Ködilan, Naftolan – 3k
Anuncio

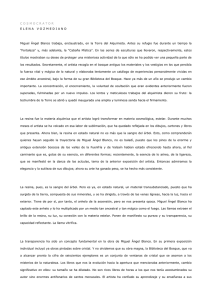
Ködilan, Naftolan Instrucciones para el uso del producto Contenidos 1. REQUISITOS PREVIOS PARA LA PRODUCCIÓN DEL CRISTAL LAMINADO CON KÖDILAN/NAFTOLAN CON VARIOS COMPONENTES/MULTI-COMPONENTE 3 1.1 REQUISITOS DE ESPACIO 3 1.2 REQUISITOS DE EQUIPO 1.2.1 UNIDAD DE MEDICIÓN 1.2.2 LIMPIEZA DE LA BOMBA / COMPATIBILIDAD CON OTRAS RESINAS LIQUIDAS 1.2.3 LLENAR SIN MEDICIÓN DE UNIDAD 1.2.4 CARTUCHO SECANTE 1.25. DESGASIFICACIÓN DE LA RESINA 1.2.6 MESA DE CURACIÓN ESTÁTICO UV 1.2.7 MESA DE CURACIÓN DINÁMICO UV 1.2.8 TUBOS UV ELEVADOS 3 3 4 4 4 4 4 5 6 1.3 REQUISITOS DEL PERSONAL 6 2. PRODUCCIÓN NAFTOLAN DE CRISTAL LAMINADO CON KÖDILAN, 7 2.1 PROCESO DE TEMPERATURA / HUMEDAD 7 2.2 PREPARACIÓN DEL CRISTAL 7 2.3 CÁLCULO DEL VOLUMEN REQUERIDO DE LA RESINA 8 2.4 DESGASIFICACIÓN DE LA RESINA 8 2.5 RELLENO DEL CRISTAL LAMINADO 8 2.6 CURACIÓN DEL CRISTAL LAMINADO 2.6.1 CRISTAL DE FLOTADOR 2.6.2 CRISTAL ESPECIAL (véase 6.3 también) 2.6.2.1 Cristal endurecido 2.6.2.2 Cristal cubierto y coloreado 2.6.2.3 Cristal decorado 2.6.2.4 PVB-laminados 2.6.2.5 Cristal impreso o pintado, cristal con el corte decorativo 2.6.2.6 Diseños asimétricos 2.6.2.7 Laminas de capa múltipla 2.6.2.8 Cristal curvo 2.6.2.9 Laminas con formas especiales 2.6.2.10 Aplicaciones especiales 2.6.2.11 Cocientes de aspecto críticos 9 10 10 10 10 11 11 11 11 11 12 12 12 12 2.7 DESCARGA DE LAMINADOS CURADOS 12 2.8 EVALUACIÓN VISUAL 12 2.9 COMPATIBILIDAD DE LAMINAS CURADAS/tratadas RESINA CON OTROS COMPONENTES 13 3. GARANTÍA DE CALIDAD DURANTE LA FABRICACIÓN DEL CRISTAL LAMINADO CON KÖDILAN/NAFTOLAN 13 3.1 INSPECCIÓN SOBRE EL CAMBIO DE ENVASE 3.1.1 INSPECCIÓN VISUAL DE LA RESINA LÍQUIDA 3.1.2 VERIFICACIÓN DEL tiempo de tratamiento (curing time) 3.1.3 REEMPLAZO DEL DESECANTE EN EL CARTUCHO SECANTE 13 13 13 14 3.2 CHEQUES DIARIOS ANTES DEL COMIENZO DE LA PRODUCCIÓN 3.2.1 TEMPERATURA 3.2.2 CONTROL DE LOS TUBOS UV 3.2.3 CONFIRMACIÓN DE LA ACTIVIDAD DESSICANTE 14 14 14 14 3.3 CHEQUES SEMANALES 3.3.1 UNIDAD DE MEDICIÓN DE LA RESINA 14 14 3.4 CHEQUES MENSUALES 3.4.1 TUBOS UV ELEVADOS 3.4.2 METRO UVA 14 14 15 3.5 CONTROLES CADA TRES MESES 3.5.1 FILTRO DE LA RESINA 15 15 3.6 CHEQUES ANUALES 15 4. MEDIDAS DE SALUD Y SEGURIDAD MANEJANDO LOS MULTICOMPONENTES KÖDILAN/NAFTOLAN 16 4.1 4.2 4.3 4.4 DURACIÓN Y CAPACIDAD DE PROCESO ALMACENAJE DE RESINA INSTRUCCIONES DE SEGURIDAD PARA OPERACIÓN DIARIA PROTECCIÓN CONTRA RADIACIÓN UV 16 16 16 17 5. DISPOSICIÓN 17 5.1 DISPOSICIÓN DE RESIDUOS DE RESINA 17 6. APÉNDICE 18 6.1 LISTA DE PROVEEDORES KÖDILAN, NAFTOLAN 18 6.2 REGISTRO DE LA HORNADA 20 6.3 RESUMEN DEL GROSOR MÍNIMO DE LA CAPA INTERMEDIARIA 22 Instrucciones para el uso del producto Estas instrucciones para el uso del producto se aplican a los sistemas Ködilan PCR, PCR/M, Naftolan UV11, UV22 y UV33. 1. Requisitos previos para la producción del cristal laminado con Ködilan/Naftolan multi-componente Los requisitos mínimos en términos de equipo y de espacio para la producción de un cristal laminado de alta calidad con Naftolan UV se enumeran abajo. 1.1 Requisitos de espacio El área de la producción debe ser equipada con una ventilación eficiente en el nivel del suelo porque los vapores de la resina son más pesados que el aire. Recomendamos la instalación de una manguera flexible adicional de la succión en el punto de relleno. La ventilación será suficientemente dimensionada para asegurar que los valores de TLV (véase la hoja de datos de seguridad) pueden ser mantenidos. Las mezclas explosivas de resina / aire no se forman porque los valores de TLV están bien debajo de los valores límites de la explosión. La resina se debe almacenar en un ambiente seco, limpio que sea también protegido contra la radiación solar. Temperaturas persistente en el exceso de 40 C puede conducir a la polimerización de una sola parte de la resina reactiva. 1.2 Requisitos de equipo 1.2.1 Unidad de medición Para llenar se recomienda una unidad de medición de componente único. La dosificación de la resina es también posible con mezclas modificadas de multi componente e unidades de medición (véase la lista de Proveedores). Aunque Naftolan UV sea filtrado durante la producción, un filtro con un tamaño de acoplamiento de 20-30 (símbolo!?!?), hecho del acero inoxidable (el material del filtro no debe contener el cobre), tiene que ser instalado en el lado de presión de la unidad de medición. Si el filtro se ha cabido al lado de la succión de la bomba, la línea de resistencia será tan baja como sea posible (diámetro de la manguera del interior: +/- 12 mm; manguera corta, área del filtro grande). La experiencia ha mostrado que una línea de resistencia más alta conduce a la formación de pequeñas burbujas que prolongarán bastante la expulsión del aire. Use sólo materiales de manguera que son opacos a la radiación UV y resistentes a la resina. El mismo se aplica a las juntas usadas. Debe ser asegurado que la diferencia entre la cantidad calculada de la resina y la cantidad realmente dispensada por la máquina es no más que el 1 %. 