- Ninguna Categoria
Diseño e implementación de un sistema de control para telares
Anuncio
UNIVERSIDAD SIMÓN BOLÍVAR Decanato de Estudios Profesionales Coordinación de Ingeniería Electrónica Diseño e implementación de un sistema de control para telares circulares basado en PLC’s y VSD’s Por César Andrés Felizzola Piñate Sartenejas, Septiembre de 2008 i Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s UNIVERSIDAD SIMÓN BOLÍVAR Decanato de Estudios Profesionales Coordinación de Ingeniería Electrónica Diseño e implementación de un sistema de control para telares circulares basado en PLC’s y VSD’s Por César Andrés Felizzola Piñate Realizado con la Asesoría de Thamara Villegas y Teodoro Torres INFORME FINAL DE CURSOS DE COOPERACIÓN TÉCNICA Y DESARROLLO SOCIAL Presentado ante la Ilustre Universidad Simón Bolívar como requisito parcial para optar al título de Ingeniero Electrónico Sartenejas, Septiembre de 2008 ii Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s UNIVERSIDAD SIMÓN BOLÍVAR Decanato de Estudios Profesionales Coordinación de Ingeniería Electrónica Diseño e implementación de un sistema de control para telares circulares basado en PLC’s y VSD’s INFORME FINAL DE CURSOS DE COOPERACIÓN TÉCNICA Y DESARROLLO SOCIAL Presentado por César Andrés Felizzola Piñate Carnet: 01-33831 REALIZADO CON LA ASESORIA DE: Prof. Thamara Villegas. Ing. Teodoro Torres. RESUMEN El trabajo que aquí se presenta consiste en la automatización de un telar circular marca Mayer, Modelo MV1, el cual es propiedad de PRODALAM C.A. Esta máquina se encontraba inoperativa hace más de tres (3) años por desperfectos y fallas en sus sistema de control, el cual se encontraba basado en elementos electromecánicos, principalmente contactores y relés. Como alternativa de control se presentó un sistema centralizado que utiliza un PLC marca Telemecanique, modelo Twido en el cual se manipulan y procesan todas las señales. Por otra parte el movimiento de la máquina se encuentra a cargo de un motor trifásico Dietz Motoren DR100/130/4-20 a 220V, el cual debía trabajar a dos velocidades distintas y utilizaba un arranque por conmutación estrella triangulo (delta estrella). Para controlar el motor se instaló un VSD marca Telemecanique Modelo Altivar31, el cual permitió implementar 3 velocidades en el funcionamiento de la máquina, realizar un arranque suave y con ayuda de una resistencia de frenado lograr un tiempo de parada ideal, el cual es esencial para controlar los defectos de producción al generarse una falla en el sistema. Durante este proyecto se contactó a los principales fabricantes de estos equipos, presentes en el mercado nacional y como se muestra a continuación, se realizó una selección basada en aspectos como, ventajas técnicas, tiempos de entrega y precio. PALABRAS CLAVES PLC, VSD, AUTOMATIZACIÓN, DRIVE, PROGRAMABLE, TELARES. Aprobado con mención:_______ Postulado para el premio:_______ Sartenejas, Septiembre de 2008. iii Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Este proyecto se lo dedico a mi equipo; mis padres y mi hermana, por el apoyo incondicional y la amistad brindada en todo momento. Sin ustedes nada de esto hubiese sido posible. Juuuuhhhmmmm!!! iv Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s AGRADECIMIENTOS Deseo agradecer a todos aquellos que de forma directa o indirecta hicieron posible la culminación no solo de este proyecto, sino de este ciclo tan importante de mi vida. A la Universidad Simón Bolívar, por convertirse en mi Alma Mater, los profesores, trabajadores y todos aquellos que de una forma u otra estuvieron involucrados en mi formación tanto académica como personal. A todo el personal de la empresa PRODALAM C.A por brindarme la oportunidad de trabajar y aprender junto a ellos, siempre dispuestos a ayudarme. A mi tutor industrial: Teodoro Torres, por la ayuda, comprensión y guía que me brindó durante todo el proyecto, a mi tutora académica: Thamara Villegas, por sus consejos y su ayuda. A mis padres por la motivación y el empuje que siempre me han dado, el apoyo, la confianza y por ser siempre mis modelos a seguir. A mi hermana por estar siempre ahí, por ser mi compañera, mi amiga y por todos los momentos especiales. Juuuhhhmmmm!!!!! A todas las demás personas que formaron parte de mi vida durante estos años. GRACIAS. v Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s ÍNDICE GENERAL RESUMEN…………………………………………………………………………………….iii AGRADECIMIENTOS………………………………………………………………………..v ÍNDICE GENERAL…………………………………………………………………………...vi ÍNDICE DE FIGURAS………………………………………………………………………viii ÍNDICE DE TABLAS…………………………………………………………………………ix SIMBOLOS Y ABREVIATURAS…………………………………………………………….x 1. INTRODUCCIÓN .............................................................................................................. 1 1.1. Objetivos. .................................................................................................................. 2 1.2. Hipótesis. ................................................................................................................... 3 2. FUNDAMENTOS TEÓRICOS. ........................................................................................ 5 2.1 Telar Circular ............................................................................................................ 5 2.2. Elementos Electromecánicos..................................................................................... 9 2.2.1. Relés. ..................................................................................................................... 9 2.2.2. Contactores. ......................................................................................................... 10 2.2.3. Guardamotor. ....................................................................................................... 11 2.2.4. Motor ................................................................................................................... 12 2.3. Elementos Electrónicos. .......................................................................................... 12 2.3.1. PLC’s ................................................................................................................... 13 2.3.1.1. Antecedentes y Descripción. ............................................................................ 13 2.3.1.2. Configuración de un PLC. ............................................................................... 15 2.3.1.3. Tipos de PLC ................................................................................................... 19 2.3.1.4. Características y Ventajas de los PLC ............................................................. 21 2.3.1.5. Programación en escalera (Ladder Diagrams) ................................................. 22 2.3.2. Variadores de Velocidad del Motor (Variable Speed Drives). ............................ 28 3. TRABAJOS REALIZADOS ............................................................................................ 34 3.1. Criterios de Diseño del sistema a implementar ....................................................... 34 3.2. Ingeniería Conceptual/Básica. ................................................................................. 36 3.2.1. Investigación y revisión de la documentación existente. .................................... 36 3.2.2. Levantamiento de Campo. ................................................................................... 41 3.2.3. Diseño Básico. ..................................................................................................... 45 3.2.4. Especificaciones Técnicas Equipos Principales. ................................................. 48 3.2.5. Selección de equipos. .......................................................................................... 49 3.2.6. Equipos Seleccionados. ....................................................................................... 54 3.3. Ingeniería de detalle, Construcción (Instalación) y Arranque................................. 55 3.3.1. Programación de los equipos ............................................................................... 55 3.3.1.1. PLC .................................................................................................................. 55 3.3.1.2. VSD.................................................................................................................. 71 3.3.2. Construcción e Instalación................................................................................... 78 3.3.3. Planos................................................................................................................... 83 4. PRESENTACIÓN Y DISCUSIÓN DE RESULTADOS................................................. 85 5. CONCLUSIONES Y RECOMENDACIONES. .............................................................. 86 5.1. Conclusiones. .............................................................................................................. 86 5.2. Recomendaciones ....................................................................................................... 87 vi Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s REFERENCIAS BIBLIOGRÁFICAS. ..................................................................................... 88 APÉNDICES. ............................................................................................................................ 89 Apéndice A. Funcionamiento y características de un motor eléctrico de Inducción. ............... 89 Apéndice B. Presentación de los equipos ofertados por cada uno de los fabricantes. ............ 110 Apéndice C. Manual de instalación y Usuario. ....................................................................... 118 vii Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s INDICE DE FIGURAS Figura 2. Secuencia de movimiento de las agujas en un telar circular. ....................................... 5 Figura 1. Rollos de tela producidos por el telar circular #128 .................................................... 5 Figura 3. Partes de un Telar Circular. .......................................................................................... 6 Figura 4. Alimentador de hilos. ................................................................................................... 7 Figura 5. Sensores de aguja rota. ................................................................................................. 8 Figura 6 Enrollador de Tela. ........................................................................................................ 8 Figura 7. Relé enchufable para aplicaciones de baja potencia. ................................................... 9 Figura 8. Relé de conmutación con terminal común ................................................................... 9 Figura 9. Vista frontal de un contactor ...................................................................................... 10 Figura 10. Funcionamiento de un switch termo-magnético. ..................................................... 11 Figura 11. Vista frontal de un guardamotor. ............................................................................. 12 Figura 12. Vista de un motor eléctrico de inducción. ................................................................ 12 Figura 13. Esquema de funcionamiento de un sistema secuencial con PLC. ............................ 14 Figura 14. Configuración básica de un PLC.............................................................................. 15 Figura 15. . Dirección de evaluación de condiciones en diagramas escalera. ........................... 24 Figura 16. Ejemplo de un programa en diagrama escalera que incorpora Bloques Funcionales. ................................................................................................................................................... 24 Figura 17. Proceso y su respectivo control en diagrama de relés y su conversión a diagrama de escalera. ..................................................................................................................................... 26 Figura 18. Representación en diagrama de escalera de la Ecuación Booleana ......................... 27 Figura 19. Arriba el control de un proceso representado en diagrama lógico y abajo su equivalente en diagrama de escalera. ........................................................................................ 28 Figura 20. Componentes de un sistema VSD. ........................................................................... 30 Figura 21. Diagrama básico del controlador de un VSD. .......................................................... 30 Figura 22. Formas de onda de la salida de un PWM implementado en un VSD. ..................... 31 Figura 23. Diagrama del circuito interno del contador de vueltas............................................. 38 Figura 24. Diagrama de conexiones del VS-G Box. ................................................................. 39 Figura 25. Diagrama del circuito interno. Control del aire comprimido en la aceitera. ............ 40 Figura 26. Arquitectura básica del sistema a implementar ....................................................... 45 Figura 27. Diagrama básico del sistema a implementar. ........................................................... 46 Figura 28. Diagrama de los componentes de entrada y salida de la simulación en Automation Studio®. ..................................................................................................................................... 47 Figura 29. Diagrama escalera del programa que controla el funcionamiento de la simulación en Automation Studio®.................................................................................................................. 47 Figura 30. Vista Frontal del Display y botones de un VSD. ..................................................... 71 Figura 31. Estructura interna del VSD Altivar31 para el acceso a los menús. .......................... 72 Figura 32. Distribución de las señales en el cajetín de control.................................................. 79 Figura 33. Panel de Control. ...................................................................................................... 80 Figura 34. Elementos del panel de control I. ............................................................................. 81 Figura 35. Elementos del panel de control II............................................................................. 81 Figura 36. Vista frontal izquierda de la máquina. Ubicación de los dispositivos. .................... 82 Figura 37. Vista frontal derecha de la máquina. Ubicación de los dispositivos. ....................... 82 Figura 38. Compartimiento del motor. ...................................................................................... 83 viii Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s INDICE DE TABLAS Tabla 1. Comparación de los PLC según sus capacidades y tamaños. ...................................... 20 Tabla 2. Características y Beneficios de los PLC. ..................................................................... 22 Tabla 3. Clasificación de las Instrucciones para diagramas escalera. ....................................... 23 Tabla 4. Especificaciones básicas de los componentes a implementar. .................................... 48 Tabla 5. Cotización de la propuesta de ABB............................................................................. 50 Tabla 6. Cotización de la propuesta de Mitsubishi. ................................................................... 