesos y flechas que indican el sentido de observación, recurriendo incluso a identificarlo más a detalle cuando la claridad de interpretación lo exija. Secciones: El objeto de la sección es apreciar contornos piezas, o partes de ellas, generalmente macizas. Atendiendo al lugar y forma en que se representan, hay dos tipos de secciones: la abatida o girada y la sección desplazada. Sección abatida: Consiste en representar la sección en el mismo lugar de la pieza donde se produce. Para lograrlo, se considera girado el plano que produce la sección un ángulo de 90° alrededor del eje de la forma plana obtenida (fig. 1.1.32). 22 Figura 1.1.32 sección abatida. Sección desplazada: En piezas que, por su tamaño, no permitan efectuar una sección abatida que aclare su forma, se procede sacando la sección fuera de la vista de la pieza, en la que se indica el plano que la produce. Esta sección, así representada, es una sección desplazada. A diferencia de la sección abatida, en este caso el contorno de la sección desplazada se representa con línea continua gruesa (fig.1.1.33). Figura 1.1.33 Solamente cuando la claridad lo exija, evitando falsas interpretaciones, se acompañará a la traza del plano una letra en cada extremo que sirva para identificarle y se hará referencia de este plano junto a la sección (fig. 1.1.34). 23 Figura 1.1.34. Roturas Las roturas son artificios que permiten un ahorro de espacio en la representación de piezas largas o de gran tamaño, a costa de eliminar parte o partes de ellas que no son necesarias para su interpretación. En la fig. 1.1.35, se aprecia lo anterior. Se trata de una placa lisa con un lado inclinado, al eliminar mentalmente la parte central y acercar los extremos, en el lado inclinado se produce un salto de altura que corresponde a la parte eliminada. Figura 1.1.35. Figura 1.1.36. Las roturas en piezas de revolución macizas, cilindros, conos y troncos de cono, mantienen los principios básicos, pero la representación varía respecto de las piezas con caras planas (fig. 1.1.36). Aunque con poca frecuencia, en ocasiones, piezas con eje de simetría se representan mutiladas, eliminando un extremo (fig. 1.1.37). Figura 1.1.37 Figura 1.1.38 La interpretación de la pieza no pierde claridad, ya que el eje de simetría permite comprender cómo es la pieza completa. En el caso de que interese eliminar exactamente media pieza o vista, es decir, que la rotura coincida con el eje de simetría, se disponen dos tracitos transversales en cada uno de los extremos del eje. 24 Formatos Los formatos o tamaños de las hojas de dibujo también están normalizados. En la fig. 1.1.39 se muestran algunos de los formatos de uso más corriente con sus dimensiones características. Figura 1.1.39 25 CAPÍTULO VII – PLAN DE ACTIVIDADES. Semana 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 Actividad Adentrarse a la empresa y conocer el proceso realizado dentro de ella. Elección del proyecto Recolectar información acerca del proyecto Organización de información Planeación del proyecto Desarrollo del proyecto Obtención de resultados Conclusiones del proyecto Presentación del proyecto 26 CAPÍTULO VIII – RECURSOS MATERIALES Y HUMANOS. RECURSOS HUMANOS JEFE DEL AREA DE ENSAMBLE FINAL-Realizar pruebas finales a la máquina (funcionamiento) JEFE DEL AREA DE PRE-ENSAMBLE-supervisar cada uno de los ensambles. 2 MECANICOS – Ensamble de partes mecánicas de la máquina HERRAMIENTA Caja de herramientas (mecánico) -Juego de llaves Allen milimétrica -Extractor de pernos Dowell -Juego de punzones -Juego de llaves españolas -Escuadra -Nivel de burbuja -Maneral -Martillo cara suave -Avellanador -Juego de brocas -Juego de machuelos -Vernier -Caladora -Taladro MAQUINARIA -Prensa Mecánica EQUIPO DE PROTECCIÒN PERSONAL -Lentes de seguridad -Guantes de seguridad -Faja -Zapatos de seguridad -Tapones para oídos 27 CAPÍTULO IX – DESARROLLO DEL PROYECTO. Introducción. La empresa está compuesta por diferentes áreas, (oficinas de diseño, almacén, inspección, maquinados, pailera, ensamble eléctrico, ensamble mecánico y ensamble final). El área de oportunidad para la práctica y el desarrollo del proyecto se asignó de acuerdo al perfil que se requiere, y contando con la base de los conocimientos adquiridos en la universidad. A