guía para la elaboración del sistema de autocontrol de la calidad
Anuncio

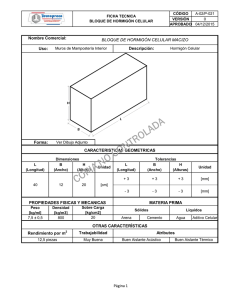
GUÍA PARA LA ELABORACIÓN DEL SISTEMA DE AUTOCONTROL DE LA CALIDAD DE LA PRODUCCIÓN Y DE LOS MEDIOS NECESARIOS PARA LLEVARLO A CABO MANUAL PARA EL CONTROL DE LA CALIDAD EN PRODUCTOS PREFABRICADOS DE HORMIGÓN - 27/09/2002- Pág.1 CAPÍTULO I OBJETO Y CAMPO DE APLICACIÓN CAPÍTULO II SISTEMA DE FABRICACIÓN CAPÍTULO III CONTROL DE LAS INSTALACIONES Y EQUIPOS 3.1. Instalaciones de dosificación 3.1.1. Control interno 3.1.2. Control externo 3.2. Equipos de amasado 3.2.1. Control interno 3.3. Equipo de Control de Tesado 3.3.1. Control interno 3.3.2. Control externo 3.4. Laboratorio de autocontrol de la producción 3.4.1. Laboratorio externo 3.4.2. Laboratorio interno CAPÍTULO IV CONTROL DE RECEPCIÓN Y ALMACENAMIENTO DE MATERIAS PRIMAS 4.1. Condiciones de recepción 4.2. Condiciones de almacenamiento CAPÍTULO V PROCESO DE FABRICACIÓN 5.1. Control previo al hormigonado 5.2. Control del tejado de las armaduras activas 5.3. Control del hormigón 5.4. Registro de resultados de autocontrol del hormigón 5.5. Curado del hormigón CAPÍTULO VI IDENTIFICACIÓN DE LOS ELEMENTOS 6.1. Marcado de los elementos CAPÍTULO VII CONTROL DEL ELEMENTO ACABADO 7.1. Criterios de aceptación o rechazo. 7.2. Control del marcado, configuración geométrica, disposición de las armaduras y recubrimientos. 7.3. Control del estado superficial de los elementos. 7.4. Control de la capacidad mecánica de los elementos. CAPÍTULO VIII CONTROL DEL ALMACENAMIENTO Y SUMINISTRO DEL PRODUCTO ACABADO 8.1. Suministro ANEXO I: TOLERANCIAS MANUAL PARA EL CONTROL DE LA CALIDAD EN PRODUCTOS PREFABRICADOS DE HORMIGÓN - 27/09/2002- Pág.2 MANUAL DE CALIDAD PARA EL AUTOCONTROL DE FABRICANTES DE ELEMENTOS PREFABRICADOS EN HORMIGÓN PARA SISTEMAS DE FORJADOS UNIDIRECCIONALES Y DE ELEMENTOS RESISTENTES COMPONENTES DE SISTEMAS CAPÍTULO I - OBJETO Y CAMPO DE APLICACIÓN Los fabricantes que requieran autorización de uso o administrativa para la comercialización de sus productos, deberán presentar un programa de control de calidad interno de su producción, redactado por un técnico con la adecuada formación, y que deberá recoger como mínimo todos los aspectos que sean de aplicación según la normativa de obligado cumplimiento. Dicho programa deberá contar con la aprobación del fabricante, que se comprometerá así a su cumplimiento. Deberá existir al frente del control de calidad de la producción un responsable técnico con la adecuada formación encargado del exacto cumplimiento de las disposiciones contenidas en el citado programa de autocontrol y que deberá documentar, mediante procedimientos escritos, todos los requisitos y disposiciones del citado programa, haciendo constar su conformidad o desacuerdo según el caso, así como las medidas tomadas en caso de incumplimiento. El control de calidad interno de la producción a presentar por el fabricante, debe comprender : - Nombre y titulación del técnico redactor del programa de autocontrol. Nombre y titulación del técnico responsable del autocontrol de la producción. Sistema principal de fabricación. Control de las instalaciones y equipos. Control de recepción y almacenamiento de las materias primas (cemento, áridos, agua, acero, aditivos, etc.). Control del proceso de fabricación. Control del producto acabado. Control del almacenamiento y suministro del producto acabado. Control de la documentación y registro de resultados. De todas las operaciones de control especificadas en el programa, quedará constancia en la documentación de control interno. En esta, deberán incluirse asimismo todos los informes, certificados, acta de ensayo y albaranes de suministro, emitidos por empresas, suministradores