50 Tabla 7. Cotización de la propuesta de Telemecanique. ........................................................... 51 Tabla 8. Cotización de la propuesta de Allen Bradley .............................................................. 52 Tabla 9. Comparación de los proveedores................................................................................. 53 Tabla 10. Equipos implementados en el sistema final............................................................... 54 Tabla 11. Dirección, símbolos y descripción de las variables implementadas durante la programación del PLC. .............................................................................................................. 65 Tabla 12. Parámetros modificados para la programación del VSD, en el menú SEt. ............... 73 Tabla 13. Parámetros modificados para la programación del VSD, en el menú drC. ............... 74 Tabla 14. Parámetros modificados para la programación del VSD, en el menú I-O. ............... 76 Tabla 15. Parámetros modificados para la programación del VSD, en el menú FUn. .............. 77 ix Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s SIMBOLOS Y ABREVIATURAS AC: Corriente Alterna (Alternating Current). AND: Función Booleana “Y”. CPU: Unidad central de procesamiento (Central Pocessor Unit). DC: Corriente continua (Direct Current). I/0: Entrada/Salida (Input/Output). IGBT: Transistor Bipolar de puerta aislada (Insulated Gate Bipolar Transistor). KW: Kilo Vatios, conjunción para 1.000 Vatios (Kilo Watts). NC: Normalmente cerrado (Normally Closed). Se refiere principalmente a los contactos de algún elemento de conmutación. NO: Normalmente Abierto (Normally Open). Se refiere principalmente a los contactos de algún elemento de conmutación. OR: Función Boolena “o”. PC: Computadora Portátil (Portable Computer). PID: Proporcional, Integral Derivativo. Referente al tipo de control. PLC: Controlador Lógico Programable (Programmable Logic Controller). PWM: Modulador de ancho de pulso (Pusle Width Modulator). SCADA: Control supervisor y adquisición de datos (Supervisory Control and Data Acquisition). VAC: Voltaje AC. VDC: Voltaje DC. VFD: Variador de Frecuencia para control de motores (Variable Frecuency Drive), es otra denominación que se utiliza para los VSD. VSD: Variador de Velocidad para el control de motores (Variable Speed Drive). x Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 1. INTRODUCCIÓN Desde el inicio de los tiempos, el ser humano se las ha ingeniado para desarrollar equipos y métodos que simplifiquen sus tareas diarias. Desde la invención de la rueda en los tiempos en los que la movilidad y el desplazamiento lo eran todo, pasando por la revolución industrial que se inició a mediados del siglo XVIII donde la economía basada en el trabajo manual se reemplazó por otra dominada por la industria y la manufactura en serie, fundamentada en elementos mecanizados (la primera industria en experimentar estos cambios fue la industria textil) hasta nuestros tiempos donde la electrónica se ha incorporado en casi todos los procesos productivos. La tecnología y los constantes avances de la ciencia han sido pilares fundamentales en este proceso de cambios y además han permitido que esta simplicidad venga acompañada de otro grupo de mejoras, como la eficiencia, confiabilidad, menor injerencia humana, procesos más rápidos y seguros, y sobre todo reducción de los costos de producción. Es por eso que cualquier empresa que desee ser competitiva en la actualidad debe adaptarse a la modernidad y a las nuevas tendencias tecnológicas. Una de las tendencias que en las últimas décadas ha cobrado más fuerza es la automatización industrial, la cual se ha soportado en los avances de la electrónica de estado sólido, más específicamente de procesamiento y memoria. A medida que las capacidades de cómputo y la incorporación de funciones avanzada en controladores aumentaba, el surgimiento de sensores y elementos de campo compatibles con ellos también lo hacía, y es de ahí que actualmente podemos encontrar procesos muy complejos donde la intervención humana es mínima, y puede ser supervisado en su totalidad desde un cuarto de control tanto en la planta como a distancia. Uno de los desarrollos más utilizados en la automatización industrial es precisamente uno de los componentes que a lo largo de este trabajo se tratará con más detalle; el PLC o Controlador Lógico Programable, el cual es capaz de recibir señales de los sensores o cualquier otro dispositivo y luego de un 1 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s procesamiento controlar los actuadores, así como también conectarse con otros dispositivos remotos y mantener una red de control tan grande como se requiera. El Grupo Ovejita, con más de 60 años en el mercado textil nacional, ha sabido adaptarse y mantenerse a la par de los avances tecnológicos y es por eso que hoy ocupa un puesto de vanguardia en el ramo que representa. De ahí surge el proyecto que aquí se presenta, el cual tiene un objetivo netamente de ingeniería y negocio: mejorar el proceso, de manera que se obtengan los mejores resultados al menor costo. El área de tejeduría del Grupo Ovejita consta de 128 telares, de los cuales un gran número fueron fabricados antes de los años 90, sin embargo siguen operativos y representan gran parte de la producción. Debido a los altos costos que implicaría el reemplazo de esta maquinaria por una de nueva generación, la acertada decisión de la empresa, consistió en incorporar a las máquinas tecnología de vanguardia, y de esta forma elevar sus estándares de operación y aumentar su rentabilidad. De esta manera, la modernización de las máquinas puede realizarse de forma progresiva, sin afectar la producción y a bajo costo, además de alargar el tiempo de vida útil de las mismas. 1.1. Objetivos. 1.1.1. Objetivo General. El objetivo general de este proyecto, consistió en diseñar e implementar un sistema de control para un telar circular marca Mayer modelo MV1, el cual originalmente se encontraba controlado por elementos electromecánicos, principalmente contactores y relés. El sistema implementado debió lograr una migración efectiva de los elementos anteriormente mencionados a dispositivos de control modernos, más específicamente a un PLC (Programable Logic Controller), y a su vez reducir el número de componentes que actúen en el proceso. El sistema de control diseñado debió mantener las características de funcionalidad y operación de la máquina original, a fin de que a los tejedores les resultara familiar su modo de operación. Adicionalmente, se debió diseñar e implementar un sistema que controlase el motor Dietz Motoren 2 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s DR100/130/4-20, sin la necesidad de implementar otra serie de dispositivos para cumplir con los requerimientos de: velocidad variable, alta velocidad de frenado, arranque controlado y protección eléctrica y térmica. Los equipos seleccionados para la migración entre el sistema anterior y el actual, debió proponerse e implementarse con equipos disponibles en el mercado nacional, por lo que se debió realizar un estudio sobre las distintas opciones y luego de evaluar aspectos críticos como ventajas técnicas, tiempos de entrega y precio, se seleccionó la casa que supliría los equipos. 1.1.2. Objetivos Específicos. a) Conocer los aspectos técnicos relacionados con el sistema originalmente implementado en la máquina. b) Establecer los requerimientos técnicos de los equipos a implementar y estudiar su accesibilidad y disponibilidad en el mercado nacional. c) Diseñar un sistema que permita una migración efectiva de tecnología manteniendo su forma de operación. d) Adquirir los equipos y realizar la instalación y pruebas. e) Generar un documento de guía para el personal de operaciones de la planta. 1.2. Hipótesis. Para alcanzar lo antes mencionado, se parte de la siguiente hipótesis: “Dado el funcionamiento general prácticamente invariable entre los telares circulares antiguos, y los modernos controlados por PLC’s y VSD’s, es posible diseñar un sistema de control que cumpla con una estructura similar y a su vez permita ser adaptado a los telares en cuestión para mejorar su rendimiento”. Este trabajo se encuentra estructurado de la siguiente forma: En el primer capítulo como ya se expuso, una introducción y presentación de objetivos e hipótesis; en el segundo capítulo se exponen los fundamentos teóricos para la comprensión del 3 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s trabajo, posteriormente en el tercer capítulo se presentan los trabajos realizados en la máquina, y finalmente en los capítulos 4 y 5 se encontrarán la presentación y discusión de resultados y las conclusiones y recomendaciones respectivamente. 4 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s FUNDAMENTOS TEÓRICOS. Para la comprensión del trabajo del sistema implementado, es necesario conocer los conceptos y el funcionamiento de los equipos presentados a continuación: 2.1 Telar Circular Es una máquina tejedora que permite la producción de largos cilindros de tela como el mostrado en la Figura 1. mediante el movimiento continuo y mecanizado de un grupo de un grupo de agujas ubicadas en el cilindro. Las agujas describen un movimiento horizontal mediante unas guías, las cuales a su vez rigen el movimiento vertical que genera el tejido. La secuencia Figura 1. Rollos de tela producidos por el telar circular #128 en el movimiento vertical para la creación de las mallas, se muestra en la Figura 2. Figura 2. Secuencia de movimiento de las agujas en un telar circular. Partes de un telar: Entre las principales partes que componen a un telar circular se tienen: 1) Alimentadores 2) Poleas de alimentación 3) Correas de alimentación 5 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 4) Enrollador de tela. 5) Aceitera. 6) Panel de Control. 7) Rodillos de enrollado. 8) Puertas. 9) Botones de arranque, paro y velocidad lenta. 10) Placas del cilindro. 11) Palanca de accionamiento Manual. 12) Eje central. 13) Cilindro, platinero. 14) Tensores de la correa de alimentación. 15) Seguro del rollo. 16) Sensores de Aguja rota. La Figura 3 muestra los componentes básicos de un telar circular. Otros telares cambian el platinero por un plato con agujas horizontales. 14 13 12 1 2 3 11 4 10 9 5 8 15 7 6 Figura 3. Partes de un Telar Circular. Las partes más importantes de un telar son: 6 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Alimentadores. Los alimentadores suministran hilo al Telar. Para esto, las poleas de alimentación hacen girar al mismo tiempo a todos los alimentadores del Telar, de esta manera todos los hilos entran a la misma velocidad, logrando que la tela sea lo más uniforme posible. Para que un alimentador sea efectivo, el hilo debe pasar a través de un purgador. Este purgador es una lámina de metal que tiene una ranura por la cual pasa el hilo. La función del purgador es evitar que pasen al telar todas las imperfecciones del hilo: Tapones, partes gruesas, nudos, etc. (Ver Figura 4) También sirven para detener el telar en caso de que un hilo se rompa, de aquí la importancia de mantener los alimentadores limpios y en buen estado. Purgador Polea de arrastre superior e inferior Platillos tensores Reserva de hilo (20 vueltas) Figura 4. Alimentador de hilos. Sensores de Aguja. Los sensores de aguja rota detectan que una aguja quede destalonada cuando la aguja desplaza hacia arriba al sensor conectándolo a tierra lo cual produce una parada del Telar. Cuando esto pasa se debe evitar volver a arrancar el telar hasta que la aguja dañada sea reemplazada, además se debe cuidar que todas las partes de la aguja que hayan podido quedar dentro del telar, sean extraídas antes de poner el telar en marcha de nuevo. 7 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Una vez que se ha logrado todo esto, se presiona el botón de reset que está sobre el sensor y se vuelve a arrancar la máquina. (Ver Figura 5). Disparo de agujas Botón para reseteo de disparo Figura 5. Sensores de aguja rota. Enrollador de tela. Partes de un enrollador 1. Tela bajando desde el cilindro. 2. Rodillos de arrastre 3. Palanca para relajar la tela 4. Rodillo de arrastre para la tela 5. Extremo de la tela al enrollarse en el rodillo. 6. Dispositivo de seguridad para la retención del rodillo de tela. 1 2 3 6 5 4 Figura 6 Enrollador de Tela. 8 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 2.2. Elementos Electromecánicos 2.2.1. Relés. Fueron inventados en 1835 por Joseph Henry y son elementos que actúan como interruptores controlados por un circuito eléctrico, el cual permite abrir o cerrar uno o varios contactos por medio de un electroimán, vale la pena destacar que estos dispositivos tienen la capacidad de controlar un circuito de mayor potencia en la salida que en la entrada, lo que permite una gama muy amplia de aplicaciones prácticas. En la Figura 7. se muestra un relé enchufable de baja potencia. Figura 7. Relé enchufable para aplicaciones de baja potencia. Los contactos de los relés, pueden ser normalmente cerrados (NC), normalmente abiertos (NO) o de conmutación. Los contactos normalmente cerrados, se utilizan cuando el sistema requiere que el circuito se mantenga cerrado hasta que el relé este activado, ya que el mismo se desconecta cuando la bobina es polarizada. Por otra parte los contactos normalmente abiertos cumplen una función contraria a los antes descritos, el circuito se cierra cuando el relé es activado, es decir que en condiciones de inactividad del dispositivo, el circuito Figura 8. Relé de conmutación con terminal común 9 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s permanece desconectado. Los relés de conmutación controlan dos terminales, uno normalmente abierto y otro normalmente cerrado con un común para ambos circuitos. En la Figura 8. se muestra el funcionamiento de un relé de conmutación con un terminal común. Los relés pueden ser encontrados en una muy diversa gama de aplicaciones debido a la simplicidad de su funcionamiento a las ventajas que el uso de los mismos proporcionan a un sistema. Entre las características más importantes de estos elementos podríamos citar, que permiten un aislamiento eléctrico entre el circuito de control y circuito de salida que se va a conectar, hacen posible utilizar tensiones de control bajas para controlar altos voltajes o potencias elevadas, y que bridan la posibilidad de realizar control a distancia usando únicamente señales de control de bajo voltaje. 2.2.2. Contactores. Al igual que los relés, son interruptores accionados eléctricamente por medio de una entrada de control que puede ser de voltaje o de corriente. Los contactores se pueden encontrar para rangos desde 110V y niveles de corrientes moderadas, hasta miles de voltios y amperes. A diferencia de los relés de propósito general, estos dispositivos están diseñados para ser conectados Figura 9. Vista frontal de un contactor directamente a grandes cargas con requerimientos elevados de corriente y usualmente poseen contactos normalmente abiertos. Su funcionamiento es muy parecido al de los relés de propósitos generales, cuando la corriente pasa por la bobina se produce un campo magnético que atrae el núcleo móvil del contactor hacia el núcleo fijo cerrando el circuito. Para contactores de corriente alterna, se recubre parte del núcleo con una bobina que retarda suavemente el flujo magnético en el núcleo. Esto con el fin 10 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s de obtener un promedio en el flujo y así evitar que se genere un zumbido al doble de la frecuencia de línea. 