1.2.2 Limpieza del la bomba / compatibilidad con otras resinas Los tipos de resina de Ködilan y Naftolan UV son compatibles la una en la otra. Sin embargo en el cambio de un tipo al otro la bomba debe ser vaciada completamente y limpiada con agua y con 5 litros del nuevo tipo de resina. La resina usada para limpiar debe ser desechada. 5 litros más deben ser puestos en circulación a través del sistema para excluir posibles micro burbujas. Cambiándose de resinas además del sistema Ködilan, Naftolan abriga el riesgo de incompatibilidad. Por lo tanto, además del procedimiento antes descrito, la bomba debería ser limpiada con agua con 5 litros de acetona. 1.2.3 Llenar sin medición de unidad Se requiere un equilibrio para medir (desviación del 1 %). 1.2.4 Cartucho secante Cuando la unidad de medición está relacionada con un contenedor Naftolan UV, se requiere que un cartucho secante seque el aire que fluye en el contenedor cuando la resina es quitada (ver 6.1 lista de Proveedores). 1.25. Desgasificación de la resina Se ha demostrado que sea ventajoso desgasificar los tipos de resina Ködilan PCR. Naftolan UV11 y UV22 inmediatamente antes del proceso. Ködilan PCR/M y Naftolan UV33 no deben ser degasificados si se usa el vacío ya que éste podría quitar monomers volátiles de la mezcla. Para Ködilan PCR, Naftolan UV11 y UV22 los parámetros siguientes deben ser respetados. Éstos son válidos para un volumen del contenedor de 200l. a) Después de haber llenado el contenedor con la resina, la presión debería ser reducida a 30 mbar dentro de 3-5 minutos. La resina debe ser movida durante este tiempo. b) La resina debería ser movida bajo la presión reducida durante no más que 10-15 minutos. c) Para volver a la presión ambiental el aire debería ser conducido por un cartucho secante. El proceso debería tomar no más que 3 minutos. La resina debería ser movida durante este tiempo. El equipo usado debe ser capaz de mantener este parámetros consecuentemente. 1.26. Mesa de curación estático UV La capa intermediaria de la resina del molde de grosor uniforme requiere una mesa con un soporte llano y no-deformante y los rodillos que puedan ser bajados. Al usar mesas con rodillo sin un soporte, el espaciamiento de rodillo no excederá 200 milímetros. Las mesas de curación deben ser bastante grandes para asegurar que los cristales que se curarán no exceden el tamaño de la mesa. 1.2.7 Mesa de curación dinámico UV Para conseguir la mejor uniformidad posible de la capa intermediaria, e l uso de mesas de curación oscilantes es recomendado. Los parámetros siguientes ha sido demostrado que sean convenientes. Velocidad de introducción Retraso de velocidad de introducción Velocidad de oscilación Retraso de velocidad de oscilación 170 - 250 mm/s (10 - 15 m/min) 30 hasta 40 mm/s (cuadrado) 17 hasta 40mm/s (1.0 - 2.5 m/min) +/- 20 hasta +/- 30 mm/s2 Esbozo (imagen 1) (aquí hay que poner el gráfico de pagina 5) Evitar una concentración local de la radiación en la inversión señala el equipo debería ser ajustado para asegurar que el punto de inversión sea compensado por la mitad de la distancia de los rodillos. (imagines) Para el transporte de los laminados han sido encontrada ser útiles rodillos recubiertos de goma (con una llanura de mejor de 0.1 mm) La cama del rodillo puede tener una desviación total de llanura de menos que 0.1mm). 1.2.8 Tubos UV elevados Ködilan, Naftolan cura en una variedad de 1.5 hasta 2.5 mW/ cm2 (desde 15 hasta 25 W / m2) con 2 mW / cm2 (20 W/ m2) siendo el grado óptimo. Estos valores se refieren a una medida por un cristal flotador de 44 mm. El arreglo del tubo y de la distancia entre los tubos y el laminado se deben como asegurar que la intensidad de curación requerida sea conseguida (ver 3.4). La radiación puede ser aumentada instalando reflectores especiales encima de los tubos y cobertura metálica reflexiva en los bordes del sistema de cura de UV. Debe ser asegurado que prefabricado y laminados aún no curados no son expuestos a la radiación, p.ej de lámparas vecinas, en las mesas parachoques. Aquí también, la cobertura metálica reflexiva es útil. Dentro de un juego de UV lámparas elevadas, la desviación no excederá de +/-2.5 W / m2, en particular los finales del tubo topetado y los bordes de la serie de tubo. La distribución de radiación uniforme sobre la superficie de curación entera es crucial para obtener capas de resina de molde del grosor uniforme. Las lámparas elevadas del UV deberían ser dimensionadas de modo tal que los tubos excedan el cristal de tamaño más grande para ser curado en al menos 100 mm en cada dirección. Para tipos de tubo convenientes, por favor refiérase a nuestra Lista de Proveedores (6.1). 