cada proyecto de la empresa se le asigna un número de costo (Cost Unit) por medio de este costo o código se derivan cada uno de los sub-ensambles y a su vez cada uno de los componentes. En el caso del proyecto el número de costo asignado a la máquina a ensamblar es el Q.2996.600 máquina que se entregará a nuestro cliente la empresa GM BEDFORD El área de ensamble mecánico depende de un plano otorgado desde el departamento de diseño. El plano contiene la información necesaria para realizar el ensamble, muestra cada uno de los componentes con una cota la cual esta mencionada en el stock list Figura 1.2.1, se otorga un stock list, de cada sub-ensamble, el stock list muestra cada componente con un numero consecutivo o número de posición (1,2,3…etc.) . Estas piezas son otorgadas por almacén, que se encarga de todas las entradas de material, que llegan mediante una requisición de compra que hace el diseñador al departamento de compras. En cuanto a maquinados o piezas hechas por un proveedor externo, el diseñador otorga el plano con la descripción de la pieza que se tiene que elaborar, al momento de llegar la pieza a almacén recibo se le da entrada al departamento de inspección donde se encargan de comprobar que toda la pieza está hecha con las especificaciones requeridas por el diseño (dimensiones, tipo de material, dureza etc.,). Al ser aprobadas, se cargan a un estatus de almacén donde permanecen hasta que el departamento de sub-ensamble o ensamble final lo requiere. Una vez conjuntadas todas las piezas conforme al stock list, pasa al área de sub-ensamble mecánico donde 28 se hace el ensamble de las piezas, esta área debe estar en constante contacto con el departamento de diseño ya que es donde se comprueba si una pieza es verdaderamente funcional en conjunto con las demás. Si se encuentran errores de diseño o problemas al ensamblar se cargan a una bitácora de ensamble, se notifica al diseñador para que apruebe cualquier cambio y en caso de ser necesario se modifique el diseño. De acuerdo a la experiencia adquirida del personal que labora, pueden surgir numerosos cambios de diseño desde simples tornillos hasta piezas críticas. Constantemente se hacen reuniones de estatus sobre la maquinaria, para ver diferentes puntos, cambios o piezas que falten en el ensamble, ya sea por falta de material o piezas que se han retrasado por circunstancias de modificación o re-trabajos y por lo cual han alterado el proceso. 29 Figura 1.2.1 Stock List, muestra el código y nombre del sub-ensamble así como cada elemento que lo compone. Todo referenciado con el número de posición en el diseño. 30 Nuestro ensamble está dividido en diez sub- ensambles. Cada Subensambles tiene identificado el tipo de mano de obra, el tiempo y el material necesario. Cada sub ensamble tiene su diseño correspondiente y su Stock List así mismo su respectico número de costo derivado de la unidad principal. Q.02996.600 Es la máquina en su conjunto totalmente ensamblada y conjuntada con cada sub-ensamble. La máquina tiene como finalidad detectar fugas en las cabezas de los motores mediante la inyección de aire en sus diferentes cavidades la cual por medio de una unidad de inyección debe mantener una presión constante lo que significa que la cabeza no tendrá perdida de presión durante el ciclo de trabajo de combustión, es una maquina casi en su totalidad manual, esta máquina estará gobernada por un operador el cual decidirá mediante los resultados que arroje el ciclo, si la cabeza es funcional o no. Figura 1.2.2 Se muestra la máquina ensamblada representando el trabajo realizado durante la estadía. 31 Q.02996.601.ST.00 FRAME El sub-ensamble número 1. Consta de un armazón el cual deslizará usando como guías unas barras este a su vez este armazón será el encargado de soportar la cabeza del motor la cual será puesta a prueba. Figura 1.2.3 Componentes del sub-ensamble: volante y placa con sellos Figura 1.2.4 El frame que deslizará y será sumergido en agua junto con la cabeza del motor. 32 Figura 1.2.5 Frame que rotará 180 junto con la cabeza del motor sujetado el frame será deslizable (fig. 1.13) con flechas a los extremos (Fig. 1.1.5) y con rodamientos que permitirán el giro del sistema. Figura 1.2.6 Shaft 33 Figura 1.2.7 Sub-ensamble Q.02996.601.ST.00 finalizado. 