2.2.3. Guardamotor. Es un disyuntor termo-magnético diseñado específicamente para la protección de motores eléctricos. En la figura 10 se presenta un esquema de su funcionamiento. Al circular la corriente el electroimán crea una fuerza que, mediante un Figura 10. Funcionamiento de un switch termo-magnético. dispositivo mecánico adecuado (M), tiende a abrir el contacto C, pero sólo podrá abrirlo si la intensidad I que circula por la carga sobrepasa el límite de intervención fijado. Este nivel de intervención suele estar comprendido entre 3 y 20 veces la intensidad nominal (la intensidad de diseño del interruptor termo-magnético) y su actuación es de aproximadamente unas 25 milésimas de segundo, lo cual lo hace muy seguro por su velocidad de reacción. Esta es la parte destinada a la protección frente a los cortocircuitos, donde se produce un aumento muy rápido y elevado de corriente. La otra parte está constituida por una lámina bimetálica (representada en rojo) que, al calentarse por encima de un determinado límite, sufre una deformación y pasa a la posición señalada en línea de trazos lo que, mediante el correspondiente dispositivo mecánico (M), provoca la apertura del contacto C. Esta parte es la encargada de proteger de corrientes que, aunque son superiores a las permitidas por la instalación, no llegan al nivel de intervención del dispositivo magnético. Esta situación es típica de una sobrecarga, donde el consumo va aumentando conforme se van conectando aparatos. 11 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Ambos dispositivos se complementan en su acción de protección, el magnético para los cortocircuitos y el térmico para las sobrecargas. Además de esta desconexión automática, el aparato está provisto de una palanca que permite la desconexión manual de la corriente y el rearme del dispositivo automático cuando se ha producido una desconexión. No obstante, este rearme no es posible si persisten las condiciones de sobrecarga o cortocircuito. Incluso volvería a disparar, aunque la palanca estuviese Figura 11. Vista frontal de un guardamotor. sujeta con el dedo, ya que se utilizan mecanismos independientes para desconectar automáticamente y manualmente. 2.2.4. Motor Usualmente son trifásicos de inducción (de una fase pueden ser utilizado pero son menos comunes). Ciertos tipos de motores síncronos ofrecen ventajas para ciertas situaciones, pero los motores de inducción, se pueden utilizar en casi todas las aplicaciones, y resultan ser la alternativa más económica. En el apéndice A se explica de forma más detallada el funcionamiento y características de un motor eléctrico de inducción. Figura 12. Vista de un motor eléctrico de inducción. 2.3. Elementos Electrónicos. Un sistema de control secuencial, es aquel que ejecuta de forma ordenada y en la mayoría de los casos repetitiva, una serie de pasos preestablecidos. Este tipo de 12 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s sistemas generalmente ejecutan sus funciones en pasos, los cuales dependen de la presencia o ausencia de las condiciones que determinan el estado de la máquina. 2.3.1. PLC’s Muchos de los conceptos aquí presentados, se tomaron de la publicación de Control Secuencial del profesor Omar Pérez, de la Universidad Simón Bolívar, y del libro Autómatas Programables. 2.3.1.1. Antecedentes y Descripción. Actualmente, aún cuando existen diferentes opciones de control de procesos, la más difundida y ampliamente utilizada, es la basada en los Controladores Lógico Programables o PLC’s (Por sus siglas en ingles Programable Logic Controller), ya que desde sus inicios fue creada para este tipo de aplicaciones. La historia de estos dispositivos a los años sesenta, cuando surge en la industria la necesidad de reemplazar los cada vez más grandes, rígidos y costosos sistemas basados en relés por sistemas económicos y sencillos. En 1968 se establecen las primeras especificaciones para los PLC’s entre las cuales destacaban que debía ser un dispositivo de estado sólido para evitar las partes móviles, debía resistir ambientes industriales, poseer una interfaz amigable y facilidades de programación, tener la capacidad de expansión y adaptación de acuerdo a las necesidades de los diferentes procesos, y sobre todo permitir la rápida localización de cualquier falla a fin de reducir los tiempos de reparación y parada del proceso. En el año 1969 surge el primer PLC y aún cuando aún estas características han sido mantenidas, los PLC’s modernos han evolucionado y cada vez poseen mayor capacidad de procesamiento de señales, sencillez, 13 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s rapidez y confiabilidad, ya que su desarrollo ha ido de la mano de los grandes avances tecnológicos en las área de la electrónica industrial. Entre las principales características de los PLC’s actuales tenemos: • Poseen funciones de comparación, así como capacidades aritméticas y manipulación de datos (Inicialmente solo se permitían un control ON/OFF). • Altas capacidades de memoria. • Incorporan dispositivos de comunicación con protocolos de comunicación Standard, lo cual hace posible su integración con otros equipos de la planta y entre los diferentes niveles jerárquicos de control. • Desarrollo de interfaces Entrada/Salida. • Incorporación de funciones de control analógico PID. • Poseen programas de detección de falla y autodiagnóstico. • Desarrollo de Software para su uso. El esquema básico de funcionamiento de un sistema de control secuencial que emplee un PLC es el mostrado en la Figura 13 Máquina / Proceso Control Mediciones Entradas PLC Salidas Figura 13. Esquema de funcionamiento de un sistema secuencial con PLC. 14 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 2.3.1.2. Configuración de un PLC. Los controladores lógicos programables están integrados por los siguientes componentes (Ver Figura 14.): 1. CPU (Central Processor Unit) o Unidad Central de Procesamiento, que comprende: el procesador, las memorias RAM y ROM del sistema. 2. Módulos I/O (Entradas (IN) / Salidas (OUT)), donde están contenidos, las entradas y salidas digitales, analógicas y especiales. 3. Dispositivos de programación que permiten la conexión con la PC y la transferencia de programa entre ambos. 4. Módulos de comunicación (Opcional) para conectar el PLC a un sistema de control o supervisión centralizado. 5. Fuente de alimentación. Figura 14. Configuración básica de un PLC. CPU. La configuración básica del CPU está integrada por el procesador y las memorias. En él se realizan las funciones de procesamiento y control haciéndolo así la parte más importante de un PLC. El CPU se puede subdividir en el procesador propiamente dicho y las memorias: 15 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Procesador Entre sus funciones más importantes que ejecuta el procesador se encuentran: • Operaciones matemáticas. • Manejo de datos. • Rutinas de diagnóstico. • Diagnostico del programa. • Coordinar tareas de comunicación con los periféricos. • Interpretar y ejecutar las rutinas del sistema. Memorias Su función básica es la de almacenar datos y funciones del PLC. La memoria del PLC se divide principalmente en dos grupos: • Memoria Ejecutiva. Encargada de almacenar todos los programas del sistema, así como los protocolos necesarios para su compatibilidad y funcionamiento, básicamente contiene información sobre periféricos, comunicación y funciones especiales. • Memoria de aplicación: Se encarga de almacenar todas las variables y demás datos necesarios para la ejecución del programa y puede ser subdividida en dos áreas. o Área de datos, la cual contiene las tablas de entrada, de salida y registros de sistema. o Área de Usuario, contiene todo lo que es el programa creado por el usuario así como las variables, funciones y direcciones que el programador utiliza para su aplicación. Adicionalmente las memorias se pueden clasificar en dos grupos dependiendo de su uso y construcción. • Memorias volátiles o RAM (Random Access Memory): Las cuales se caracterizan por ser memorias de rápido acceso y se 16 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s utilizan cuando el contenido debe ser cambiado o para operaciones en el procesador. Pierden su contenido cuando se presenta una falla de alimentación y solo puede ser leída o escrita desde o hacia ella. • Memorias no volátiles (ROM. EPROM o EEPROM): Son memorias más lentas que las anteriores, sin embargo tienen la capacidad de retener su contenido aún cuando se presenten fallas en la alimentación. Se usan principalmente para almacenar el programa y demás registros que deben ser mantenidos en todo momento. Módulos I/O. El siguiente componente fundamental de un PLC son los Módulos I/O, a través de los cuales se obtiene la información sobre el estado o los valores de las variables del proceso y se envían las acciones de comando que son generadas al ejecutar las rutinas de control programadas en su memoria. Los PLC’s, generalmente poseen capacidad de expandir estos módulos para adecuar el dispositivo a los requerimientos del proceso. Estos se pueden dividir de la siguiente forma: Módulos digitales. Permiten la conexión entre los elementos de campo que utilicen o generen señales digitales y el CPU. Permiten al controlador conocer el valor de cualquier variable que utilice dos estados como señal de información. Envía comandos a diferentes dispositivos que tengan un comportamiento digital. Módulos Analógicos. Transforman las señales continuas (4-20mA, 0-5V, etc.) generadas por dispositivos o instrumentos instalados en el proceso (temperatura, presión, flujo, velocidad, voltaje, etc.) en 17 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s variables numéricas que puedan ser manejadas por el controlador. Permiten también que las señales de control continuas generadas por el procesador sean enviadas de forma de salidas analógicas que permiten regular el control continuo del proceso. Módulos Especiales. Son módulos mayormente opcionales, y permiten ejecutar funciones particulares, a fin de garantizar el manejo de un gran número de situaciones. Por ejemplo: Módulos para termocupla, para controles PID especiales, contadores de alta velocidad, etc. Dispositivos de Programación Son aquellos que proveen la capacidad de cargar o descargar programas desde y hacia el PLC. Comúnmente para la programación se emplea una PC, la cual se conecta al equipo por medio de un cable serie, USB o de red, sin embargo existen dispositivos alternativos como paneles extraíbles y computadores de mano, los cuales facilitan las labores de descarga y supervisión y de modificaciones menores en los programas. Módulos de Comunicación. Permiten la integración entre varios PLC y/o con otros dispositivos. Generalmente utilizan los protocolos industriales de comunicación estándar, lo que le brinda al sistema una versatilidad muchísimo mayor que al emplear comunicación serial únicamente. Son los que hacen posible la creación de sistemas centralizados y sistemas SCADA, con control y supervisión remota. 18 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Fuente de Alimentación. Son básicamente las encargadas de proveer la energía requerida por lo demás componentes del PLC. Normalmente se alimentan desde el sistema de energía AC de la planta o sistemas de respaldo (UPS) y la transforman y regulan en el voltaje DC necesario para a los componentes (procesador, memoria, módulos de entrada y salida, etc.). Adicionalmente monitorean voltajes (externos e internos) y producen alarmas al CPU en caso de alguna falla. 2.3.1.3. Tipos de PLC En la actualidad se encuentran en el mercado PLC’s de todos los tamaños y con características que se adaptan casi a cualquier requerimiento de un sistema de control. En la Tabla 1. se presenta una breve comparación de los PLC de distintos tamaños. Capacidades Especificación Número de E/S Discretas Capacidad de Expansión Número de E/S Analógicas Número máximo de chasis Capacidad de Micros Pequeños Medianos Grandes Desde 16 hasta 64 Desde 24 hasta 255 Desde 256 hasta 1.023 Más de 1.024 I/O por unidad básica I/O I/O directas Desde 64 hasta Desde 64 hasta 256 De 256 a 2.048 I/O Más 8.192 Desde 8 hasta 128 Desde 56 hasta 1.023 Desde 128 a 2.048 y I/O discretas más Desde 6 hasta 48 Desde 14 a 128 y más 128 Desde 2 hasta 32 En su mayoría no Desde 24 chasis usan chasis remotos remotos Entrada/Salida Velocidad de comunicación 9.600 baudios entre remotas Módulo de propósito especial chasis remotos remotos Desde 9.600 baudios hasta 128 k baudios Desde19,2 k baudios hasta 115 k baudios Desde 115 k baudios a 1 M baudios y más Algunos modelos Puerto paralelo, Interfase de Interfaz red ETHERNET, poseen: redes. Control de comunicación. Control video gráfico, generación Generador de motores, lógica I/O, de motores, ASCII, de pulsos, pulsos, fuente AC/CD, Interfase radio posicionamiento, multiplexado de interfaz con red local frecuencia (RF) emulado de CAD, I/O, (Lan), basic, pid bitácora de eventos, coprocesadores, lazo de despliegue numérico y control. posicionamiento, 19 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s modulación por alfanumérico. ancho de pulsos Características Unidad expansora de Control de válvulas, potencia, además de comunicación por fibra los módulos de los óptica, control de PLC’s pequeños. motores, y autodiagnóstico entre otros. Capacidad máxima de Desde 2K hasta Desde 4K hasta 64K Desde 16 hasta 64K 128 K y más Hasta 16 K Hasta 32 K Hasta 32 K 64 K y más < 10 ms 5 ms 4 ms 0,75 ms memoria 32K Procesamiento Memoria de aplicación y Memoria Tiempo de barrido por 1K de memoria Control PID No Matemáticas. Operaciones matemáticas Procesamiento y Memoria (Continuación) Lógicas No Matemáticas, Si Matemáticas, punto trigonométricas, flotante, lógicas, matrices trigonométricas Si Además de las anteriores, operaciones de doble de precisión Instrucciones de alto nivel Entrada de pulsos, Direccionamiento PID de relación, Control a lazo cerrado, incorporados. saltos indirecto, saltos, integración, filtro, diagnóstico de archivos, secuenciales, corrimiento de bits, funciones, carga y almacenamiento de pulsos PID, rampa transmisión de data descarga FIFO, banderas, resta doble Diagramas lógicos, Listado de estado Los anteriores y diagrama escalera diagramas lógicos, fortran, lotus, basic generador de función Lenguaje de alto nivel diagrama escalera Puerto serial Programado por: palabra o dos palabras C, assembler y los manejadores por los PLC’s medianos RS232, RS422 RS232, RS423 RS232, RS422, RS423 RS232, RS422, RS423 HH, PC HH, PC, CTR HH, VAX, PC HH, PC, CRT, VAX FD TL, FD TL, FD, EEPROM TL, DL, EEPROM LD, PL LD, PL PL, LD, I/O PL, LD, I/O Programador HH, Programa e interfaces Unidad especial CRT, Computador PI Carga de Programa: Unidad de Cinta TI, Disco flexible y otros Documentación: Listado PL Diagrama escalera LD, Cableado I/O Tabla 1. Comparación de los PLC según sus capacidades y tamaños. 