y laboratorios relacionados con el proceso de fabricación. El registro de todas estas operaciones y documentos se conservará, al menos, durante un periodo de tiempo de 10 años. MANUAL PARA EL CONTROL DE LA CALIDAD EN PRODUCTOS PREFABRICADOS DE HORMIGÓN - 27/09/2002- Pág.3 CAPÍTULO II - SISTEMA DE FABRICACIÓN Deberá indicarse el sistema principal de fabricación, con especial atención al tipo de maquinaria empleado (ejemplo: máquina ponedora continua). CAPÍTULO III - CONTROL DE LAS INSTALACIONES Y EQUIPOS El control interno de los requisitos exigidos a instalaciones y equipos de hormigonado, será realizado bajo la supervisión del técnico responsable del autocontrol, debiendo quedar recogidos en un registro de resultados. El control externo será realizado por un laboratorio acreditado. El control se realizará sobre los siguientes equipos: - Instalaciones de dosificación. Equipos de amasado. Equipos de tesado Laboratorio de ensayos. 3.1. INSTALACIONES DE DOSIFICACIÓN Para garantizar la exactitud de la dosificación empleada es preciso comprobar el estado del equipo de pesado de los componentes del hormigón: 3.1.1. CONTROL INTERNO Se realizarán como mínimo las siguientes comprobaciones: - Comprobación visual del estado y correcto funcionamiento de la instalación cada día de producción. - Se contrastará anualmente con respecto a un equipo que ha sido calibrado externamente por un organismo acreditado por ENAC cada dos años 3.1.2. CONTROL EXTERNO Se realizará un control por laboratorio acreditado por ENAC en alguno de los siguientes casos: - En el momento de la instalación Tras reparaciones de importancia. MANUAL PARA EL CONTROL DE LA CALIDAD EN PRODUCTOS PREFABRICADOS DE HORMIGÓN - 27/09/2002- Pág.4 3.2. EQUIPOS DE AMASADO Para garantizar un correcto funcionamiento se realizarán las siguientes comprobaciones: 3.2.1. CONTROL INTERNO En los casos de reparaciones de importancia o en las (re-) instalaciones se comprobará la homogeneidad de la mezcla a la salida de la amasadora. Asimismo, se comprobará diariamente, mediante inspección visual, el estado de las amasadoras, verificando la ausencia de residuos de hormigón o mortero endurecido. 3.3. EQUIPO DE CONTROL DE TESADO Para garantizar la precisión del equipo y el correcto estado de todas las partes que intervienen en el tesado de las armaduras activas, se deberá proceder a los siguientes controles: 3.3.1. CONTROL INTERNO - Anualmente se contrastará con respecto a un equipo calibrado externamente por un laboratorio acreditado por ENAC cada dos años - También se realizará esta comprobación cuando se observan anomalías - Para cada una de las pistas y cada día de producción se comprobará visualmente el estado del sistema de anclaje. 3.3.2. CONTROL EXTERNO Se realizará un control por laboratorio externo acreditado por ENAC en los siguientes casos: - En el momento de la instalación. - Tras reparaciones de importancia. MANUAL PARA EL CONTROL DE LA CALIDAD EN PRODUCTOS PREFABRICADOS DE HORMIGÓN - 27/09/2002- Pág.5 3.4. LABORATORIO DE AUTOCONTROL DE LA PRODUCCIÓN 3.4.1. LABORATORIO EXTERNO En caso de utilizar los servicios de un laboratorio externo, este deberá estar acreditado en los ámbitos del hormigón en masa o armado, debiendo el fabricante guardar en planta, debidamente archivadas cronológicamente las actas de resultados. 