1.3 Requisitos del personal Una persona por lo menos debe trabajar constantemente en la producción de laminas con Ködilan/Naftolan, porque ésta es la única manera de ganar la experiencia necesaria. 2. Producción de cristal laminado con Ködilan/Naftolan-3K La producción del cristal laminado con resinas líquidas incluye los pasos siguientes: - limpieza del cristal aplicación de cinta montaje del cristal presionar juntos los cristales desgasificación de la resina rellenar la asamblea de cristal desaireación y cierre de la apertura de relleno curación de la resina En el siguiente, por favor encuentre una lista de los detalles de proceso más importantes y detalles. 2.1 Proceso de temperatura / Humedad Ködilan, Naftolan UV pueden ser tratado dentro de una variedad de temperaturas de 15-30C, la temperatura óptima es 20C. Es muy importante que la diferencia entre sitio/cuarto, resina y temperatura del cristal no exceda 5C o que ninguna de las temperaturas bajen del punto de rocío. Estos pasos pueden prevenir la formación de humedad debido a la condensación. 2.2 Preparación del cristal Después de limpiar, los cristales previstos para la laminación deben estar absolutamente secos, libres de la grasa y sin residuos y contaminantes de la limpieza. Para la limpieza manual recomendamos una mezcla de etanol o Isopropanol y agua en un cociente de 2:1. Limpiadores de cristal de grado comerciales son convenientes solamente si secan sin dejar residuos. Utilice solamente líquidos solubles cortantes en agua o líquidos cortantes que se evaporan sin dejar residuos al corte de los cristales. Los cristales se pueden ahora montar usando la cinta adhesiva doble-echada a un lado o Ködimelt TPS, Naftoherm BU-TPS. Pero use sólo cintas que son compatibles con Ködilan/Naftolan (véase la lista de Proveedores 6.1). Kömmerling no toma ninguna responsabilidad para otras cintas o similares compradas en otra parte. Las tiras de la espuma con las células de la pared cerrada pueden conducir a la formación de las burbujas en los bordes que pueden moverse eventual en la resina durante la curación, si está sujetado a la presión excesiva. El presionar insuficiente podría también causar las burbujas, que fueron encontradas antes entre la cinta y el cristal para incorporar el material. Evite compensaciones entre los dos cristales laminados. Los sellos de borde sobresalientes serán cortados después de la curación. La cinta debería ser retrasada del borde del cristal en 2 mm. Este prevendrá una acción "de acuñación" por cualquier sellador que ser aplicado posteriormente. La forma y la localización del orificio de relleno dependen del método de llenar que se usa. Si los cristales laminados no se llenan inmediatamente, selle la abertura para evitar que el polvo o los contaminantes entre. 2.3 Cálculo del volumen requerido de la resina Para calcular el volumen de la resina, utilice un micrómetro y mida el grosor exacto de la cinta en cada hornada de cinta y /o después de ajustar la prensa. La fórmula abajo se utiliza para el cálculo del volumen de la resina. V=LxBxDxF V- cuantidad requerida de resina en ml L- longitud del cristal en cm B- anchura de cristal en cm D- grosor de cinta en cm F- factor de la contracción / factor de encogimiento UV 11: F = 1.10 UV 22: F = 1.10 UV 33: F = 1.12 PCR: F = 1.12 PCR/M: F = 1.13 2.4 Desgasificatión de la resina La desgasificación de la resina no es particularmente necesario, sin embargo ha sido mostrado que abrigue varias ventajas técnicas. Se debe adherir todavía a los parámetros dispuestos bajo la sección 1.2.5. 2.5 Relleno del cristal laminado Antes de llenar el cristal laminado con una unidad de medición de la resina, asegúrese de que ése sea llenado sin burbujas, como de otra manera pequeñas burbujas pueden aparecer en el laminado después de la curación. El relleno sin la formación de burbujas es conseguido aclarando la unidad con aproximadamente 5 l de resina líquida antes de cada cambio de hornada. A este efecto, la resina puede ser puesta en circulación atrás en el contenedor. Cambiando de un tipo de Naftolan al otro así como antes de y después de mezclar con el concentrado en color blanco opaco, vaciar completamente la unidad y aclararla con al menos 5 l del nuevo material. Antes del relleno de los cristales asegurarse que el inyector sea absolutamente limpio ya que la contaminación puede causar inconformismo y diferencias ópticas. En caso de cristales (p.ej 3210 x 2250 mm) puede resultar que los cristales están el uno encima del otro antes del relleno. Este debería ser evitado a toda costa (at all costs). Utilice un dispositivo de succión o inyecte el aire comprimido sin grasa ni polvo para separar los cristales. Ajuste la tabla de inclinación de manera que las áreas una vez en contacto con la resina sigan siendo revestidas y no se expongan al aire siguiendo este contacto. La abertura relleno puede estar cerrada usando pegamento