20 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 2.3.1.4. Características y Ventajas de los PLC Lo modular y flexible de los PLC, permite que el sistema de control sea adaptado o expandido dependiendo del proceso a controlar. Por otra parte, su bajo mantenimiento y simplicidad de instalación, son los factores que han hecho que se consoliden como el dispositivo más utilizado para el control secuencial (En la Tabla 2. Se muestran las características y beneficios de los PLC). Entre las principales aplicaciones de los PLC tenemos: Industria química y petroquímica. Industria Manufacturera. Industria de Papel. Industria de vidrio y plástico. Industria alimenticia. Industria metalúrgica. Industria petrolera. Generación y distribución de energía eléctrica. Los PLC actuales los podemos definir como dispositivos de estado sólido que presenta la capacidad de almacenar instrucciones para implementar funciones de control, tales como: • Control de eventos secuenciales. • Control Temporizado. • Funciones de contador. • Funciones aritméticas. • Manipulación de datos. • Manejo de señales analógicas. • Comunicación. 21 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s CARACTERÍSTICAS Componentes de estado sólido Memoria programable Tamaño pequeño BENEFICIOS Larga duración Simplifica los cambios Flexibiliza el control Minimiza el requerimiento de espacio Basado en microcomputador Permite la comunicación y la multiplicidad de funciones. Elevado desempeño, Alta calidad Temporizadores/Controladores por Elimina Hardware software Permite cambios fáciles de funciones Control de relés por software Arquitectura modular Reduce Hardware, costo de cableado y requerimiento de espacio. Flexibilidad y facilidad en la instalación Expansibilidad Estaciones de I/O remotas Elimina el cableado y el ruido Indicadores de diagnóstico Reduce el tiempo de falla y de reparación Interfaces I/O modulares Fácil mantenimiento y cableado Desconexión I/O rápidas Facilita el servicio de conexión Todas las variables del sistema se Hace más útil el manejo del sistema y permite almacenan en la memoria generación de reportes Interfaces I/O variables Permite controlar mayor tipo de dispositivos Tabla 2. Características y Beneficios de los PLC. 2.3.1.5. Programación en escalera (Ladder Diagrams) El concepto original de los PLC, se fundamentaba en poder programar fácilmente el dispositivo, utilizando una representación efectiva de la lógica necesaria para controlar la máquina o el proceso. Esta representación involucraba el uso de los símbolos y expresiones ya existentes en los diagramas lógicos eléctricos. En base a esto, se obtiene un lenguaje de programación gráfico que es denominado Lenguaje de escalera. 22 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Inicialmente el lenguaje de escalera utilizaba instrucciones básicas, pero con el paso de los años, se le han incorporado funciones cada vez más complejas y poderosas, por lo que se ha convertido en un lenguaje avanzado de programación. Las funciones pueden ser diferentes dependiendo del fabricante del PLC, aunque en general se puede hablar de dos grupos de instrucciones en los diagramas de escalera, instrucciones básicas e instrucciones avanzadas. La clasificación de las instrucciones en cada uno de los grupos puede ser variable, sin embargo en la Tabla 3. se muestra una clasificación estándar en la mayoría de los fabricantes y modelos: Básicas • Contactos Avanzadas • Aritmética de doble precisión • Bobinas • Raíces cuadradas • Temporizadores • Mover registros • Contadores • Rotar registros • Bobinas retenidas • Diagnosticar ( Set y Reset ) bloques • Saltos • Transferir bloques • Suma • Secuenciadores • Resta • Funciones PID • Multiplicación • Manejo de redes • División • Comparaciones Tabla 3. Clasificación de las Instrucciones para diagramas escalera. 23 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s La representación de los diagramas de escalera está compuesto fundamentalmente por un área que contiene las condiciones que son evaluadas y por otra, la salida asociada a dichas condiciones tal y como se muestra en la Figura 15. Condiciones Salida Direcciones para la evaluación de la continuidad lógica Figura 15. . Dirección de evaluación de condiciones en diagramas escalera. Igualmente, en el diagrama de escalera se pueden incorporar funciones avanzadas, que se representan en el esquema como bloques funcionales. En la Figura 15 se presenta un diagrama de escalera con bloques funcionales que poseen líneas de habilitación, es decir, que las funciones se ejecutarán cuando las condiciones lógica asociadas se cumplan. Condiciones Bloque funcional salidas Instrucciones Bloque Figura 16. Ejemplo de un programa en diagrama escalera que incorpora Bloques Funcionales. 24 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s La programación en diagramas de escalera es una ventaja debido a la naturaleza gráfica de su representación, ya que facilita la visualización de las funciones o relaciones entre los diferentes elementos de un proceso y aún cuando la forma tradicional de programar un PLC es utilizando este tipo de diagramas, en algunos casos se puede tener especificado el funcionamiento del sistema en lenguajes o en técnicas relacionadas, que deben ser convertidas en diagramas de escalera para poder realizar su programación. Esta conversión se puede realizar de forma sencilla tal y como se muestra a continuación. Conversión de diagrama de relés a diagrama de escalera: Cuando se tiene un diagrama lógico basado en relé y se desea implementar las funciones a través de un diagrama de escalera, se utilizan contactos normalmente abiertos (NO), normalmente cerrados (NC) y bobinas, con las direcciones apropiadas, los cuales deben coincidir con las asignaciones de entradas y salidas en los módulos respectivos. La representación gráfica en ambos diagramas es muy similar. En la Figura 17 se presenta un proceso sencillo, su diagrama de control basado en relé y el equivalente en diagrama de escalera. Diagrama de proceso Agua 25 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Figura 17. Proceso y su respectivo control en diagrama de relés y su conversión a diagrama de escalera. Conversión de ecuaciones booleanas a diagrama de escalera: En muchos sistemas secuenciales, las condiciones de activación de algunos elementos están dadas por combinaciones tipo AND y OR de diferentes señales del proceso. En estos casos, la realización de estas funciones utilizando diagramas de escalera es muy sencilla y directa, y lo que hay que cuidar es la correcta agrupación de los elementos que conforman ciertas partes de la lógica, para que el resultado sea el deseado. La ecuación booleana es una función que asocia a una salida, diferencia la variable “y” las combinaciones de elementos que definen el estado de dicha salida. Para lograrlo, se deben utilizar llaves, paréntesis y corchetes que establezcan las prioridades de la ejecución de la lógica de los elementos. Supongamos que se tienen las siguientes ecuaciones booleanas: a) y = A . ( B. C + D . E ) + ( F . E ) b) y = A . ( B. C + D . E ) + F . ( E + D . B . C ) Su representación en diagramas de escalera, se muestra en la Figura 18. 26 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Y=A (B C+D E)+(F E) A F B C D E Y E Y=A (B C+D E)+ F (E+D B C) A F B C D E Y E D B C Figura 18. Representación en diagrama de escalera de la Ecuación Booleana Conversión de diagrama lógico a diagrama de escalera: Los diagramas lógicos se fundamentan en la utilización de símbolos básicos y no básicos para realizar funciones binarias que permiten representar operaciones del proceso, tales como: enclavamientos, secuencias de arranque y parada, condiciones de alarma y modos de operación de equipos. Los diagramas lógicos se leen de arriba a abajo y de izquierda a derecha. Esta forma de leer permite fijar la secuencia de operación del proceso. Para realizar el diagrama de escalera a partir de un diagrama lógico, es necesario entender bien el funcionamiento o la secuencia de operación del proceso y utilizar las instrucciones en el lenguaje de escalera adecuado que permitan reproducir el comportamiento 27 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s descrito en el diagrama lógico. Los símbolos utilizados para este tipo de diagramas, se indican en la norma ISA S5A. En la Figura 19 se muestra una secuencia de control representada en diagrama lógico, y su equivalente en diagrama de escalera. LSLL-01 NC AND HS-01 NO Reposición manual HS-01 A la bomba OR LSLL-01 Bomba Bomba Figura 19. Arriba el control de un proceso representado en diagrama lógico y abajo su equivalente en diagrama de escalera. 2.3.2. Variadores de Velocidad del Motor (Variable Speed Drives). Pueden ser llamados de distintas formas, VSD’s (Variable Speed Drives), VFD’s (Variable Frequency Drives), Inverters, AC Drives, etc. Son sistemas que controlan la velocidad rotacional de motores AC variando la frecuencia de la corriente que se le suministra al motor. Su principio de funcionamiento es relativamente sencillo, se sabe que en los motores AC síncronos, la velocidad viene determinada por la frecuencia de la alimentación y por el número de polos en los arrollados del estator, de acuerdo con la relación: 120. 28 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Donde: RPM = Revoluciones por minuto. f = Frecuencia de alimentación AC del motor (Hertz). P = Número de polos (Debe ser un número par). La constante 120, proviene de 60 segundos por minuto, multiplicada por cuantos pares de polos hay, que este caso son dos. Por ejemplo, un motor conectado directamente a una línea de 60Hz tendrá una velocidad síncrona de 1800RPM. 120.60 4 1800 Los variadores de frecuencia utilizan sus dispositivos de salida (IGBT’s, transistores, tiristores) solo como switches, únicamente apagándolos y prendiéndolos, ya que si se intentase utilizarlos como dispositivos lineales (como un transistor en su modo lineal) sería totalmente impráctico, ya que la potencia disipada en la salida sería del mismo orden que la entregada a la carga. Los Drives pueden clasificarse principalmente en 3 tipos. a) De Voltaje constante. b) De corriente constante. c) Cicloconversores o Cycloconverter. En un inverter de voltaje constante, el link DC, se mantienen aproximadamente constante durante cada ciclo de la salida. En drives de corriente constante, un inductor grande se coloca entre el rectificador de entrada y el puente de salida, de manera que la corriente que se entrega es casi constante. Por otra parte los Cycloconverter no poseen rectificador de entrada ni link DC, en este caso se conecta cada terminal de salida a la fase de entrada apropiada. De estos dispositivos, el más comúnmente utilizado es el Drive con 29 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s voltaje constante, usando un PWM para controlar tanto la frecuencia como el voltaje efectivo que se le aplica al motor. Un sistema VSD, generalmente consiste en un motor AC, un controlador y una interfaz con el operador, tal y como se muestra en la Figura 20. Figura 20. Componentes de un sistema VSD. 2.3.2.1. Controlador Está compuesto por dispositivos de potencia, de electrónica de estado sólido. En los diseños regulares, en la primera etapa se convierte la entrada AC en potencia DC por medio de un puente rectificador. Luego esta potencia DC intermedia, se convierte de nuevo en potencia AC cuasi sinusoidal por medio de un circuito inversor de conmutación, un diagrama básico del controlador, se muestra en la Figura 21. El rectificador generalmente es un puente de diodos de tres fases, sin embargo rectificadores controlados también pueden ser utilizados. Figura 21. Diagrama básico del controlador de un VSD. 30 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Las características de los motores AC, requieren que el voltaje aplicado sea ajustado cada vez que se cambie la frecuencia de operación para mantener el torque requerido. Por ejemplo, si un motor diseñado para operar a 460V y 60Hz, el voltaje aplicado debe reducirse a 230 cuando la frecuencia se ajuste a 30Hz, de esta manera la relación Voltios por Hertz se mantiene constante (460/60 = 7,67V/Hz en este caso). Para un desempeño óptimo algunos ajustes de voltaje adicionales pueden ser necesarios, embargo el mantener sin esta relación nominal es la regla más comúnmente utilizada. Este parámetro se puede cambiar si se desea modificar el torque del motor. Figura 22. Formas de onda de la salida de un PWM implementado en un VSD. El método usual para ajustar el voltaje que se le entrega el motor es mediante un PWM. Con el control de voltaje por PWM, los switches del inverter dividen la forma de onda cuasi sinusoidal de la salida en un grupo de pequeños pulsos estrechos (Ver Figura 22), a los cuales les varía su ancho. Esto se conoce como debilitamiento de campo y para motores AC, es mejor operarlos por debajo de la relación V/Hz nominal pero por encima de la velocidad síncrona del motor. Este modo de operación permite utilizar el motor a una velocidad mayor a la nominal en momentos donde el torque requerido sea menor al indicado en la placa del motor. 31 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 2.3.2.2. Interfaz con el usuario Provee de un medio para que el operador detenga arranque y ajuste la velocidad del motor. Adicionalmente se pueden incluir funciones como reversa, conmutación entre ajuste manual y ajuste mediante señales externas provenientes de otro elemento de control (Como un PLC). Regularmente incluyen un display alfanumérico y/o luces que informen sobre la operación del Drive. Algunos VSD’s incluyen una interfaz externa con teclado la cual se conecta al dispositivo mediante un cable para realizar los ajustes. También es común conseguir Drives con puertos de entrada que permitan la conexión de botones o pulsadores externos e incluso puertos de comunicación para realizar todo el proceso de ajuste, monitoreo y control usando un computador. 2.3.2.3. Operación de un VSD. Cuando se arranca un motor con un VSD, este inicialmente aplica un bajo voltaje a una baja frecuencia (Típicamente 2 Hz o menos), esto evita que se produzcan los picos de corriente que aparecen cuando se le aplica voltaje al motor mediante el encendido de un switch. Durante el arranque el voltaje y la frecuencia aplicados al motor se van incrementando en forma de una rampa controlada para acelerar la carga sin tener consumos de corriente excesivos. El método típico de arranque, permite al motor desarrollar hasta un 150% de su torque nominal, mientras que la corriente que demanda es solo 50% por encima de la nominal; cuando un motor se pone en marcha mediante una simple conmutación a su voltaje de operación, inicialmente demanda por lo menos una corriente de 300% su corriente nominal, mientras que desarrolla un torque menor al 50% del nominal. 32 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s En un VSD la secuencia de parada es exactamente lo opuesto de la de arranque. La frecuencia y el voltaje aplicados al motor decrecen en forma de rampa controlada. Cuando la frecuencia se aproxima a cero, el motor se apaga. Una pequeña porción de torque de frenado está disponible para ayudar a desacelerar la carga un poco más rápido de lo que lo haría si el motor simplemente se desconectara. Es posible obtener un torque de frenado mayor, si se añaden circuitos de frenado que ayuden a disipar o devolver a la línea, la energía producida en el frenado regenerativo. 