3.4.2. LABORATORIO INTERNO En caso de disponer el fabricante de un laboratorio propio, este deberá satisfacer las siguientes condiciones: - Deberá disponer de personal cualificado para la realización de los ensayos, siendo el técnico de autocontrol de la planta el responsable de su correcta ejecución y asentamiento de resultados en el registro de autocontrol. La realización de los ensayos se hará siguiendo las directrices de las normas UNE vigentes. - Deberá contar con todo el instrumental, maquinaria y instalaciones necesarias para la correcta ejecución de los ensayos de acuerdo con las normas UNE vigentes que deberán estar permanentemente actualizadas en el programa de autocontrol. - Como mínimo se deberá disponer de los tamices necesarios para determinar la medida máxima del árido empleado, cono de Abrams para determinar la consistencia del hormigón y de los elementos necesarios para la fabricación, conservación y ensayo a compresión de las probetas (moldes, balsas de inmersión o cámara húmeda, refrentador de probetas, prensa, etc). También se deberá disponer de un banco para el ensayo a flexión de los elementos resistentes fabricados. - En el programa de autocontrol deberá figurar el plan de calibración de los equipos de ensayo, indicando quien debe efectuarlos y con que periodicidad. La calibración será realizada como mínimo cada 2 años por un laboratorio acreditado por ENAC (Entidad Nacional de Acreditación) en el área correspondiente. Junto a cada equipo deberá figurar una copia del certificado de la última calibración. MANUAL PARA EL CONTROL DE LA CALIDAD EN PRODUCTOS PREFABRICADOS DE HORMIGÓN - 27/09/2002- Pág.6 CAPÍTULO IV - CONTROL DE RECEPCIÓN Y ALMACENAMIENTO DE MATERIAS PRIMAS 4.1. CONDICIONES DE RECEPCIÓN Todas las materias primas cumplirán las especificaciones recogidas en la EFHE. El receptor deberá exigir en la recepción de cada partida, la correspondiente hoja de suministro, en la que figurarán todas las especificaciones establecidas en la EFHE, y comprobará la correspondencia entre el pedido y el material suministrado. Cuando las materias primas deban venir acompañadas de algún tipo de certificación, exigible por la Instrucción EFHE, el receptor deberá solicitar junto con la hoja de suministro, el documento que lo acredite Específicamente para cada material, se cumplirá con lo establecido en la tabla de la página 8, donde se indica, de forma resumida los requisitos exigibles en la recepción así como la frecuencia con que deberán comprobarse. 4.2. CONDICIONES DE ALMACENAMIENTO Las condiciones de almacenamiento cumplirán lo establecido en la Instrucción EFHE. Diariamente, se comprobará visualmente que el almacenamiento de las materias primas se realiza conforme a lo establecido. MANUAL PARA EL CONTROL DE LA CALIDAD EN PRODUCTOS PREFABRICADOS DE HORMIGÓN - 27/09/2002- Pág.7 MATERIAL Cemento Agua -Red pública. -Cursos al aire libre. -Otras fuentes. -Reciclada. Áridos RECEPCIÓN -Hoja de suministro. -Certificado de conformidad requisitos reglamentarios (CC-RR). ó marcado CE. ó distintivo reconocido. ó marcado CC-EHE. -Certificado de garantía del fabricante. -Nada. -Certificado por laboratorio autorizado. CONTENIDO -Datos exigidos RC-97. -Documento acreditativo de estar en posesión. -Hoja de suministro. -Suministrador y cantera. -Número de serie hoja de suministro y fecha entrega. -Tipo, designación (d/D) y cantidad de árido. -Documento acreditativo de estar en posesión. -Certificado idoneidad por laboratorio oficial u oficialmente acreditado. ó distintivo reconocido. ó marcado CC-EHE. -Hoja de suministro. -Certificado garantía. Aditivos Adiciones -Cenizas volantes -Humo de sílice Acero -Producto certificado. -Hoja de suministro. -Certificado garantía. -Hoja de suministro. -Marcado CC-EHE o distintivo reconocido. -Certificado de garantía del fabricante o resultado de los ensayos realizados por organismo autorizado. -Producto no certificado. -Hoja de suministro. -Certificado de conformidad requisitos reglamentarios (CC-RR). -Certificado de garantía del fabricante o resultado de los ensayos realizados por organismo autorizado. COMPROBACIÓN / ENSAYOS -Comprobar concordancia