caliente del derretimiento conveniente y aprobado o una cinta de aluminio adhesiva especial. Solamente el pegamento caliente de derretimiento Köramelt 316 suministrado por Kömmerling será utilizado para sellar el relleno y los orificios de la aireación. Cualquier otro tipo adhesivo puede causar separación, grietas y / o decoloración en el orificio. Recomendamos una pistola de tipo TG 4 o HB 201 (véase 6.1) para la aplicación del pegamento caliente. Utilice solo cinta de aluminio del tipo 425 suministrada por Chemetall. Otros tipos de cinta podrían inducir reacciones incompatibles. Si burbujas de aire más grandes aparecen en la resina o en los bordes después de cerrar el orificio de relleno, quítelos a través de los sellos del borde con una jeringuilla. 2.6 Curación del cristal laminado Un requisito básico para laminas de alta calidad es un apoyo de curación absolutamente plano/ llano y estable (estático o dinámico como antes descrito). Además una unidad de curación que asegure una distribución homogenea de la radiación UV (ver 1.2) es necesaria. La aplicación localizada de la presión por ejemplo la aplicación de la presión manual inmediatamente antes de la curación debería ser evitada, come este reducirá el grosor de capa en este área y será visible como una abolladura. La distribución de grosor puede ser mejorada, p.ej teniendo en cuenta un período que resiste en la mesa de curación llana o usando un transportador de oscilación. El grosor mínimo especificado tiene que ser observado porque es decisivo para la función del cristal laminado. En ningún punto del laminado el grosor de la capa intermediaria puede ser menos de 0.8 mm. Además las diferencias en el grosor de la capa pueden ser no más que 0.5 mm es decir +/- 0.25 mm y el punto más grueso y delgado debe ser más de 500 mm aparte. Estas diferencias son válidas independientemente del grosor intencionado de la capa. Los cristales para ser curados deben ser libres de contaminantes (p.ej partículas de suciedad, etiquetas adhesivas o escritas) qué podrían parar los rayos UV. En tales áreas, el inconformismo puede formarse durante y / o después de la curación. Antes de la curación, el laminado llenado no debería ser expuesto prematuramente a la radiación UV (cubierta de curación colindada UV, luz del sol directa). El tiempo de curación normal para Ködilan PCR, Ködilan PCR/M, Naftolan UV11 y UV22 es 15 minutos y para Naftolan UV33 es 20 minutos. Si la radiación de la resina ocurre por cristal cubierto, cristal de colores u otras cristales especializados con no transmisión de UV estándar entonces los tiempos de curación pueden extenderse significativamente. En este caso ellos tienen que ser definidos como descrito en el capítulo 3.1.2. El tiempo de curación especificado tiene que observarse muy exactamente para asegurar el grado óptimo y la curación completa de la resina. Evite periodos más corto o más largos. La curación debe ser realizada en una sola operación sin interrupción. El período de curación es en gran parte ind ependiente del grosor de cristal, es decir los laminados de cristales individuales con un grosor hasta 15 mm pueden ser curados sin necesidad de ampliar el período de curación. Generalmente, los laminados no serán ajustados durante la curación porque el ajuste causaría capas de resina más delgadas en el borde y acentuaciones / tensiones (stresses) en la capa de resina de molde. 2.6.1 CRISTAL FLOTADOR Para los laminados con cristal flotador el grosor mínimo de resina de molde es de 1.0 mm. Laminas de 6 mm deberían ser llenados con una capa de molde de al menos 1.5 mm, cristales con 8-12 mm con una capa de al menos 2.0 mm. Este es necesario porque los cristales gruesos no se doblen durante el relleno y el encogimiento debido a la polimerización, no puede ser compensado sobrellenando así dando tensiones en la capa de resina de molde debido al grosor de capa insuficiente. Si el laminado está bajo de ciertas dimensiones mínimas que varíen en función del grosor de cristal, el volumen de resina calculado (ver el punto 2.3) no puede llenar completamente el laminado. Ya que este es obligatorio, las dimensiones deseadas sólo pueden ser alcanzadas cortando cristales más grandes al tamaño. 2.6.2 CRISTAL ESPECIAL 2.6.2.1 Cristal endurecido (ver 6.3 también) En caso del cristal endurecido, el grosor mínimo de la capa de resina es 1.5 mm y para cristales con un grosor de 6-12 mm la capa intermediaria será al menos 2.0 mm de espesor. Ya que estos cristales no pueden ser cortados en tamaño (to size) si ellos son debajo de un cierto tamaño mínimo, tales pequeños cristales no serán producidos. 