2.3.2.4. Rangos de voltaje permitidos. Actualmente los drives se encuentran disponibles en rangos de voltaje y corriente que satisfacen la mayoría de los motores trifásicos que son fabricados para aplicaciones con voltajes y corrientes de línea estándar. Los que operan entre 110V y 690V son clasificados como unidades de bajo voltaje, y están diseñadas para ser utilizadas en motores en un rango de potencias de 0,2kW o ¼ hp hasta 750kW o 1000hp. Los de voltaje medio operan entre 2400/4160volts (60 Hz), 300 volts (50 Hz) o hasta 10 kV. En algunas aplicaciones se emplea un transformador para elevar el voltaje entre un drive de bajo voltaje y una carga de voltaje medio. Estas unidades de voltaje medio están diseñadas para ser utilizadas típicamente en motores cuyos rangos de potencia de 375kW o 500hp en adelante. 33 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 3. TRABAJOS REALIZADOS Para el desarrollo del proyecto, este se dividió en 4 fases fundamentales: • Ingeniería Conceptual. • Ingeniería de Detalle. • Instalación y arranque. • Documentación. 3.1. Criterios de Diseño del sistema a implementar Es la búsqueda de soluciones que permitan adaptar los equipos de automatización seleccionados (En este caso el PLC y el VSD) a los esquemas de funcionamiento originales de la máquina, para ello se debe hacer énfasis en dos puntos clave, el número de I/O necesarios y las tensiones de trabajo de todos los elementos involucrados. El levantamiento de campo nos permite conocer la cantidad de señales y elementos con los que se trabajará y a partir de ellos se dimensionará el diseño a fin de hacerlo lo más eficiente posible. Por otra parte las tensiones de alimentación constituyen un punto fundamental en todo el proceso de integración, y las incompatibilidades en este aspecto deben ser solventadas de una manera que no comprometa el buen funcionamiento del sistema. Esto ciertamente es un aspecto a considerar a fondo en la fase de selección de equipos, pero debe ser tomado en cuenta a la hora de comenzar el diseño. Cuando se desea automatizar una máquina que se encuentra originalmente funcional, hay que tener en cuenta varios aspectos para garantizar su correcto funcionamiento. Funcionalidad El diseño debe ser, tan o más funcional que el original y se debe asegurar a los operadores les resulte tan familiar como el resto de las máquinas de este mismo estilo. Para ello es indispensable mantener la secuencia y estrategia de funcionamiento y eso 34 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s implica conservar las posiciones y estilos de los pulsadores, interruptores y demás elementos que los operarios manipulan a la hora de hacer funcionar la máquina. Robustez El sistema estará sometido a un ambiente de trabajo muy hostil y propenso a maltratos por parte de los trabajadores de la empresa, es por eso que debe tratar de hacerlo lo más compacto y blindado posible, utilizando equipos resistentes y con tecnología adecuada a la industria. Para esto es de vital importancia que los componentes a implementar cumplan con los requerimientos eléctricos, de potencia y de seguridad que el sistema requiere, a fin de disminuir el número de componentes externos a implementar. Mantenibilidad. El mantenimiento del sistema debe ser mínimo, y en caso de existir debe ser sencillo y realizable por cualquier personal técnico sin un nivel de instrucción demasiado elevado. Para cumplir con esto, en primer lugar, se deben emplear equipos fácilmente reemplazables, como relés extraíbles en sus bases los cuales son fácilmente intercambiables, contactores, guardamotor y PLC en un riel movible. Adicionalmente se escogen equipos que se encuentran actualmente en el mercado nacional y cuenten con un soporte técnico especializado que puede prestar ayuda a la hora de una falla mayor, este aspecto es de vital importancia, ya que disminuye de forma importante los tiempos de reparación y costos de mantenimiento y/o equipos. Confiabilidad El diseño del sistema se realizó de una forma en la que los únicos componentes críticos son el PLC y el VSD, lo que permite que a la hora de que algún otro falle, exista la posibilidad de mantener la máquina en funcionamiento, adicionalmente, en el programa se tomaron en cuenta elementos como fallas en la alimentación eléctrica, pérdidas de memoria y rearranques inesperados del PLC. Adicionalmente la 35 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s programación del mismo se realizó en diagrama escalera empleando instrucciones básicas que pueden ser trasladadas casi a cualquier dispositivo de este tipo. La reducción en el número de componentes también es un elemento que aumenta la confiabilidad del sistema, ya que se tienen menos equipos propensos a fallas. Seguridad El sistema original contaba con mecanismos de seguridad como por ejemplo señales de parada al abrirse una puerta, al romperse un hilo, una aguja, bajo nivel de aceite y al alcanzarse el número de vueltas predeterminado, todas estas se mantuvieron en el nuevo diseño pero adicionalmente se incluyeron dos medidas adicionales de seguridad, la primera consiste en colocar todas las señales de parada que fuesen posibles normalmente cerradas (fail-safe), de manera que si se produce una rotura de cable, o desperfecto en la transmisión de las mismas el sistema se detendrá y la falla será fácilmente identificada en los indicadores luminosos del PLC. La segunda consiste en un disparo automático de la alimentación del motor por parte del VSD al momento de que le sea exigido un requerimiento de torque mayor al normal, esto evitaría que cualquier atascamiento de la maquina cause daños a la misma o a las personas. 3.2. Ingeniería Conceptual/Básica. En esta fase se realizó todo lo concerniente a la recopilación de información existente sobre el funcionamiento de la máquina y el control instalado, posteriormente se llevó a cabo un levantamiento de campo para verificar la ubicación y naturaleza de las señales de interés. Una vez conocidos estos parámetros, se procedió a evaluar una hoja con las especificaciones básicas de los equipos para estudiar la disponibilidad y distintas opciones en el mercado. 3.2.1. Investigación y revisión de la documentación existente. Es una fase fundamental para entender el tamaño y el alcance del sistema que se requiere, se basa principalmente en la revisión de planos, hojas de 36 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s especificaciones y todos los demás documentos referidos a la parte eléctrica de la máquina, sin embargo el contenido de estos documentos no puede ser tomado a priori como definitivo, ya que durante la vida útil de la maquina, es bastante probable que se hayan realizado cambios sin ser documentados. Para esta fase, se recomienda al menos revisar con detalle los siguientes documentos: Manual de Usuario y Manual de Mantenimiento. Generalmente, no poseen mucha información sobre la parte eléctrica ni los componentes que allí actúan, sin embargo nos brindan una visión macro del funcionamiento de la máquina. Debemos basar nuestra atención en los parámetros a controlar, como por ejemplo las acciones de parada del motor por rotura de aguja, rotura de hilo, apertura de puertas, bajo nivel de aceite y todas aquellas variables importantes que actúen en el proceso, aún cuando todavía no hayamos entrado de lleno en qué tipo de señales las producen o como se interpretan. Plano eléctrico general. Es aquel proporcionado por el fabricante, en donde se muestra de forma básica la estrategia de control y las conexiones eléctricas de la máquina. En él se deberán identificar las tensiones de operación, señales asociadas al control, el manejo de dichas señales e incluso las conexiones de potencia y protecciones. En nuestro caso en particular, se trabajó con señales de control a 24VAC, y una alimentación de línea a 220VAC en 3 fases. Este plano no suele mostrar en detalle el funcionamiento de los componentes más especializados ni ahondar en el tratamiento de las señales, sin embargo nos refiere a los dispositivos esenciales, como lo serían en nuestro caso, el circuito interno del contador, el BOX VS-G de los alimentadores y el circuito eléctrico que controla la aceitera, los cuales si tendrán una incidencia importante en el diseño del sistema de control. 37 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Circuito interno del contador. Este plano nos permite conocer el funcionamiento del contador así como la función de cada uno de los cables que se derivan del circuito. El esquemático de este circuito se encontró únicamente dentro de los contadores instalados. El plano redibujado de este circuito, se muestra en la Figura 23. Figura 23. Diagrama del circuito interno del contador de vueltas. BOX VS‐G. Es básicamente un dispositivo que se encarga de proveer a los alimentadores el voltaje requerido, evitar paradas indeseadas por rebotes en los sensores y aislar la señal de parada que ellos envían, del circuito de parada de la máquina, además permite desarrollar un solo sistema de control para máquinas cuyos alimentadores sean de uno o dos polos. La información más detallada del funcionamiento de estos dispositivos, se puede encontrar en el MPF-K Instrucciones de Operación (Operating Instructions), suministrado por el fabricante. Sin embargo, si lo que se desea es adaptar este dispositivo al 38 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s nuevo esquema automatizado de control, bastaría con conocer el diagrama de conexiones (Figura 24) Figura 24. Diagrama de conexiones del VS-G Box. Circuito de control interno Aceitera. Controla la presión de aire que alimenta la aceitera para una correcta nebulización de aceite y además alerta a la máquina de bajo nivel de lubricante. El circuito interno de este dispositivo es un poco más complejo que los anteriores, sin embargo para aplicaciones prácticas basta con identificar de manera precisa las conexiones. El diagrama se muestra en la Figura 25. y puede encontrarse en el Manual de Manutención para Máquina Circular Mayer “MV1”. 39 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Figura 25. Diagrama del circuito interno. Control del aire comprimido en la aceitera. Arranque Δ‐Y Este tipo de máquinas varían su velocidad alternando entre conexiones Δ y Y del motor, por lo que era necesario utilizar contactores separados para marcha lenta o jog y la marcha rápida, y relés temporizados para el arranque. Sin embargo con la incorporación del variador de frecuencia al sistema, se eliminan todos estos componentes y se amplía mucho más, el rango de velocidades posibles. 40 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 3.2.2. Levantamiento de Campo. En esta fase, se busca comprobar la información contenida en el plano general de la máquina y realizar las inclusiones necesarias, para lo cual se hizo un seguimiento de cada una de las señales, desde donde se origina, hasta el cajetín de control ubicado a uno de los costados de la maquina. Antes de comenzar a levantar el cableado, se desconectó el conector que lleva las señales desde el cajetín de control hasta el tablero principal, esto para no tener ningún voltaje en los mismos y eliminar los lazos (loops). Luego de identificar y ubicar los lazos se eliminó el cableado sobrante, y donde fue necesario se reemplazó el existente. Entre las señales que se levantaron podemos mencionar las siguientes: • VS-G-BOX: o Conformado por 3 lazos, a saber: • 24VAC (Alimentación). 2 señales de parada. Sensores de Aguja: o Conformado por un lazo (2 cables) que alimentan a los sensores. Si alguno de los sensores se ha disparado, existirá continuidad con el chasis de la máquina (tierra), por ello se debió revisar que ninguno de los sensores estuviese disparado. • Puertas: o Conformado por un lazo. Si las puertas se encuentra cerradas, debería existir continuidad entre ambos cables, los cuales llevarían una señal de 24VAC, por otra parte si alguna de ellas se abre se perdería esta continuidad y solo el cable de alimentación estaría energizado. • Pulsadores y Switches: o Arranque (Start): Conformado por dos lazos de control independientes, uno para los pulsadores del lado derecho y 41 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s posterior de la máquina y otro para el pulsador del lado izquierdo. Son contactos NC y solo se tendrá continuidad entre ambos extremos cuando este se encuentre presionado. o Marcha lenta (Jog): Son exactamente dos lazos al igual que para el caso de los pulsadores de arranque (Start). Generalmente el cable que alimenta al pulsador de arranque (Start), también es utilizado para alimentar el pulsador de marcha lenta (Jog). o Parada (Stop): A diferencia de los casos de pulsadores de arranque y marcha lenta (Start y Jog), estos dispositivos tienen un contacto NC y otro NA, por lo que se tiene cuatro lazos independientes, dos para los pulsadores del lado derecho y posterior, y dos para los pulsadores del lado izquierdo. o Aceitera. Como se puede observar en la Figura 25, las señales de este dispositivo son 4: 24VAC (Alimentación) 0VAC(Alimentación) Una señal de activación. Una señal que indica parada por bajo nivel de aceite. o Contador: La logística de cableado es muy parecida a la de la aceitera pero se incluyen los impulsos. 24VAC (Alimentación) 0VAC(Alimentación) Una señal de activación. Una señal que indica parada cuenta alcanzada. Lo que indica que la cuenta del número de vueltas predeterminada para el tamaño del rollo deseado ha sido alcanzada. 2 cables a los cuales va conectada la Señal de impulso. Se compone de un contacto NC que abre para indicarle al circuito del contador que la máquina ha completado una vuelta. 42 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s También se incluyeron en este levantamiento los switches y selectores, a fin de identificar cada uno de ellos. Estos dispositivos utilizan 24VAC para el control, lo cual será cambiado por 24VDC a fin de simplificar el uso del PLC. Las señales que se levantaron fueron las siguientes: o Switch para la desactivación de parada por Alimentadores. o Switch para el cambio de la velocidad del motor. o Switch de encendido de la luz. o Selector de los ventiladores en sus 3 modalidades: Encendido. Apagado. Auto. Adicionalmente se levantó el lazo que controla el encendido de la luz piloto ubicada en el panel frontal, en el cual si se mantendrá el voltaje de 24VAC. El próximo paso consistió en identificar las señales de potencia en el tablero de control, a saber: 1) Alimentación de Línea. a) 3 cables de fase (L1, L2, L3) y el neutro. 2) Cables al motor, configuración Y. a) Tres cables de alimentación (U1, V1, W1). b) Uno de los polos para el fusible (Será removido porque se instalará un guardamotor). c) Tierra. 3) Cables al motor, configuración Δ. a) Tres cables de alimentación (U2, V2, W2). b) El polo para el fusible térmico. c) Tierra. 43 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 4) Cables para el transformador utilizado para el arranque (Será removido y reemplazado por el variador). 5) Transformador de control. a) T1 Alimentación. b) T2 Alimentación. c) Tierra. d) 0VAC. e) 24VAC. f) 27VAC. g) 32VAC. h) 0VAC. i) 22VAC. 6) Ventilador. a) T1 (Alimentación). b) T2 (Alimentación). c) T3 (Alimentación). d) Tierra. 44 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 3.2.3. Diseño Básico. Luego de tener una visión clara y amplia del funcionamiento de la máquina así como de las señales que intervendrán en el sistema de control, se procedió a hacer en una primera aproximación un diseño de los componentes que se deberian incluir para luego comenzar a contactar a los fabricantes y evaluar los equipos disponibles y las capacidades de cada uno. SENSORES MOTOR C O N T R O L P O T E N C I A PLC AJUSTE CONTROL VSD PC P O T E N C I A P O T E N C I A 120 VAC; 1 fase 60 Hz Figura 26. Arquitectura básica del sistema a implementar En primera instancia, se elaboró un diagrama básico de los componentes y las conexiones asociadas al sistema utilizando el software Microsoft Visio® como se muestra en la Figura 27, allí se representaron los relés, contactores, PLC y VSD a implementar, así como las respectivas señales asociadas al sistema, este diagrama fue de gran utilidad a la hora de presentar el diseño básico tanto a los representantes de la empresa como a los fabricantes de los equipos que se entrevistaron, ya que proporcionaba una visión macro de la propuesta y a la vez permitía identificar el tipo de equipos requeridos. 