34 Q.02996.602.ST.00 LAMP Servirá como herramienta para visualizar la cabeza sumergida en el agua y así identificar puntos en los cuales se tengan fugas. Figura 1.2.8 Lámpara. 35 Q.02996.603.ST.00 EXHAUST SEALING Mediante el accionamiento de Clamps o palancas se accionarán estos sellos con los cuales se bloquearan las cavidades de la cabeza del lado frontal. En el caso de la cabeza V8 se utilizaran los 4 Clamps y en el caso de la cabeza V6 solo tres de ellas. 1.2.9 Exhaust sealing, ensamble de las placas principales con el sello. 1.2.10 se instalaron en la placa perteneciente al ensamble Q.02996.606 ya que los clamps van fijos por el lado posterior de la placa. 36 Q.02996.604.ST.00 FIRE FACE SEALING Esta placa será la base de la cabeza, la cual llevará un sello principal en la superficie que es la que sellará la cavidad inferior de la cabeza, tiene canales en los cuales se conectarán accesorios por los cales se inyectará el aire a la cabeza, cada canal con una conexión independiente que saldrá con una manguera desde la unidad neumática principal. Existen dos versiones de esta placa una para la cabeza V8 y también para la cabeza V6. Estas placas serán intercambiables según el modelo de cabeza a la cual quiera realizarse la prueba. Figura 1.2.11 Versión de la placa selladora para modelo V6. Figura 1.2.12 Versión de la placa selladora para modelo V8. 37 Figura 1.2.13 se muestra la placa montada en el frame. 38 Q.02996.605.ST.00 INTAKE SEALING Esta serie de clamps se encargara de sellar las cavidades traseras de la cabeza del motor, se ensamblaron y se montaron a la placa perteneciente al sub-ensamble Q.02996.601.ST.00 . Figura 1.2.14 Ensamblaje de la serie de clamps. Figura 1.2.15 Placa con los clamps montada en el Frame principal. 39 Q.02996.606.ST.00 COVER FACE SEALING Es el sub-ensamble que se encargará de sellar la cara superior de la cabeza, mediante una placa selladora que será intercambiable, ya sea para la cabeza modelo V6 o para la modelo V8. Cuenta con un volante superior que servirá como ajuste y a su vez presionará la cabeza para soportar el giro al que será expuesta cuando este sumergida. Figura 1.2.16 piezas entregadas por almacén y sub-ensamble inconcluso. Figura 1.2.17 Partes del sub-ensamble. 40 Figura 1.2.18 Volante superior del sub-ensamble. Figura 1.2.19 Sub –ensamble antes de incorporarlo al ensamble principal será soportado por dos bloques laterales, será libremente giratorio sobre una de ellos y ensamblara en el opuesto donde será asegurado con un plounger. 41 Figura 1.2.20 Trayectoria del sub-ensamble girando sobre el bloque lateral. Figura 1.2.21 sub-ensamble terminado e incorporado al ensamble principal. 42 Q.02996.607.ST.00 BASE FRAME Armazón base que se encargará de soportar el tanque de agua, el sistema de poleas y los componentes generales de la máquina. Figura 1.2.22 vista trasera del frame. Figura 1.2.23 mecanismos que se colocó junto con un sistema de poleas para realizar la elevación y el descenso del frame. 43 Figura 1.2.24 Poleas fijas que trabajaran para la elevación y descenso de la unidad. Figura 1.2.25 sistema de poleas ensamblado, se muestran soportando la unidad mediante un cable de carga. 44 Figura 1.2.26 guardas de seguridad ensambladas para evitar que el operador tenga interferencia con la trayectoria del cable y con las poleas. 45 Q.02996.608.ST.00 WATER TANK Tanque de agua donde será sumergida la unidad con capacidad para 850L (750L. en uso) Figura 1.2.27 Tanque fijo al frame con ventana de policarbonato de 6 mm. De espesor para visualizar la unidad una vez sumergida. Figura 1.2.28 Tanque con agua en la cual será sumergida la unidad (750 L). 46 Q.02996.609.ST.00 CONTROLLER FRAME Armazón de material BOSCH (perfiles y accesorios de fijación además de charolas que serán fijadas en el mismo. Es el encargado de soportar las unidades de control neumático, las placas de la unidad en sus versiones V6 y V8 y a su vez la cabeza de motor que es puesta a prueba. Figura 1.2.29 Armazón de control, compuesto de perfil BOSCH y accesorios de conexión (escuadras, tornillería, pie de fijación y tapas de protección). 47 Figura 1.2.30 Armazón de control con charolas ensambladas y colocadas. 