entre el material requerido y el suministrado. FRECUENCIA -Cada partida. A realizar por laboratorio autorizado. -Art.27 y 81.2 EHE. -Ensayos sustancias perjudiciales. -Contenidos sólidos y contaminantes. -Comprobar concordancia entre el material requerido y el suministrado. -Primer uso. -Aire libre, cada 4 meses. -Otras fuentes, anual. -Reciclada, semanalmente. -En caso de duda. -Cada partida. - Físico-químicas Sustancias perjudiciales - Físico-mecánicas - Granulometría. -Comprobar concordancia entre el material requerido y el suministrado. -Primera entrega de cada nuevo suministrador -En caso de duda ALMACENAMIENTO -Sacos en sitio ventilado y NO a la intemperie. -Silos. -Características del producto. -Descripción del pedido. -El comportamiento del producto, correctamente empleado, no modifica excesivamente las restantes características del hormigón. -Descripción del pedido. -Características del producto. -Descripción del pedido. -Documento acreditativo de estar en posesión. -Certificados de adherencia en barras y alambres corrugados. -Valores límites del acero y sus características. -Art. 31.2, 31.3, y 31.4 de la EHE para armaduras pasivas. -Art. 32.3, 32.4, y 32.5 de la EHE para armaduras activas. -Descripción del pedido. -Certificados de adherencia en barras y alambres corrugados. -Valores límites del acero y sus características. -Certificado de que se cumplen los valores reflejados. MANUAL PARA EL CONTROL DE LA CALIDAD EN PRODUCTOS PREFABRICADOS DE HORMIGÓN - 27/09/2002- -Preferiblemente bajo techado. -Protegidos contaminación ambiental y del terreno. -Separadamente las distintas facciones. -Evitar segregación árido. -Cada partida. -A salvo de contaminación y factores físicos o químicos -Comprobar concordancia entre el material requerido y el suministrado. -Cada partida. -Comprobar concordancia entre el material requerido y el suministrado. -Cada partida. -Recipientes y silos que los protejan de la humedad y la contaminación. -Protegida contra lluvia, humedad del suelo y eventual agresividad del ambiente. -Clasificadas según tipos, calidades y diámetros. Se garantizará, como mínimo: -Carga unitaria máxima a tracción. -Límite elástico. -Alargamiento bajo carga máxima. -Módulo de elasticidad. -Doblado alternativo (alambres). -Relajación. Pág.8 CAPÍTULO V - CONTROL DE PROCESO DE FABRICACIÓN 5.1. CONTROL PREVIO AL HORMIGONADO En cada pista que se vaya a hormigonar, se comprobará : - Estado de limpieza y contenido de desencofrante de la pista. - Que el tipo de acero y la disposición y número de las armaduras coincide con el correspondiente tipo de las fichas técnicas que se vaya a fabricar. - Que existen los correspondientes separadores que garanticen los recubrimientos especificados en las fichas. - Comprobación visual de la limpieza de las armaduras. 5.2. CONTROL DEL TESADO DE LAS ARMADURAS ACTIVAS En cada pista que se vaya a hormigonar y en el momento del tesado se realizarán las siguientes comprobaciones : - Comprobación de que el valor de la fuerza de tesado de la armadura activa obtenida en el dinamómetro se corresponde con el valor especificado en las fichas de producción. - Comprobación de que no se producen deslizamientos de alambres debido a un mal anclaje. - Comprobación diaria en un tendón de la fuerza de tesado por un método alternativo al de las lanzas de tesado. (*PROCEDIMIENTO Y FRECUENCIA) 5.3. CONTROL DEL HORMIGÓN Diariamente y para cada uno de los hormigones de distinta resistencia fabricados, se realizarán las siguientes comprobaciones : - Se verificará el correcto vertido y vibrado del hormigón. - Diariamente, en viguetas armadas, verificar el asiento en Cono de Abrams. - Se realizarán los siguientes ensayos de Resistencia a Compresión: Previamente a la