45 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Figura 27. Diagrama básico del sistema a implementar. Posteriormente se profundizó en el análisis de la propuesta, usando el software Automation Studio®, el cual nos permite diagramar un sistema completo y además simular su funcionamiento, sin embargo durante esta etapa se presentó la limitante de incorporar las funciones del VSD en el diagrama y en la simulación. Por lo que en la misma no se podían apreciar las diferencias de velocidad en el motor. Sin embargo usando otros elementos alternativos como relés que activasen el motor, se logró dar una primera aproximación bastante buena del sistema global y su funcionamiento. Con este software se emplearon elementos externos como switches para simular banderas internas del controlador y señales de los sensores, pulsadores y switches. En la Figura 28 se muestra la parte de la simulación correspondiente a las entradas y salidas del sistema así como los elementos de programa que se deben simular externamente y algunas salidas representadas con elementos luminosos aún cuando activan o desactivan otro componente que no puede ser incorporado a 46 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s la simulación por limitaciones del software. En la Figura 29 se muestra la programación en diagrama escalera que gobierna la simulación. Figura 28. Diagrama de los componentes de entrada y salida de la simulación en Automation Studio®. Figura 29. Diagrama escalera del programa que controla el funcionamiento de la simulación en Automation Studio®. 47 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 3.2.4. Especificaciones Técnicas Equipos Principales. Una vez realizada la aproximación al sistema, se procedió a especificar las características técnicas con las que debían cumplir los equipos que se implementarían para ellos se consideraron aspectos como la alimentación de los componentes que no serían reemplazados, especificaciones del motor a controlar, naturaleza y número de las señales. Con ello, se elaboraron las especificaciones mínimas que se muestran en la Tabla 4. EQUIPO Relés Contactor Contactor Guardamotor ESPECIFICACIONES CANTIDAD Bobina 24 VAC. 8 patas o con contacto NA. Bobina 24 VAC. Capacidad Nominal 32A. Bobina 24 VAC. Capacidad Nominal 20A. 3 fases. Regulable hasta al menos entre 9 y 12A. 3 1 1 1 Salida de 24VDC. Rectificador Capacidad de Salida Mínima de 0,3A. 1 Alimentación 110VAC. 13 entradas digitales a 24VDC. PLC 9 Salidas a relé. 1 Alimentación 110VAC. Potencia mínima 3KW VSD Alimentación 2 fases 220VAC 1 Display integrado Resistencia de Frenado 3KW 1 Tabla 4. Especificaciones básicas de los componentes a implementar. 48 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 3.2.5. Selección de equipos. Luego de todos los datos obtenidos, se procedió a hacer un estudio de mercado sobre los quipos disponibles y posteriormente tomar la decisión. Para esto se contactaron a los cuatro principales fabricantes de PLC’s y VSD’s presentes en Venezuela, ABB, Allen Bradley, Telemecanique y Mitsubishi. Con cada uno de ellos se pautó una entrevista en la cual se les pudiese presentar el proyecto, cuáles eran los requerimientos y las necesidades que debían satisfacer. Una vez finalizadas las entrevistas los cuatro fabricantes presentaron distintas propuestas para el sistema las cuales se resumen en las tablas siguientes. Propuesta de ABB Precio Precio + (BsF.) IVA (BsF.) CPU 64KB 24VDC Memory Card Slot 579,05 631,17 CPU Terminal Base AC500 347,43 378,70 Digital Input Module, 32DI 24 VDC, 1‐wire. 550,10 599,61 463,21 504,90 289,54 315,60 Dummy Coupler Module 14,46 15,76 Lithium Battery 101,31 110,43 549,90 599,39 246,08 268,23 2.602,80 2.837,05 ACS‐350 Trifásico 200‐240V Uso Normal 4Kw. 1.520,00 1.656,80 Equipo Modelo Digital Input/Output Module, 8DI 24 VDC, 8 PLC DO Relay, 2‐wire. 2 I/O Terminal Unit 230VAC Relay Screw Terminals Relés 10 Screw Optocouper 24VAC‐DS Input / 5 upto 58 VDC Output 2A Cable Programming Cable Dsub / Dsub Software Programming Software Drive 49 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 17,6A Pesado 3KW 13,3 Bastidor R2 Con chopper de frenado, resistencia de frenado y panel de control básico Fuente 24VDC Total con Software Total sin Software 375,71 409,52 7.639,59 8.327,15 4.790,71 5.221,87 Tabla 5. Cotización de la propuesta de ABB. Propuesta de Mitsubishi Equipo Modelo PLC FX‐1N Drive FRE520‐3.7K Cable FX‐USB‐AW Licencia (Software) Precio Precio + (BsF.) IVA (BsF.) FX1N40MR‐ES‐9 3.645,71 3.973,82 3.300,00 3.597,00 1.225,00 1.335,25 3.990,00 4.349,10 Descripción Cable USB para programar el PLC Software para programar el PLC Total con Software Total sin Software 13.255,17 8.906,07 Tabla 6. Cotización de la propuesta de Mitsubishi. 50 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Propuesta de Telemecanique Equipo Modelo PLC TWIDO Drive ATV31 3F Software + Cable Precio Precio + (BsF.) IVA (BsF.) 1483 1616,47 3F 200…240 ‐ 3KW 2150 2343,5 PC‐PLC USB 759 827,31 295 321,55 174 189,66 9…14A 225 245,25 Regulada 24VDC 3A 627 683,43 5713 6227,17 4954 5399,86 Descripción 24VDC, 30inputs 10 Outputs 5 Relés auxiliares 8 PINES 2NA/NC 8 Pines 2NA/NC Bobina 24VAC BOBINA 24VAC Contactor Guardamotor GV2ME16 Fuente Total Con Software Tripolar 18A 220VAC Total Sin Software Bobina Tabla 7. Cotización de la propuesta de Telemecanique. 51 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Propuesta de Allen Bradley Equipo PLC Modelo Miclologix 1000 Llave del Software Software USFT Software Precio Precio + (BsF.) IVA (BsF.) 32 I/O 1.576,40 1718,27 440,00 479,60 Spanish CD 4.960,00 5.406,40 Descripción RSLOGIX 500 Standard Cable Micrologix 100 to PC 217,00 236,53 Drive PF70 AC‐Drive 3F 240 (208) ‐ 3HP 2.150,00 2.343,50 17 Relés 35,70 c/u 606,90 661,52 14,14 c/u 240,45 262,09 428,00 466,52 17 Bases de Relé Fuente Total con Software AC/DC DINT MINT PWR SPLY 30W 24‐28V Total sin Software 10.618,75 11.574,44 5.218,75 5.688,44 Tabla 8. Cotización de la propuesta de Allen Bradley ` Luego de obtener todas las cotizaciones requeridas, se procedió a evaluar otros aspectos importantes sobre el fabricante que suplirá los equipos, las propuestas presentadas por los proveedores cumplían con los requerimientos técnicos mínimos de entradas y salidas en el PLC y de manejo de potencia y corriente en el VSD y demás componentes, además las tecnologías que propusieron eran similares; debido a esto se elaboró la Tabla 9. la cual junto 52 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s con la presentación que se encuentra incluida en los anexos se presentó a la Soporte Técnico. R R Mitsubishi R Allen Bradley Excelente Calidad de servicio. Telemecanique ABB empresa y tomaron la decisión. R R R R Disponibilidad de equipos en Stock. R R Rapidez en la entrega. R R R R Modalidad Try and Buy. R Experiencia en la empresa con esta marca de equipos. PLC's Modulares R Visitaron la planta para ver el proceso R Rápida Respuesta en cotización e inquietudes R R R R Tabla 9. Comparación de los proveedores La selección se basó principalmente en la velocidad de entrega, precios y características adicionales. Una vez analizados todos estos aspectos, se llego a la conclusión de que ABB, con su sistema modular y precios competitivos, era el fabricante que mejor cumplía con los requerimientos. Sin embargo los tiempos de entrega de algunos de los equipos eran de 30 a 32 semanas, lo cual lo hacía totalmente inviable para los propósitos de la pasantía. Por lo tanto se escogió al fabricante que se encontraba en segundo lugar, que se trataba de Telemecanique con quienes la empresa ya tiene experiencia en equipos similares instalados en otras máquinas de la planta. 53 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 3.2.6. Equipos Seleccionados. Basados en los resultados del análisis de ofertas y las consideraciones tomadas en la ingeniería básica se seleccionaron para el sistema los equipos mostrados en la Tabla 10. Equipo Modelo Cantidad Telemecanique PLC Twido ‐ TWDLCAA24DRF VSD (Inverter) Rectificador 24VDC Guardamotor Contactor * Contactor* Relé 8 pines Base para relé 8 pines Resistencia de Frenado* Telemecanique Altivar ‐ ATV31HU30M3XA Telemecanique ABL7 RE2405 Telemecanique GV2ME16 / 9 ‐ 14A Square D ‐ Class 8502 Type PE 5.00 ‐ Series B Square D ‐ Class 8502 Type PD 3.10E ‐ Series B Telemecanique RUMC2AB1B7 Telemecanique RUZC2M Mitsubishi FR‐ABR‐3.7K 1 1 1 1 1 1 3 3 1 Porta Fusible 6x32 1 Fusible 6x32 1 Tabla 10. Equipos implementados en el sistema final. *Estos Dispositivos se encontraban disponibles en la empresa. 54 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 3.3. Ingeniería de detalle, Construcción (Instalación) y Arranque 3.3.1. Programación de los equipos 3.3.1.1. PLC Tras seleccionar el PLC Twido de la compañía Schneider Electric se programó el mismo utilizando el software proporcionado por el mismo fabricante (TwidoSoft V2.0), el cual presenta una interfaz fácil de utilizar y su programación se hace en diagrama escalera, el cual permite una ejecución secuencial y ordenada de las instrucciones. Los principales pasos para la programación realizados en el que brinda este software se muestra a continuación: Introducción a TwidoSoft Iniciar un nuevo proyecto 55 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Acceder a la pantalla de Símbolos Agregar símbolos 56 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Definición de Símbolos Direccionamiento de los Símbolos 57 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Acceder a la pantalla de Programa Programación 58 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Se crea el programa que se ejecutará de forma secuencial en el PLC. Análisis del Programa 59 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s En el análisis del programa se verifica que el mismo no pese ningún error, y en caso de haberlo, nos indica cual es y en que parte del programa se encuentra para poder corregirlo, una vez analizado el programa, se puede conectar la computadora con el PLC. Conectar 60 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Comprobar Puerto de Comunicaciones Este paso es opcional y solo hace falta realizarlo si la computadora no reconoce automáticamente el puerto virtual que se crea cuando se conecta el cable. Si aparece una ventana de error que indica que es imposible abrir el puerto solicitado (Usualmente COM1), se debe verificar en TwidoSoft, cual fue asignado a la conexión y en la ventana de protocolo de comunicación que aparecerá luego del error, se selecciona el mismo puerto. Luego de esto se puede regresar al paso de conexión. 61 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Para una información u orientación más detallada sobre el uso del programa y las características específicas de cada función, se recomienda revisar la ayuda de TwidoSoft. Se definieron primero las variables y posiciones de memoria a implementar, las cuales se muestran en la Tabla 11. 62 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Dirección Símbolo Descripción Señal proveniente del selector del panel de %I0.0.0 FAN_AUTO control, que indica que el ventilador se encuentra en modo automático Señal proveniente del selector del panel de %I0.0.1 FAN_ON control, que indica que el ventilador se encuentra en modo ON (Encendido) Señal que proviene de los pulsadores de %I0.0.2 JOG_IN jog, e indica que se desea mover la máquina bajo esta modalidad. Señal que proviene de los pulsadores de %I0.0.3 START_IN Start e indica que se quiere poner en marcha la máquina. Señal proveniente de los pulsadores de %I0.0.4 STOP_IN Stop e indica que se desea hacer una parada manual de la máquina. Proviene del botón de velocidad ubicado %I0.0.5 SELECTOR_VELO en el panel de control y determina si la CIDAD máquina se moverá a velocidad rápida o lenta cuando se ponga en marcha. Señal de encendido de la luz de la %I0.0.6 LUZ_IN máquina. Proviene del switch en el panel de control. %I0.0.7 %I0.0.8 VSG ALIMENTADORES _OFF Señal de parada por rotura de hilos, proveniente de la VS-G BOX. Señal proveniente del panel de control que desactiva la parada por rotura de hilo proveniente de los alimentadores. Señal de parada proveniente del contador. %I0.0.9 CONTADOR Se genera cuando la máquina ha alcanzado el número de vueltas predeterminadas. %I0.0.10 PUERTAS %I0.0.11 SENSOR_AGUJAS %I0.0.12 ACEITERA Señal de parada por apertura de puertas. Señal de parada proveniente de los sensores de aguja rota. Señal de parada proveniente de la aceitera. 63 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s %M0 SENSORES_OK Bandera interna del sistema que indica que todos los sensores se encuentran OK. Bandera interna, que indica que el PLC %M1 ARRANQUE acaba de ser arrancado o se está recuperando de una parada inesperada. %M2 STATUS_OK Bandera interna que indica que la máquina está lista para operar. Bandera interna que se enciende cuando %M3 PARADA se ha detectado algún elemento que requiera detener la máquina. %M4 RUNNING Bandera interna que indica que el sistema se encuentra en estado running. Bandera interna que indica que el sistema %M5 JOGGING está en estado Jogging o marcha paso a paso. Bandera interna que indica que hay una petición o el motor se encuentra en %M6 AUTO movimiento, por lo que todos los dispositivos asociados al mismo se deben encender. %M7 START_FAN %M8 START_MOTOR %Q0.0.0 Bandera interna que controla la salida hacia le contactor de los ventiladores. Bandera interna que controla la señal de arranque de motor que va hacia el VSD. CONTACTOR_MO Salida correspondiente al contactor del TOR %Q0.0.1 FAN_OUT %Q0.0.3 LUZ_OUT %Q0.0.4 RUN %Q0.0.5 JOG %Q0.0.6 VEL_2 motor. Voltaje AC Salida correspondiente al contactor de los ventiladores. Voltaje AC Salida hacia la luz interna de la máquina. Voltaje AC. Salida hacia el VSD que indica modo RUN del motor. Voltaje DC Salida hacia el VSD, que indica modo JOG. Voltaje DC. Salida hacia el VSD, que determina a qué 64 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s velocidad trabajará el motor cuando se encuentre en modo RUN. Voltaje DC. %Q0.0.9 ACTIVACION Salida de activación del contador y del dispositivo de lubricación Voltaje AC. Bandera de sistema que indica primer %S0 COLD_START ciclo de ejecución del PLC luego de una falla en la alimentación sin pérdida de memoria. Bandera de sistema que indica primer ciclo %S1 HOT_START de ejecución del PLC luego de una falla en la alimentación con pérdida de memoria. %S13 FIRST_CYCLE Bandera de sistema que indica primer ciclo de ejecución del PLC. Tabla 11. Dirección, símbolo y descripción de las variables implementadas durante la programación del PLC. A partir de estas variables se desarrollo el programa que regirá el funcionamiento de la máquina, el cual se muestra a continuación. Escalón #0 Comprueba el estado de cada uno de los sensores que actúan en el proceso, y activa una bandera (SENSORES_OK) solo si todos se encuentran en su estado seguro. Es la primera comprobación que se ejecuta en cada ciclo de CPU de manera de que no se produzca ningún arranque sin esta condición de seguridad previamente comprobada. 