2.6.2.2 Cristal cubierto y coloreado Cuando se laminan cristales cubiertos y / o coloreados contra el flotad or claro, la exposición a la radiación UV debería ser por el lado de flotador claro. Si este no es posible, la exposición por el cristal coloreado es también factible pero tiempos de cura ampliados son requerido. En todos los casos la compatibilidad de est os cristales debe ser asegurada ya que diferentes espectros de adsorción de UVA podría ser cambiado perjudicialmente. Generalmente los tiempos de curación tienen que ser ampliados usando esto tipo de cristales. Para determinar el tiempo de curación requerido, debe ser registrada una curva de temperaturas. El tiempo requerido es calculado entonces multiplicando el tiempo requerido para alcanzar la temperatura máxima por 1.5. Para Ködilan PCR, PCR/M, Naftolan UV11 y UV22 tiene que ser observado un tiempo de 15 minutos. tiene que ser observado. Para Naftolan UV33 un mínimo de 20 minuto. Para el grosor de capa de resina, las mismas exigencias se aplican en cuanto a cristal de flotador y / o cristales curados. En caso del cristal cubierto, la capa nunca será e n dirección de la resina, pero en dirección contraria. En resinas generales no se adherirá satisfactoriamente a capas ya que la vinculación química es por lo general perjudicada. Sin embargo un proyecto debe requerir confirmación escrita de Chemetall en cuanto a la viabilidad. 2.6.2.3 Cristal decorado En principio la laminación del cristal decorado con Ködilan PCR, PCR/M, Naftolan UV22 y UV33 es posible. La capa de resina medirá al menos 1.5 mm en todos los puntos y no más de 2 mm en absoluto. Además y según la profundidad de la estructura ornamental, el sobrelleno de hasta el 40 % puede ser necesario. El lado en el cual las estructuras ornamentales son más profundas afrontará el exterior. Generalmente la radiación tiene que ocurrir por el cristal flot ador. 2.6.2.4 PVB-laminados Laminando el flotador claro contra PVB-laminados, la exposición debe ser por el flotador claro cuando la capa intermediaria de PVB por lo general contiene amortiguadores UV que inhibirían la curación de Ködilan, Naftolan. El grosor de capa debe ser al menos 2.0 mm y depende de las condiciones para cristales curados. 2.6.2.5 Cristal impreso o pintado, cristal con el corte decorativo Si el cristal que debe ser laminado tiene impreso o pintado diseños en el cristal o tiene cualquier recorte decorativo, el lado decorado no debe estar en contacto con la resina. Refiérase al consejo sobre el cristal flotador y / o sobre el cristal endurecido para determinar el grosor de capa intermediaria mínimo requerido. La exposición debe ser por el lado del cristal flotador. 2.6.2.6 Diseños asimétricos Cuando se laminan diseños asimétricos, el grosor mínimo de capa intermediaria requerido es dictado por el cristal más grueso. Este también se aplica a cristales especiales si ninguna otra especificación fuera concordada. 2.6.2.7 Múltiple -capa laminas Para la producción de laminados de capa múltiple, se debe tratar una capa después de la otra. Para evitar tensiones excesivas en la capa los cristales deberían ser laminados alternativamente de cada lado. Dos laminados no deberían ser combinados a laminados aún más gruesos El grosor necesario de la capa intermediaria es de 2.0 mm con Ködilan PCR/M, PCR AHV y Naftolan UV33. Después de cada ciclo de relleno / curación, el laminado debe enfriarse a aprox. 30C. El numero de capa es limitado a un máximo de 6 y el grosor total del montaje sobre 50 mm. 2.6.2.8 Cristal curvo Los laminados de cristal curvos sólo serán producidos con Ködilan PCR/M y Naftolan UV33. La capa de resina será al menos 2.0 mm. Para esta aplicación recomendamos nuestras 3 resinas componentes Ködilan SLV y Naftolan S696M. Es obligatorio que el arreglo de los tubos UV elevados sea definido como una función de la estructura y forma del laminado. Además, asegúrese que los laminados son perfectamente apoyados durante relleno y curación y no pueden deformarse o moverse. En cualquier caso la curva de temperaturas tiene que ser registrada. No use el cristal doblado para estructuras de capa múltiple. 2.6.2.9 Cristales con formas especiales Todas las formas del cristal que no seann ni cuadradas ni rectangulares serán generalmente laminadas con un grosor de la capa intermediaria de 1.5 milímetros. Para el grosor de cristal >= 6 mm, se aplicarán las mismas especificaciones en cuanto al cristal curado. 2.6.2.10 Usos especiales Para la información sobre los usos especiales que no se enumeran arriba, por favor no vacilan en ponerse en contacto con nuestro personal técnico de ventas en cualquier momento. 2.6.2.12 Cocientes de aspecto críticos Para evitar tensiones excesivas en la proporción de aspecto de la capa intermediaria (proporción longitud anchura) superior a 7:1 debe ser evitado. Este es estrictamente verdadero sólo para laminados de capa intermediaria de cristal flotador. Todos otros diseños deberían ser discutidos con nuestro personal de ventas técnico. 