transferencia del pretensado, se ensayarán 2 probetas que se habrán conservado en idénticas condiciones al hormigón empleado en pistas. A los 28 días ensayo sobre 2 probetas que se conservarán en cámara húmeda. Asimismo, se conservarán 2 probetas más, también en cámara húmeda, para posibles contra ensayos. - Las probetas empleadas en este control podrán ser cúbicas (de 100x100 o 150x150 mm) o cilíndricas (de 150x300 mm). MANUAL PARA EL CONTROL DE LA CALIDAD EN PRODUCTOS PREFABRICADOS DE HORMIGÓN - BORRADOR 27/09/2002- Pág.9 5.4. REGISTRO DE RESULTADOS DE AUTOCONTROL DEL HORMIGÓN TIPO FECHA DE FABRIC ACIÓN CONSISTENCIA Asiento en Cono de Abrams (*) sólo en viguetas armadas RESISTENCIA A COMPRESIÓN DEL HORMIGÓN Resistencia mínima requerida antes destesado en 2 N/mm Resistencia antes destesado en 2 N/mm Resistencia mínima requerida a los 28 días 2 en N/mm Ensayo resisten cia 28 días Ej. : 43,1 N T-18.4 2-3-02 1 cm (SECA) 28 N/mm 2 33,2 N/mm 2 40 N/mm 2 42,8 N 5.5. CURADO DEL HORMIGÓN - Semanalmente y por cada pista, se comprobará que se cumplen las condiciones de curado especificadas en los procedimientos de fabricación, para garantizar el mantenimiento de la humedad durante el fraguado y primer endurecimiento del hormigón. CAPÍTULO VI - IDENTIFICACIÓN DE LOS ELEMENTOS 6.1. MARCADO DE LOS ELEMENTOS Cada elemento deberá llevar marcado, de manera indeleble y legible : - Identificación del fabricante y de la fábrica Designación del tipo (ej.: T-18.4) Fecha de fabricación Longitud del elemento CAPÍTULO VII - CONTROL DEL ELEMENTO ACABADO 7.1. CRITERIOS DE ACEPTACIÓN O RECHAZO En caso de que los resultados de los ensayos fuesen negativos se procederá a ensayar el doble de muestras sobre las características dudosas. En caso de persistir el resultado negativo se podrá dividir el lotes en lotes más reducidos llegando en último extremos a establecer un plan de revisión de fichas y a una notificación a la Administración que las concedió. MANUAL PARA EL CONTROL DE LA CALIDAD EN PRODUCTOS PREFABRICADOS DE HORMIGÓN - BORRADOR 27/09/2002- Pág.10 7.2. CONTROL DEL MARCADO, CONFIGURACIÓN GEOMÉTRICA, DISPOSICIÓN DE LAS ARMADURAS Y RECUBRIMIENTOS El control de los recubrimientos se realizará de acuerdo con las especificaciones de la EFHE. El control del marcado, configuración geométrica y la disposición de las armaduras se realizará de acuerdo con lo establecido en los prEN correspondientes a cada producto. 7.3. CONTROL DEL ESTADO SUPERFICIAL DE LOS ELEMENTOS Semanalmente, sobre un elemento de cada tipo fabricado, se realizarán las siguientes comprobaciones: - Fisuras en el elemento. - Características de rugosidad del hormigón según las especificadas en la ficha de fabricación. - Rebabas, coqueras y desgarros. Se permitirá la reparación de los defectos menores, entendiendo como tales los que no afecten al comportamiento mecánico del elemento. 7.4. CONTROL DE LA CAPACIDAD MECÁNICA DE LOS ELEMENTOS Como mínimo habrá que ensayar anualmente dos elementos (2 losas/año, 2 viguetas/6 meses), alternando tipo, uno a flexión y otro a cortante para comprobar los siguientes valores: - Comportamiento a flexión momento último y momento de fisuración. - Comportamiento a cortante: cortante último. Estos ensayos se podrán realizar en la propia planta, bajo la dirección del técnico responsable del autocontrol o bien en un laboratorio acreditado. COMPORTAMIENTO A FLEXIÓN TIPO FECHA FABRICACION FECHA ENSAYO EFECTUADO Momento (en planta o último laboratorio) s/fichas CAPÍTULO VIII - Momento último s/ensayo Momento fisuración s/fichas Momento fisuración s/ensayo COMPORTAMIENTO A CORTANTE Cortante Cortante último último s/fichas s/ensayo Visto bueno responsable autocontrol CONTROL DEL ALMACENAMIENTO Y SUMINISTRO DEL PRODUCTO ACABADO Y DE LA DOCUMENTACIÓN Se comprobará semanalmente mediante inspección visual, que se verifican las condiciones de apilado y almacenamiento, tal y como se indique en las especificaciones correspondientes. 