65 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Escalón #1 Las posiciones de memoria correspondientes a las variables FIRST_CYCLE, COLD_START, y HOT_START representan banderas internas del sistema, las cuales se activan cuando el sistema acaba de ser encendido, se acaba de recuperar de una perdida de energía sin pérdida de memoria, o se acaba de recuperar de una caída de alimentación con pérdida de memoria, respectivamente. Por lo tanto, este escalón enclava una bandera (ARRANQUE) que indica que cualquiera de estas situaciones se ha presentado y evita el arranque o re-arranque de la máquina. Escalón #2 Complementa al Escalón #1 en su función de seguridad, ya que desactiva la bandera que inhabilita el arranque, solo cuando la condición de encendido o pérdida de energía ha sido solventada y uno de los pulsadores es presionado. Esta última medida para evitar re-arranques de la máquina y asegurar que el operador se encuentra al tanto de la parada. 66 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Escalón #3 Activa la bandera STATUS_OK cuando los sensores se encuentran en su estado seguro y la bandera ARRANQUE no se encuentra activada. Escalón #4 Enciende la señal de parada cuando aparece alguna de las condiciones antes mencionadas (Se apaga la bandera SENSORES_OK o la bandera ARRANQUE se encuentra encendida) o al presionarse alguno de los pulsadores de STOP que se encuentran en la máquina. Al ocurrir alguna de estas situaciones, se enclava el status PARADA para la máquina y se desactiva el status RUNNING en caso de encontrarse activado. Una vez que PARADA se encuentra activado, el programa no vuelve a entrar a este escalón. Esto con el fin de ahorrar recursos de procesamiento y activaciones iterativas en cada ciclo. 67 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Escalón #5 Enclava programa en status RUNNING cuando se recibe una señal de alguno de los pulsadores de START de la máquina, luego de comprobar que la bandera STATUS_OK se encuentra activada y que ninguno de los pulsadores de STOP se encuentra presionado. Escalón #6 Coloca el programa en status JOGGING (Marcha paso a paso) cuando se recibe una señal de alguno de los pulsadores de JOG y luego de comprobar que la bandera STATUS_OK se encuentra activada y no se encuentra presionado ninguno de los pulsadores de STOP ni el sistema se encuentra en modo RUNNING. A diferencia del escalón anterior, en este, el status JOGGING no se enclava sino que se mantiene mientras que el pulsador esté presionado. 68 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Escalón #7 Al activarse el STATUS de PARADA, automáticamente se desactiva la bandera START_MOTOR, la cual posteriormente será utilizada para dar la señal de arranque al VSD. Escalón #8 Cuando el status del programa se encuentra en RUNNING o en JOGGING se enciende la bandera AUTO, la cual posteriormente dará las señales de acción correspondiente a cada uno de los dispositivos que deban activarse al encender el motor. Escalón #9 Se activa la salida encargada de cerrar el contactor del motor una vez que el PLC comienza a correr el programa y se mantiene de esta forma mientras el mismo se encuentre encendido. Escalón #10 Cuando la bandera AUTO se activa, se producen las señales de activación de todos los dispositivos asociados. START_MOTOR que más adelante en el programa dará la señal de encendido al VSD, 69 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s ACTIVACIÓN enciende el dispositivo de lubricación y el contador de vueltas de la máquina, se desactiva la señal de parada en caso de que esta se haya activado en un momento previo. En caso de que se haya seleccionado en el panel de control la velocidad lenta, se activa VEL_2, la cual indica al VSD que debe operar el motor a la segunda velocidad predeterminada, si el programa se encuentra en estado JOGGING se le da la señal de JOG al VSD para que opere bajo esta modalidad, y por último, si el selector del ventilador se encuentra en el modo AUTO se activa la bandera que posteriormente accionará la salida hacia el contactor. Escalón #11 Mientras la bandera de START_MOTOR se encuentre activada, se le envía al VSD la señal de encendido del motor (RUN). 70 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Escalón #12 Se activa la salida que acciona el contactor de los ventiladores, ya sea porque en el selector del panel de control se encuentra en encendido, o porque estando en automático el motor está en movimiento y la bandera START_FAN ha sido habilitada. Escalón #13 Se enciende la luz interna de la máquina cuando se acciona el botón correspondiente al encendido de la luz, en el panel de control. 3.3.1.2. VSD La programación de este dispositivo no se realiza creando un programa propio como en el caso del PLC. Se trata de modificar una serie de parámetros contenidos en la programación interna del mismo, a fin de adaptar su funcionamiento en la mayor medida posible a los requerimientos particulares del sistema. Por lo general los VSD son distribuidos con una configuración de fábrica, la cual debería ser capaz de funcionar en una gran parte de los motores comerciales. Para este caso Figura 30. Vista Frontal del Display y botones de un VSD. en particular, se estudiaron todas las variantes que el fabricante permitía 71 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s implementar y se ajustaron varios parámetros para obtener un funcionamiento óptimo en el sistema. A estos parámetros se les accede directamente utilizando el display y los botones ubicados en la parte frontal del dispositivo (Ver Figura 30), y se configuran, dejando presionado el botón ENT sobre la selección. Los menús se encuentran divididos de acuerdo a las funciones que contienen. Algunas de las funciones son accesibles desde dos o más menús. El acceso a los menús, se realiza de acuerdo a la estructura mostrada en la Figura 31. Figura 31. Estructura interna del VSD Altivar31 para el acceso a los menús. 72 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Se modificaron los siguientes parámetros, de acuerdo con la estructura presentada en el diagrama de Figura 24: Menú Set Parámetro Selección Descripción Tiempo de la rampa de aceleración [Segundos]. ACC 2 Definido para acelerar entre 0 y la frecuencia nominal FrS (parámetro del menú drC-). Tiempo de la rampa de desaceleración [Segundos]. dEC 0.2 Definido para desacelerar entre 0 y la frecuencia nominal FrS (parámetro del menú drC-). Frecuencia para la mínima Velocidad [Hz]. LSP 0 HSP 60 SP2 40 CLI 20.5 (Frecuencia del motor con consigna mín.) Frecuencia para la máxima Velocidad [Hz]. (Frecuencia del motor con consigna máx.) Frecuencia de la segunda Velocidad programada [Hz]. 2a velocidad preseleccionada Limitación de Corriente [A]. Permite limitar el par y el calentamiento del motor Protección térmica del Motor (Corriente térmica Max) [A]. ItH 9.7 Se ajusta ItH a la corriente nominal que figura en la placa de características del motor. JGF 10 Frecuencia para la marcha paso a paso (Jog) [Hz]. Tabla 12. Parámetros modificados para la programación del VSD, en el menú SEt. 73 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Menú drC Parámetro Selección Descripción Frecuencia estándar del motor [Hz]. bFr 60 50 Hz: IEC 60 Hz: NEMA Tensión nominal del motor [V]. UnS 220 Tensión nominal del motor que aparece en la placa de características Frecuencia nominal del motor [Hz]. FrS 60 Frecuencia nominal del motor que aparece en la placa de características Corriente nominal del motor [A]. nCr 9.7 Frecuencia nominal del motor que aparece en la placa de características Velocidad nominal del motor [1/min]. NSP 3460 Velocidad nominal del motor que aparece en la placa de características Coseno del ángulo de desfase del motor. COS 0,93 Coseno del ángulo de desfase del motor que figura en la placa de características Grabación de la configuración. Presionar ENT por 2 segundos. Efectúa una grabación de la configuración en curso (excepto el resultado del autoajuste) en la SCS Str1 memoria EEPROM. SCS vuelve a pasar automáticamente a nO en el momento en que se ha efectuado la grabación. Esta función permite conservar una configuración de reserva además de la configuración en curso. Tabla 13. Parámetros modificados para la programación del VSD, en el menú drC. 74 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Menú I-O Parámetro Selección Descripción Control 2 Hilos o 3 Hilos. Configuración del control: 2C = control 2 hilos 3C= control 3 hilos LOC = control local (RUN/STOP/RESET del variador) sólo para ATV31pppA (invisible si LAC = L3; véase la página 38). Control 2 hilos: El estado abierto o cerrado de la entrada controla la marcha o la parada. Ejemplo de cableado: TCC 2C LI1: adelante LIx: atrás Control 3 hilos (mando por pulsos): un impulso "adelante" o "atrás" es suficiente para controlar el arranque; un impulso de "parada" es suficiente para controlar la parada. Ejemplo de cableado: LI1: en parada LI2: adelante LIx: atrás Tipo de control 2 Hilos. LEL: El estado 0 ó 1 se tiene en cuenta para la marcha o la parada. trn: Es necesario cambiar de estado (transición o flanco) para activar la TCt PFO marcha a fin de evitar un rearranque imprevisto tras una interrupción de la alimentación. PFO: El estado 0 ó 1 se tiene en cuenta para la marcha o la parada, pero la entrada de giro "adelante" siempre tiene prioridad sobre la entrada de giro "atrás". Relé r1. nO: Sin asignar FLt: Variador en fallo rUn: Variador en marcha FtA: Umbral de frecuencia alcanzado (parámetro Ftd del menú SEt-, página r1 nO 22) FLA: Máxima velocidad HSP alcanzada CtA: Umbral de corriente alcanzado (parámetro Ctd del menú SEt-, página 22) SrA: Consigna de frecuencia alcanzada tSA: Umbral térmico del motor alcanzado (parámetro ttd del menú SEt-, página 22) 75 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s APL: Pérdida de la señal 4-20 mA, incluso si LFL = nO (página 68) LI1 a LI6: Reenvía el valor de la entrada lógica seleccionada. El relé está en tensión cuando la asignación elegida está activa, excepto FLt (en tensión si el variador no está en fallo). Grabación de la configuración. Presionar ENT por 2 segundos. Efectúa una grabación de la configuración en curso (excepto el resultado del autoajuste) en la SCS Str1 memoria EEPROM. SCS vuelve a pasar automáticamente a nO en el momento en que se ha efectuado la grabación. Esta función permite conservar una configuración de reserva además de la configuración en curso. Tabla 14. Parámetros modificados para la programación del VSD, en el menú I-O. Menú FUn Parámetro Selección Descripción Modo de parada normal. Modo de parada a la desaparición de la orden de marcha o a la aparición de una orden de Stop. StC - Stt rNP rMP: En rampa FSt: Parada rápida nSt: Parada en rueda libre dCI: Parada por inyección de corriente continua Adaptación de la rampa de desaceleración. La activación de esta función permite la adaptación automática de la rampa de desaceleración, si ésta se ha ajustado a un valor muy bajo, StC - brA nO habida cuenta de la inercia de la carga. nO: Función inactiva YES: Función activa. La función es incompatible con las aplicaciones que necesitan: • un posicionamiento sobre la rampa 76 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s • el uso de una resistencia de freno (ésta no aseguraría su función) brA se fuerza a nO si la orden de freno bLC está asignada 2 Velocidades Preseleccionadas. La elección de la entrada lógica asignada valida la función. nO: No asignada LI1: Entrada lógica LI1 PSS - PS2 LI4 LI2: Entrada lógica LI2 LI3: Entrada lógica LI3 LI4: Entrada lógica LI4 LI5: Entrada lógica LI5 LI6: Entrada lógica LI6 Segunda Velocidad preseleccionada [Hz]. PSS-SP2 40 2 a velocidad preseleccionada Marcha paso a paso. La elección de la entrada lógica asignada valida la función. nO: No asignada LI1: Entrada lógica LI1 JOG-JOG L13 LI2: Entrada lógica LI2 LI3: Entrada lógica LI3 LI4: Entrada lógica LI4 LI5: Entrada lógica LI5 LI6: Entrada lógica LI6 JOG JGF 10 Consigna en marcha paso a paso [Hz]. Tabla 15. Parámetros modificados para la programación del VSD, en el menú FUn. La programación del VSD se realizó asegurando dos parámetros principales, protección del motor y paradas muy rápidas. La velocidad de las paradas, es un factor determinante en este proceso en particular, ya que cuando ocurre una falla como una rotura de hilo o un destalonamiento de aguja, el producto sufre daños, y la proporción de dichos defecto es proporcional al tiempo que tarde la máquina en detenerse una vez detectada la anomalía. El dispositivo por sí mismo no 77 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s es capaz de proveer un frenado que cumpla con los requerimientos del sistema, y es por eso que se adiciona la resistencia de frenado, la cual permite disipar la energía que produce el motor cuando realiza un frenado regenerativo (El motor actuando como generador al producirse un frenado brusco). Por otra parte, aún cuando el sistema incorpora otros elementos de protección como el guardamotor y el contactor, es de vital importancia asegurar que los niveles de corriente y voltaje que se le proporcionaran al mismo, se encontraran dentro de los rangos óptimos para su operación, aún cuando se produzca alguna anomalía en la alimentación o en el funcionamiento de la máquina. Por ejemplo al encontrarse una obstrucción. En este caso el torque que se le exige al motor aumenta y por ende la corriente que demanda es mayor; el VSD se programa de una forma en la que corta la alimentación del motor al detectar un aumento de este tipo que supere los niveles predeterminados. Adicionalmente provee una protección térmica, la cual se encarga de detectar que se ha producido un requerimiento de corriente mayor al nominal pero sin exceder los límites permitidos, por un tiempo prolongado. 