2.7 Descarga de laminados curados Por regla general los laminados curados correctamente pueden ser manejados y tratados inmediatamente después de la curación. Sin embargo un choque de temperaturas por la exposición repentina a un diferencial de temperaturas significativo es perjudicial. Por esta razón los laminados deberían enfriarse despacio a la temperatura ambiental. La exposición directa a corrientes de aire frías (p.ej una puerta de área de carga y descarga abierta en temperaturas externas bajas) debe ser evitada. 2.8 Evaluación visual Nos gustaría llamar su atención hacia "las Pautas para la evaluación de la calidad óptica del cristal aislador hecho de cristal de espejo" así como "a las Pautas para la evaluación visual del cristal laminado" porque el cristal laminado de Ködilan, Naftolan es un producto multi-componente (vidrio / plástico) con las características correspondientes que pueden desviarse de los otros productos de cristal llanos/ plano, en particular en términos de transparencia. 2.9 Compatibilidad de las laminas tratada resina con otros componentes Debe ser evitado el contacto directo o indirecto de la capa intermediaria de la resina o del sello / distancia del borde de la cinta (cinta de acrílico; Butyl o TPS) con selladores secundarios, selladores esmaltantes (glazing), juntas, fijando los bloques y otros materiales usados para esmaltar. Esto puede ser hecho como mencionado bajo (véase 2.2) o para laminados de corte usando una cinta de aluminio de butylized (butylized aluminium tape). (Ködiplast HV 542). Esto es válido también para los selladores de Kömmerling si la recomendación específica ha sido hecha por Kömmerling. Antes de que podamos publicar una recomendación para cualquier producto de Kömmerling pueden ser requeridas pruebas extensas en cuanto al uso intencionado. Además los laminados deben ser vidriados de acuerdo con estándares aceptados de la ejecución como dispuesto en estándares relevantes y códigos de la práctica. 3. Garantía de calidad durante la fabricación del cristal laminado con KÖDILAN/NAFTOLAN 3K Todas las materias primas usadas para la producción de Kodilan y Naftolan están conforme a inspecciones internas extensas de las mercancías químicas y físicas. El producto acabado está también sujeto a medidas de control de calidad extensas. Una inspección interna de las mercancías adicionales del consumidor es importante porque permite el comprobar para saber si hay cambios posibles durante transporte. Registro de hornada (véase 6.2) Se debe guardar un registro de hornada para los expedientes de la garantía de calidad. Esto debería contener informaciones de la hornada sobre los materiales provistos, los resultados de la inspección entrante y el tiempo de durabilidad antes de la venta. El registro de la hornada permitirá la capacidad de rastro en cuenta de cada hornada de la resina. Además, en esto serán registrados el mantenimiento y /o las actividades de la reparación. Independiente de los cheques recomendados abajo, cualquier observación especial se debe registrarnos y divulgarnos inmediatamente. 3.1 Inspección sobre el cambio del envase 3.1.1 Inspección visual de la resina líquida La resina de molde debería estar clara y descolorida después de la curación. 3.1.2 Verificación del tiempo de tratamiento En principio, los arreglos de prueba de curación diferentes son posibles; recomendamos que la talla del cristal flotador sea 300x300 mm y un arreglo de 4/2/4 mm. Instale un PT100 thermoelement en el fondo del lado del laminado para ser probado. Entonces, sujete la muestra a 15 minutos resp. 20 minutos de radiación por tubos UV. Durante este período de 11 minutos o 14 minutos (según el tipo de resina), la resina se calienta hasta el alcance de la temperatura de curación máxima. Registre esta temperatura y el tiempo requerido alcanzarlo en el tronco de hornada. Una vez que este requisito previo ha sido realizado, la producción puede ser comenzada. 3.1.3 Reemplazo del desecante en el cartucho secante A causa de la importancia de excluir humedad de la resina no curada, el desecante en el cartucho secante debe ser sustituido cada vez que sea usado un nuevo contenedor de resina. 3.2 Cheques diarios antes del comienzo de la producción 3.2.1 Temperatura Es importante que ni el cuarto, ni la resina, ni la temperatura del cristal sean bajo del punto de rocío para prevenir la formación de la condensación (véase el punto 2.1). Esto es particularmente importante al procesar de una nueva hornada. 3.2.2 Control de los tubos UV Cheques visuales aseguraran que todos los tubos son totalmente operables. Sustituya tubos defectuosos porque ellos pueden conducir a la curación de defectos y carencias ópticas en el área afectada. Además la intensidad de radiación debe ser medida en un punto representativo bajo la serie de tubo UV. Recomendamos el uso de Dr. Hönle UVA modificado y calibrado (gama 0-19.9 mW/cm2). El valor de radiación debe estar en la variedad desde 1.5 hasta 2.3 mW/cm2 (15-25 W/m2). 