48 Q.02996.610.ST.00 GUIDE ROAD ASSEMBLY Sub-ensamble compuesto por dos placas superior e inferior, superior fija al armazón base y la inferior fija dentro del tanque. Además de dos barras paralelas de deslizamiento en la cual deslizará la unidad principal para sumergirse en el agua. Figura 1.2.31 Sub-ensamble con guías para el deslizamiento. Figura 1.2.32 Placa superior fijada al armazón principal. 49 Figura 1.2.33 Barrenos hechos a los bloques del tanque para fijar la placa inferior. Figura 1.2.34 Se fijó la barra inferior y se montó la unidad por completo al slide. 50 Q.2996.600 DUNK TANK Figura 1.2.35 Así luce la máquina ensamblada mecánicamente por completo con los diez sub ensambles anteriormente mencionados y desarrollados. Figura 1.2.36 Máquina ensamblada en sus partes mecánicas. 51 Durante el proceso de ensamble de cada uno de los sub-ensambles mecánicos se encontraron fallas por diseño, maquinados, piezas fabricadas (tolerancias, materiales), órdenes de compra etc. A estos errores o cambios detectados se les da el nombre de ISSUES. Se emplea un formato (Bitácora)) donde se anota cada uno de los problemas o cambios realizados al ensamble, estos deben ser comunicados al diseñador y al jefe del área de sub-ensamble. Los cambios deben ser firmados por el diseñador en caso de ser por razones de diseño. A continuación se muestra la lista de ISSUES detectados durante el desarrollo del proyecto. 52 ThyssenKrupp System Engineering S.A. de C.V. BITÀCORA DE DOCUMENTACIÒN EN ENSAMBLE Cost Unit: Descripción Id Fecha 1 2 3 4 5 6 7 8 9 10 02/03/2011 07/03/2011 30/05/2011 30/05/2011 30/05/2011 31/05/2011 01/06/2011 01/06/2011 01/06/2011 01/06/2011 11 01/06/2011 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 01/06/2011 01/06/2011 02/06/2011 02/06/2011 02/06/2011 02/06/2011 06/06/2011 07/06/2011 13/06/2011 14/06/2011 14/06/2011 15/06/2011 19/06/2011 21/06/2011 21/06/2011 27 22/06/2011 Q.02996.600 GEN V PARTIAL HEAD V6 & V8 MACHING DUNK TANK Nombre y firma Nombre y firma Descripción del problema / razón del cambio de ensamble de diseño Handover layout and stock list Q.02996.600 Modificación en longitud de corte pide 1195 mm. Y es 1995 mm. Q.02996.609.04.00 Revisar barrenos de alojamiento de las flechas (tolerancias) Q.02992.601.02.00 Revisar tolerancias de las flechas, se atoran al ensamblar Q.02996.601.06.00 Tolerancia de flecha Q.02996.601.09.00 La información del stock list no corresponde con la del diseño (corregir) Q.02996.610.ST.00 No se puede ensamblar, barrenos cerrados, corregir diseño Q.02996.610.01.00 No se puede ensamblar, barrenos cerrados, corregir diseño Q.02996.610.05.00 No se puede ensamblar rosca diferente al componente, corregir diseño Q.02996.610.06.00 4 barrenos fuera de centro, corregir diseño Q.02996.610.03.00 no se puede accionar el clamp interferencia con la caja del barreno central Q.02996.601.11.00 Barrenos fuera de centro interfieren con el deslizamiento de las guías del clamp Q.02996.601.11.00 Ajustar tolerancias de piezas, corregir diseño Q.02996.606.20.00 y Q.02996.606.18.00 Cambio de tornillería M6 por M8 Q.02996.606.13.00 Block con rosca diferente al índex plounger Q.02996.606.13.00 se fabrican 2 barrenos pide 5 y solo viene con 3 Q.02996.607.01.00 Placa con insertos mal no son de material inoxidable Q.02996.606.26,00 Block con doble rosca, se hizo barreno pasado Q.02996.601.16.00 cambio de tornillería para flechas, muy endeble Q.02996.600.06.00 y Q.02996.600.08.00 Se necesita recortar barra tiene 1260 mm. Y tanque 1223 mm. Q.02996.610.02.00 Se pidió mal el diseño del brake winch Q.02992.607. posición #10 Rebajar cabezas de tornillos posición # 85 Cambio de tornillos quedan cortos posición #58 Q.02996.601.00 Ajuste de escalón a placa (10 mm.) Q.02996.606.16.00 y Q.02996.606.04.00 Rondanas con diámetro grande Q.02996.606 posición # 73 Stops doblados por el peso del frame Q.02996.601.012.00 no ensamblan las piezas por el ajuste de los cojinetes Q.02996.606.02.00 y Q.02996.606.13.00 53 Figura 1.2.38 Tablero de Estatus del proyecto En la imagen 1.2.38 se muestra un control de estatus de la máquina, con modificaciones, y piezas que deben ser re-trabajadas, ya sea por manufactura errónea o por cambio en el diseño. En las juntas de estatus se plantean los problemas en el listado y se presentas alternativas para solucionarlo. 