8.1. SUMINISTRO MANUAL PARA EL CONTROL DE LA CALIDAD EN PRODUCTOS PREFABRICADOS DE HORMIGÓN - BORRADOR 27/09/2002- Pág.11 - Antes de cada envío se comprobará la correspondencia entre la partida enviada y la correspondiente hoja de suministro. MANUAL PARA EL CONTROL DE LA CALIDAD EN PRODUCTOS PREFABRICADOS DE HORMIGÓN - BORRADOR 27/09/2002- Pág.12 ANEXO I: TOLERANCIAS Las tolerancias exigibles, salvo que en el pliego de condiciones de un determinado producto se indique lo contrario, serán las que a continuación se exponen. A.I.1. resistencia del HORMIGÓN endurecido. Tras los ensayos los resultados se analizarán como se describe: - Dos resultados positivos: se calificará el hormigón como “conforme”. - Un resultado positivo y otro negativo o ambos negativos: se calificará como “irregular” y habrá de procederse al ensayo de las dos muestras conservadas para tal fin. A partir del nuevo resultado: - Dos resultados positivos: calificación de “conforme” - Un resultado positivo y otro negativo o ambos negativos, se calificará como “no conforme” y el fabricante deberá apartar la fabricación de ese día o proceder a la extracción de testigos de los productos acabados para determinar la resistencia final, pudiéndose dividir el lote en lotes más reducidos. A.I.2. REQUISITOS GEOMÉTRICOS Tolerancias en la posición de las armaduras. ARMADURAS PASIVAS Para cualquier armado longitudinal: ± 5 mm ARMADURAS ACTIVAS Para la posición de los tendones de pretensado, en comparación con la posición teórica, siendo H el canto total teórico del elemento: Para H ≤ 200 mm ± 5 mm Para H > 200 mm ± 10 mm Para el centro de gravedad conjunto de la armadura inferior o de tracción ± H/40 mm Elementos lineales: viguetas LONGITUD DE LA PIEZA, L ± 25 mm ALTURA ± 5% o ± 10 mm (el menor valor) OTRAS DIMENSIONES TRANSVERSALES ± 5 mm FLECHA LATERAL, medida respecto al plano vertical que contiene al eje de la pieza ± L/500 ≤ 15 mm CONTRAFLECHA, desviación de la contraflecha respecto al valor básico de proyecto medido en el momento del montaje ± L/750 ≤ 16 mm - Piezas en general - Piezas consecutivas en la colocación ± L/1000 ≤ 12 mm MANUAL PARA EL CONTROL DE LA CALIDAD EN PRODUCTOS PREFABRICADOS DE HORMIGÓN - BORRADOR 27/09/2002- Pág.13 Elementos superficiales: losas alveolares pretensadas LONGITUD DE LA PIEZA, L ± 25 mm ANCHO DE LA LOSA ± 5 mm ALTURA, en función del canto H de la pieza Para H ≤ 150 mm Para H ≥ 400 mm Para 150 < H < 400 mm - 5 mm y + 10 mm ± 15 mm interpolar linealmente ESPESOR DE ALMAS En cualquier nervio En el conjunto de todos los nervios - 10 mm - 20 mm ESPESOR DEL ALA En cualquier aligeramiento En el conjunto de todos los alveolos -10 mm y + 15 mm - 5 mm CONTRAFLECHA, desviación de la contraflecha respecto al valor básico de proyecto medido en el momento del montaje Piezas en general ± L/750 ≤ 16 mm Piezas consecutivas en la colocación ± L/1000 ≤ 12 mm A.I.3. ESTADO SUPERFICIAL REBABAS: se considerarán defectuosos los productos que presenten rebabas que impidan la correcta colocación en obra. COQUERAS: se considerarán defectuosos aquellos productos que presenten coqueras que puedan afectar a su durabilidad. FISURAS: se considerarán defectuosos aquellos productos que presenten fisuras superiores a las permitidas por la Instrucción EFHE en el Art. 15 Se permitirá la reparación de los defectos menores, entendiendo como tales los que no afecten al comportamiento mecánico del elemento. MANUAL PARA EL CONTROL DE LA CALIDAD EN PRODUCTOS PREFABRICADOS DE HORMIGÓN - BORRADOR 27/09/2002- Pág.14