3.2.3 Confirmación de la actividad desecante Este debería ser confirmado inspeccionando el indicador visual. Sustituya el desecante inactivo inmediatamente. 3.3 Cheques semanales 3.3.1 Unidad de medición de la resina La exactitud de dosificación es muy importante para obtener un producto uniformemente de buena calidad. Son permitidas desviaciones por un máximo de +/- 1% relacionadas con el volumen de la resina. En caso de grandes desviaciones, la unidad de dosificación debe ser comprobada y calibrada de nuevo. La calibración debería ser realizada a la velocidad de relleno utilizada más frecuentemente. Si se requiere una presión de admisión más alta (manómetro), compruebe el filtro de la resina y sustitúyelo, si es necesario. 3.4 Cheques mensuales 3.4.1 Tubos UV elevados La intensidad de la radiación es comprobada midiéndolo a través de un cristal de flotador de 4 milímetros debajo de los tubos y también donde los tubos topetan. Recomendamos utilizar un metro modificado y calibrado de UV-A del Dr. Hönle (gama 0-19.99 mW/cm2 de la exhibición). Los valores medios se extenderán entre 1.5 y 2.5 mW/cm2 (15-25 W/m2) y la diferencia no debería exceder 0.5 mW/cm2 (5 W/cm2) sobre el área de radiación entera. Si la intensidad de radiación es encontrada para ser <1.5 mW/cm2 (15W/m2), recomendamos de sustituir los tubos. En caso de cubiertas de UV ajustables, reajuste la intensidad de radiación requerida. además, compruebe el reloj que indica el tiempo de curación y registre el estado del metro horas -corsa. 3.4.2 Metro UV-A Ya que la intensidad UV mostrada es aumentada con la duración de la pila decreciente, la batería debe ser sustituida cada mes. 3.5 Controles cada tres meses 3.5.1 Filtro de la resina Compruebe el filtro de resina y límpielo o sustitúyalo, si es necesario. 3.6 Cheques anuales Una vez por año, compruebe la cadena de producción de resina líquida completa. Recomendamos el comprobar de las tablas de curación y de protección para saber si hay llanura y ajustarlos, si es necesario. El fabricante debe mantener la unidad de medición de la resina. Además comprobar y calibrar el metro UV-A, se necesario. Después de haber ajustado recomendamos verificar la calidad de los laminados midiendo su grosor en un tamaño de cristal máximo y una estructura de 4/1/4 mm. Además las diferencias en el grosor de la capa intermediaria pueden ser no más que 0.5mm es decir 0.25 mm y el punto más grueso y más delgado debe ser más de 500 mm aparte estas diferencias son válidas independientemente del grosor de capa intencionado. La calidad es suficiente cuando la variación máxima del grosor no excede +/- 0.25 mm. En el apéndice puede ser encontrado un ejemplo de un tronco de hornada que puede ser usado para documentar todas las cuestiones críticas. 4. Medidas de salud y seguridad manejando los multicomponentes KÖDILAN/NAFTOLAN Como con la mayoría de los productos químicos, varios puntos tienen que ser observados por razones de salud al manejar Naftolan UV. Esta es la razón por la cual es muy importante que cada empleado sea con regularidad informado y entrenado en los peligros respectivos y medidas de seguridad (refiérase también a los requisitos legales). Las recomendaciones abajo se basan en nuestras Hojas de Datos de Seguridad que contienen todas las informaciones esenciales. 4.1 Duración y capacidad de proceso Ködilan y Naftolan se pueden almacenar y procesar hasta 6 meses después de la fabricación. No utilice el producto después de esta fecha, pero deséchelo según las regulaciones (véase el punto 5). 4.2 Almacenaje de resina La resina se provee en tambores especiales de 200 l con PE inliner o en contenedores de robo plástico o inoxidable de 1000 l (para el alquiler). No exponga los contenedores a la luz directa del sol o a temperaturas sobre 40 C. Temperaturas más altas y los rayos UV directos pueden causar la polimerización prematura. Le aconsejamos fuertemente no almacenar los contenedores afuera (peligro del agua que entra en los tambores, la exposición a las temperaturas muy bajas). Las regulaciones locales, es decir referentes a las cantidades admisibles máximas, deben ser observadas. 4.3 Instrucción de seguridad para operación diaria Evite comer, beber y el almacenaje de alimentos y bebidas en el área de producción. Fumar y la presencia de llamas desnudas y otras fuentes de la ignición están estrictamente prohibidos en el área de trabajo. Lleve guantes protectores y gafas trabajando en máquinas donde los tubos flexibles tienen que ser abiertos. Además, las exigencias legales, la instrucción en las etiquetas de contenedor y nuestra Hoja de Seguridad deben ser observadas. Recomendamos el cuidado de piel extenso usando el jabón y una crema de manos buena antes y después del trabajo. Tome un cuidado especial en la aplicación de la crema a las uñas. La molestas de olor pueden ocurrir en caso del m anejo impropio de la resina. 