54 CAPÍTULO X – RESULTADOS OBTENIDOS. Objetivo Resultado obtenido -Ensamble de cada uno de los 10 Se ensamblaron en su totalidad sub-ensambles. cada uno de ellos respetando y también considerando cada uno de los ISSUES detectados durante el proceso. -Ensamblaje de conjuntando los ensambles. la maquina La máquina se conjunto con las diez sub- diez partidas en las cuales fue dividida (mecánicamente) -Presentación de la maquina el La máquina solo fue terminado en cliente sus partes mecánicas por lo que no pudo ser presentada la cliente por parte del practicante, solo pudo ser mostrada al departamento de ingeniería (diseño), se consideró rediseñar partes de la misma ya que por cuestiones de ergonomía no fue funcional en su totalidad. Faltó agregar y ensamblar el panel neumático que compone la máquina. 55 CAPÍTULO XI – ANÁLISIS DE RIESGOS. El principal factor que pone en riesgo el proyecto es la comunicación entre departamentos (Almacén, Compras, Diseño, Sub-ensamble) ya que en diferentes ocasiones se mostraron las dificultades para rastrear piezas que se consideraban fundamentales para finiquitar cualquiera de los subensambles. Por otra parte el factor humano, que debido a la falta de experiencia en el departamento de diseño o por desconocimiento de materiales se tuvieron muchas fallas en el diseño de los planos y a su vez numerosos rechazos en las piezas que llegaban al departamento de sub-ensamble. Se debe de prestar mayor atención o mejores equipos de medición en el proceso de inspección de calidad ya que debe ser un filtro para detectar piezas fallidas y evitar que éstas a su vez lleguen hasta el departamento de sub-ensamble, y hasta ese momento sean detectadas como inservibles o que deben ser re trabajadas. Esto representa pérdida de tiempo y a su vez aumento del mismo al proyecto. 56 CAPÍTULO XII – CONCLUSIONES. La realización del proyecto funcionará como antecedente y experiencia del método realizado y con lo cual se pueden considerar factores a mejorar en el desarrollo de futuros ensambles. Los diferentes ISSUES detectados durante el ensamblado serán fundamentales ya que serán considerados en el departamento de diseño por lo cual se ahorrara en re-trabajos por piezas mal dimensionadas y a su vez se reducirá el tiempo en el cual se realizó el ensamble. El trabajo en equipo, el compromiso, y la resolución de diferentes situaciones inesperadas durante el ensamble funcionaron como experiencia, se adquirió conocimiento en cuanto a utilización y selección de herramientas para realizar los diferentes trabajos, por simple que sea cada sub-ensamble. La confianza otorgada fue fundamental ya que la resolución de dudas en diferentes situaciones fueron aclaradas gracias a la práctica y la transmisión del conocimiento y la experiencia por parte de las diferentes personas que conjuntan el departamento de Sub-ensambles. El factor de seguridad en los productos que componen cada sub-ensamble debe ser fundamental para evitar algún accidente, es responsabilidad del diseñador analizar cada uno de los riesgos para así tener la fiabilidad de que los componentes cumplirán con el trabajo para el cual fueron integrados sin poner en riesgo la integridad del futuro cliente u operador. El tiempo que fue otorgado para incorporarme a la empresa y al departamento de sub-ensamble sirvió para poner en práctica los conocimientos adquiridos durante el curso de la Carrera. Y a su vez incrementar y obtener nuevos de ellos. 57 CAPÍTULO XIII – RECOMENDACIONES. Se recomienda prestar total atención a los ISSUES y al seguimiento de piezas fabricadas por proveedores externos ya que en muchas ocasiones estos dos factores retrasaron el proceso para el ensamble y por tal motivo no pudo concluirse en su totalidad. También considerando que el tiempo para la realización del ensamblaje salió del tiempo considerado por el plan que ya se tenía. 58 CAPÍTULO XIV – REFERENCIAS. -MAQUINADOS, VOLUMEN 1. HEWLETT PACKARD, UNIVERSIDAD NACIONAL AERONAUTICA EN QUERETARO, Ing. Raúl Ramírez Reséndiz. 59 APÉNDICE 1. Se cuenta con los diseños y stock list de cada sub-ensamble, se en el disco junto con el archivo del proyecto. Para la visualización de cada diseño es necesario contar con el programa DWG true Viwew. 60