4.4 Protección contra radiación UV Las lámparas de fondo luminoso mencionadas bajo 1.2 producen una luz con una onda de longitud recorriendo entre 340 y 400 mm. La emisión máxima es de abt. 370 mm. Este corresponde a una radiación UV-A pura sin el peligroso UV-B y ondas UV-C. Esta es la misma radiación que aquella usada en soláriums y estudios de sol, pero sin la fracción ligera visible. Ninguna formación de ozono fue observada usando los tubos recomendados. El valor límite especificado para la radiación UV-A es de 10W/m2. Las medidas en las lámparas UV han mostrado que la radiación encima de las lámparas y a una distancia de 1 m a la derecha y a la izquierda de la lámpara es de aprox. 5 W/M2 y se disminuye con la distancia creciente. Por lo tanto, ninguna protección UV especial es requerida en circunstancias normales. Lleve anteojos UV-protectores cuando trabaje cerca de los tubos (es decir durante el control de lámpara mensual). Para la información adicional, por favor ve r la hoja S 14 “Protección contra la radiación ultravioleta” publicada por el Bundesanstalt für Arbeisschutz y contacte sus autoridades locales. 5. Disposición 5.1 Disposición de residuos de resina Residuos líquido de Ködilan, Naftolan son clasificados como basura arriesgada y tienen que ser eliminados según las regulaciones locales. Sin embargo, la resina completamente curada e inodora puede ser eliminada, si según las regulaciones locales, como basura comercial. Edición 07/2005 Sujeto a modificaciones técnicas 6. APÉNDICE 6.1 Lista de proveedores KÖDILAN, NAFTOLAN Equipaje / Material Medición de unidad Proveedor DGT Anlagen und Systeme GmbH Mesa de cura UV Tubos elevados UV TMB Torgauer Maschinenbau GmbH Mesas parachoques, mesas inclinadas, otro equipo Vitrododi S.p.A. extracción de humo TMB Torgauer Maschinenbau GmbH Tubos UV T.E.T. Umwelttechnik Philips Osram Cartuchos secantes K65 M A250 M Metro de temperaturas Tipo Greisinger + Flach PT 100 Instrumento de medición Tipo Dr. Hönle Metro de humedad Tipo Testo 610 Coating thickness meter Tipo S 20 mod Inyectores de relleno Sylvania Südchemie TMB Torgauer Maschinenbau GmbH TMB Torgauer Maschinenbau GmbH TMB Torgauer Maschinenbau GmbH TMB Torgauer Maschinenbau GmbH TMB Torgauer Maschinenbau GmbH Vitrododi S.p.A. Pistola derretimiento caliente Tipo TG4; HB 201 Pegamento derretimiento caliente Kömmerling 316 Cinta adhesiva doble-frente TMB Torgauer Maschinenbau GmbH Kömmerling GmbH Kömmerling Chemische Fabrik Chemische Fabrik - cinta butílico GmbH - cinta 3M Naftotherm BU-TPS Ködimelt TPS Cinta aluminio Tipo 425 Kömmerling GmbH Kömmerling GmbH Chemische Fabrik Chemische Fabrik 6.2 Registro de hornada Controles antes de tratar una nueva hornada (ver 3.1 instrucciones para el uso del producto). Contenedor, envase 1 Tipo de material: Jornada Num.: Fecha de entrega: Fecha de control: Resina: clara Tiempo de cura: T.max: ……………. C Secante cambiado: amarilla otro …………………..min. si no Controles diarios (ver 3.2) Fecha Diferencia cuarto, resina y -si temperatura lamina más de +/- 5C -no Tubos UV están en orden -si -no indicador de los cartuchos secantes -blue -rosa Intensidad radiación in W/m2 -si -no -si -no -blue -rosa -si -no -si -no -blue -rosa -si -no -si -no -blue -rosa Controles semanales (ver 3.3) Semana numero Unidad de medición de la resina: Desviación relacionada al volumen…….% Presión (redución):………………..bar Controles mensuales (error! la referencia podría no ser encontrada) Batería del metro UV-A Tubos UV elevados Cambiada no cambiada Intensidad radiación: tipo:……….mW/cm2 Tiempo de uso:…………….horas Cheque cada tres meses (error! La referencia podría no ser encontrada) Periodo: Filtro resina: Controlado Cambiado /limpiado Fecha: Si no Si no Controles anuales (ver 3.6) Año Controlo de la línea completa de productos: Control de llanura de la Mesa Control de la unidad de medición Control del metro UVA Gama del grosor de la resina Fecha -si -no -si -no -si -no -si -no +/-…mm ( 4/1/4) (talla:……….x……..mm) 6.3 Resumen del grosor mínimo de la capa intermediaria Cristal laminado con Ködilan y Naftolan Recomendación para el grueso de la capa intermediaria con diversos tipos de cristal. Tipo de cristal Grosor del cristal (mm) Cristal flotado 3-5 6 >- 8 Cristal endurecido 3-5 >- 6 Cristal cubierto o 3-5 colorado 6 >-8 Cristal modelado Laninas PVB Montaje de múltipla** Cristal curvado capa 3-8 Grosor esencial de la capa intermediaria (mm) 1.0 1.5 2.0 Tipo de resina Ködilan PCR,PCR/M Naftolan UV11/UV22/UV33 1.5 Ködilan 2.0 PCR,PCR/M Naftolan UV11/UV22/UV33 1.0 Ködilan 1.5 PCR,PCR/M 2.0 Naftolan UV11/UV22/UV33 1.5-2.0 Ködilan cada punto al PCR,PCR/M menos 1.5 Naftolan UV11/UV22/UV33 En general 2.0 Ködilan PCR,PCR/M Naftolan UV11/UV22/UV33 En general 2.0 Ködilan PCR/M Naftolan UV33 Al menos 2.0 mm Naftolan UV33 Mejor uso 3K System Ködilan SLV Naftolan S696M ** sólo se permite una capa del máximo de 6 por montaje máximo grosor del montaje 50 mm