3.3.2. Construcción e Instalación Para la instalación se tomaron 3 puntos fundamentales de la máquina, a los cuales se les puede tener acceso de forma rápida y además permiten la comprobación de todas las señales que componen el sistema. El primer punto es el cajetín de control, el cual se demarca en la Figura 34 con la letra d.). Es uno de los sitios de control más importantes del sistema, ya que en él se concentran todas las señales que provienen de los sensores y que activan los elementos secundarios del sistema. Luego de recablear y reestructurar la distribución de 78 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s dichas señales se agruparon en dos regletas de 10 contactos, como se muestra en la Figura 32. VSG SIGNAL 1 B7 A0 VSG SIGNAL 2 SIGNAL ACEITERA A2 A6 24VAC START OILER / 24VAC SIGNAL VCC COUNTER B6 A7 24VAC VSG/ 24VAC OILER SIGNAL PUERTA B4 A4 24VAC LUZ / 24VAC COUNTER 24VDC PUERTA B5 A1 0VAC VSG/ 0VAC OILER SIGNAL SENS AGUJA B2 A5 0VAC LUZ / 0VAC COUNTER JOG SIGNAL B3 A3 START SIGNAL IMP 1 COUNTER / IMP 1 DETECTOR DE VUELTAS B1 IMP 2COUNTER / IMP 2 DETECTOR DE VUELTAS A8 SIGNAL COUNTER B0 STOP SIGNAL 24VDC START $ JOG SUPPLY A9 24VDC (STOP SUPPLY) SENS AGUJA Figura 32. Distribución de las señales en el cajetín de control. Entre las señales que aquí se concentran, se tienen todas las relacionadas con la alimentación, activación control de los siguientes dispositivos: • Pulsadores. Figura 36-e.) / 37-e.). • Disparos de Aguja. Figura 36-g.). • VSG-BOX. Figura 36-h.). • Contador. Figura 36-i.). • Aceitera. Figura 36-j.). • Contador de impulsos. Los contactos representados con las letras Ax y Bx corresponden al conector que transporta las señales desde el cajetín de control hasta el tablero donde se encuentran los elementos de control del sistema. Este conector se acopla con la base ubicada en el tablero, la cual se puede observar en la parte superior de la 79 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Figura 37-a.) (Conector Negro). Para mantener una distribución coherente, se empleó la regleta izquierda para agrupar las señales AC del sistema y la de la derecha para las que emplean corriente continua o DC (A excepción del contacto superior de la regleta B7, el cual corresponde a la señal de parada proveniente de la aceitera). El segundo punto de vital importancia, es el tablero de control, el cual se encuentra detrás de los botones y selectores principales de la máquina mostrados en la Figura 34. Ahí se concentra todo el sistema de control, elementos electromecánicos de conmutación, rectificación y protección del sistema. En la Figura 37a.) se muestran los componentes del tablero del control. En la parte superior se tiene el conector que incorpora Figura 33. Panel de Control. todas las señales provenientes del cajetín de control; seguidamente se tienen 8 aberturas las cuales permiten incorporar a las regletas principalmente las señales de potencia (Alimentación de línea, señales provenientes del transformador, alimentación del motor, ventiladores y las que controlan el VSD Seguidamente se tienen los elementos de la Figura 34. Los cuales vistos de izquierda a derecha y de acuerdo a la notación del plano general antes presentado, representan los elementos K1, K2, G1, K6 y K4. Encargados de controlar y proteger el motor, el ventilador, y las señales de parada provenientes del contador y del VSG-BOX. En la parte inferior de la Figura 37.a) se tienen los elementos de control restantes, y parte esencial del funcionamiento secuencial de la máquina. Vistos en la Figura 35. De izquierda a derecha, se tienen el PLC Twido que ejecuta todo el control del sistema, el rectificador de voltaje de 110VAC a 24VDC y el relé que maneja la señal de parada proveniente del dispositivo de lubricación. La notación de este relé en el plano general es K5. 80 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s El uso de los relés K4, K5 y K6, se debe a que, dispositivos secundarios como la aceitera, el contador y el VSG-BOX trabajan a 24VAC, lo que hace que la señal de parada que generan no sea compatible con el nivel de voltaje que admite el PLC, por lo tanto se utilizan relés de interfaz cuya bobina a 24VAC cierra el contacto, entre 24VDC y la entrada del PLC, de esta manera se solventa el problema de compatibilidad entre las entradas del PLC y las señales de parada. En el caso de las salidas, no fue necesario ningún dispositivo de interfaz, ya que el PLC incorpora salidas a relé. Figura 34. Elementos del panel de control I. Figura 35. Elementos del panel de control II. 81 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Figura 36. Vista frontal izquierda de la máquina. Ubicación de los dispositivos. Figura 37. Vista frontal derecha de la máquina. Ubicación de los dispositivos. 82 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s El tercer punto de vital importancia para el sistema empleado, se encuentra ubicado en el compartimiento del motor (Ver Figura 38). Originalmente en esta sección de la máquina se encontraban el transformador y el dispositivo detector de vueltas. Para cumplir con los requerimientos del nuevo sistema se aprovechó parte del espacio de esta sección para colocar los elementos de control del motor, más Figura 38. Compartimiento del motor. específicamente el VSD y la resistencia de frenado, tal y como se muestra en las Figuras 37-b.) Y 37-c). La instalación de estos dispositivos se realizó respetando los grados de libertad que debía poseer el motor para su desinstalación y se protegió la entrada de aire para refrigeración del VSD con una placa de acrílico para evitar la entrada de aceite que se puede presentar por fallas en la transmisión. 3.3.3. Planos. Basados en las consideraciones antes mencionadas, en las especificaciones y conexiones de los equipos, se procedió a unificar el diseño e integrar todos los elementos. Para ello se realizo el plano general de la máquina en el cual se muestra de forma clara todas las conexiones de la máquina, así como los elementos que la integran. Estos planos se encuentran también en un documento el cual no solo contiene estos, sino también especifica de forma sencilla la programación tanto del PLC como del VSD, mediante los indicadores del PLC la identificación de la posible falla, y las soluciones a problemas comunes que se pueden presentar. Este documento se encuentra en los anexos de este trabajo y más adelante se hará referencia al mismo. 83 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 220V, 3 fases, 60 Hz. 4 hilos PE N L1 L2 L3 K2 S1 Switch Principal Ventiladores Guardamotor G1 Class 8502 Type PD 3.10 E GV2ME16 / 9 - 14A 220V, 3 fases, 60 Hz. 4 hilos 1L1 2T1 3L2 4T2 5L3 6T3 0 VAC 24 VAC Panel de Control ON K5 AUTO OFF N 24VDC 0VDC PE PE 0VDC 24VDC PE ABL7 RE2405 SELECTOR VENT. K4 MANUAL Habilitados Alimentadores Velocidad del Motor Luz I0.0.5 K4 ON VSG BOX 10 A1 24V I0.0.7 Q0.0.4 L11 I0.0.6 Q0.0.5 L13 I0.0.5 Q0.0.6 L14 I0.0.4 Q0.0.7 I0.0.3 COM2 I0.0.2 Q0.0.8 L1 L2 VSD Altivar ATV31HU 30M3XA a1 I.0.0.4 b1 L3 L2 L1 T3 T2 T1 W2 U2 V2 COM3 QO.0.9 COM PE 0V N A1 b3 Oiler PLC Twido TWDLCAA24DRF 24V STOP K1 L Class 8502 Type PD 5.00 E a3 Puertas Contactor Principal Mitsubishi FR-ABR– 3,7KW Luz Piloto A2 Contador Motor Electrico Resistencia de Frenado K6 A1 Guardamotor Termomagnetico I0.0.10 Azul Counter Motor Principal Gris Sensores de Aguja Q0.0.9 Contacto Normalmente Abierto Marron Sensor Diseño e implementación de un sistema de control, para telares circulares, basado en PLC’s y VSD’s PROYECTO DE GRADO presentado por César Andrés Felizzola Piñate - Julio 2.008 Amarillo F1 2,60 kW Verde Carne Resistencia Enchufe Hembra COM COM1 A2 Aceitera I0.0.3 I.0.0.2 Enchufe Macho Q0.0.3 I0.0.8 I0.0.1 3 K5 K1 Q0.0.2 I0.0.9 I0.0.0 JOG Pulsador I0.0.10 A2 OFF START Bobina de contactor o rele Q0.0.1 I0.0.8 Lenta (40 rpm) Pulsadores Switch 2 posiciones Mantenidas LUZ PRINCIPAL Q0.0.0 I0.0.11 Desabilitados Rapida (55 rpm) 1 v A1 I0.0.12 I0.0.1 5 Selector 3 posiciones Mantenidas A2 K2 I0.0.0 I0.0.6 LEYENDA K1 U v 0 VAC 22 VAC U COM0 A1 PE Fuente de Poder I0.0.13 V N K6 W V A2 Alimentadores PB 0 VAC 24 VAC 27 VAC 32 VAC PA / + Transformador de Control U L3 PE 0 VDC 24 VDC UNIVERSIDAD SIMÓN BOLÍVAR I.0.0.11 Plano General Telar Circular Marca Mayer - Modelo MV1 84 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 4. PRESENTACIÓN Y DISCUSIÓN DE RESULTADOS. Después de la puesta en marcha del telar al que se le incorporó tecnología nueva para su automatización, se obtuvieron los siguientes resultados: La máquina en cuestión luego de ser probada, comenzó su producción el día miércoles 23 de Julio del año 2008, y para el Jueves 21 de Agosto del mismo año, a los 21 días de su arranque, se tiene que su producción neta fue de 3311 Kilos de tela y presentó una eficiencia del 95% sin haber dejado de funcionar ni un día (0 paradas). La eficiencia promedio de la planta es de aproximadamente 70%, lo que coloca al telar #128, 25 puntos por encima de la media, aún cuando cerca del 50% de las máquinas incluidas en la medición, son de última generación. Cabe destacar que la máquina estuvo inoperativa cerca de 3 años, por lo que no se tienen registros en el sistema de su producción previa, comparativamente, una máquina de última generación produciendo la misma tela y la misma talla, produjo en exactamente el mismo período de tiempo 5515 Kilos, lo que representa un 66,6% más que #128, sin embargo, vale la pena destacar que son máquinas con más de 15 años de diferencia en su fabricación. Esta diferencia se puede atribuir en gran parte a la velocidad de giro de la máquina, la cual en el caso de la #128 se encuentra limitada por especificaciones del fabricante a 55 Vueltas/min, aunque eléctricamente se encuentra en capacidad de operar hasta 72 Vueltas/min. Estas limitaciones se atribuyen a restricciones en los componentes mecánicos y las velocidades que pueden soportar sin producirse desgastes o temperaturas fuera de lo normal. Forzando, la máquina, esta se podría operar teóricamente a 72 Vueltas/min, lo cual se traduciría en un aumento del 31% en la producción, y la diferencia entre esta máquina y las nuevas, se reduciría a un 27%. La automatización efectuada en el telar #128 hizo que la empresa recuperara un equipo inoperable, y que esté funcionando con un alto nivel de productividad y eficiencia. 85 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 5. CONCLUSIONES Y RECOMENDACIONES. 5.1.Conclusiones. En base a los resultados obtenidos podemos concluir que gracias a la versatilidad de los PLC la mayorías de los procesos industriales pueden adaptarse y modificarse para hacerlos más eficientes, rentables y ágiles; tal como aquí se demuestra los telares circulares no son la excepción, siempre y cuando se realice un estudio del sistema su implementación brinda una solución sencilla, apropiada, y económica para la sustitución de control por elementos electro-mecánicos, además ofrecen la versatilidad de cambiar los parámetros y hasta el funcionamiento del proceso, sin necesidad de recablear ni hacer modificaciones en la instalación, únicamente mediante la descarga de un programa en el equipo. Por otra parte, el VSD (Variador de velocidad) demostró su capacidad de brindar un control eficiente para el motor implementado, lo que se traduce en la utilización de un solo equipo para todas las funciones de arranque suave, frenado, cambios de velocidad y protección del motor. La compatibilidad entre este equipo y el PLC fue total, por lo que la integración de ambos representa una estrategia de control sencilla y funcional. Luego de haber comprobado el funcionamiento general de la máquina y haber superado sin ningún inconveniente el período de un mes de prueba, se puede concluir que es posible y económicamente viable implementar un sistema de automatización como el que aquí se propuso para telares circulares como el presentado. Dicha evolución permite obtener mejoras en aspectos esenciales del proceso de producción como confiabilidad, eficiencia, mantenibilidad, y capacidad. Además permite en un futuro crear un sistema de control centralizado, en el cual se puedan supervisar y controlar todos los elementos de la planta. Este tipo de sistema centralizado haría posible un manejo a tiempo real de los datos de la planta, manejar estadísticas precisas del funcionamiento tanto individual como general. 86 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s La nueva tecnología ha permitido mejoras para hacer más eficientes y económicos los procesos industriales. 5.2.Recomendaciones Para utilizar un esquema similar al instalado, se recomienda primeramente aprovechar al máximo las fuentes internas de 24VDC tanto del PLC como del VS, de esta forma y siempre y cuando los requerimientos de corriente lo exijan, es posible eliminar de la lista de componentes, el rectificador a 24VDC de 0,5A. Adicionalmente es posible utilizar la(s) salida(s) de relé que posee el VSD para activar algunos de los elementos secundarios de la máquina, los cuales sólo deben encenderse mientras el motor se encuentre girando. Una de estas salidas de relé también puede implementarse para notificarle al PLC que ha ocurrido alguna falla en el VSD para tomar la estrategia de control correspondiente. Para realizar estas modificaciones es necesario cambiar ciertas conexiones y modificar el cableado de parte de la máquina actual. En segundo lugar, se recomienda a la empresa o a cualquiera que desee implementar este sistema, la adición de módulos de comunicación a los elementos, lo cual si bien constituiría un gasto adicional, permitiría la creación de una red conectada a un control central desde el cual se supervisará el estado de las máquinas, y se podrá llevar un registro detallado, confiable y a tiempo real, de la producción, eficiencia, paradas, motivo de las paradas y casi cualquier otro parámetro que se considere importante. Como anexo a esta recomendación, se sugiere la inclusión del conteo de vueltas dentro del PLC, para lo cual técnicamente no habría que incluir ningún dispositivo adicional, de manera que el encargado del control pueda manipular la cantidad y el tamaño del producto que se desea. 87 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s REFERENCIAS BIBLIOGRÁFICAS. Bibliografía John Markus. “Electronics and Nucleonics DICTIONARY”, Tercera Edición, Editorial McGraw Hill, Nueva York. Knowlton. A, “Standard Handbook for Electrical Engineers”, Novena Edición, Editorial McGraw Hill, Nueva York. Pérez. E, Acevedo.J, Silva. C, Quiroga. J, López. S, “Autómatas Programables Entorno y Aplicación”, Primera Edición, Editorial Thompson, España. Pérez. O, “Control Secuencial Manual del Participante”, CIED Paraguana 1997. Manuales Schneider Electric “Altivar 31 Guía de programación” Versión 1.7. Schneider Electric “Automation Solutions for simple machines Startup Guide” 2007. Schneider Electric “Altivar 31H variable speed drives for asynchronous motors installation manual”. Schneider Electric “Controladores Programables Twido Guía de referencia de Hardware” Versión 3.2. Schneider Electric “TwidoSuite 2.0 Guía de programación” 09/2007. 88 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s APÉNDICES. Apéndice A. Funcionamiento y características de un motor eléctrico de Inducción. A.1 Aspectos constructivos El motor asíncrono o de inducción, al igual que cualquier otro dispositivo de conversión electromecánica de energía de tipo rotativo, está formado por un estator y un rotor. En el estator se coloca normalmente el inductor, alimentado por una red monofásica o trifásica. El rotor es el inducido, y las corrientes que circulan por él aparecen como consecuencia de la interacción con el flujo del estator. Dependiendo del tipo de rotor, estas máquinas se clasifican en: rotor en jaula de ardilla o en cortocircuito y rotor devanado o con anillos. El estator está formado por un apilamiento de chapas de acero al silicio que disponen de unas ranuras en su periferia interior en las que se sitúa un devanado trifásico distribuido, alimentado por una corriente del mismo tipo, de tal forma que se obtiene un flujo giratorio de amplitud constante distribuido sinodalmente por el entrehierro. El estator está rodeado por la carcasa, tal como indica la Figura A-1, disponiéndose en ésta las correspondientes patas de fijación y los anillos o cáncamos de elevación y transporte. Figura A-1. Estator de un motor asíncrono. El rotor devanado o de anillos está constituido por un conjunto de chapas apiladas, formando un cilindro, que tienen unas ranuras en la circunferencia exterior donde se coloca el devanado. En el caso del rotor de jaula de ardilla se tienen una serie de conductores de cobre o de aluminio puestos en cortocircuito por dos anillos laterales (el nombre de jaula proviene del aspecto que tomaría este devanado si se omitiera el 89 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s apilamiento del hierro); en las máquinas pequeñas se aplica un método de fundición de aluminio con el que producen al mismo tiempo las barras del rotor y los anillos laterales, resultando un conjunto como el que se muestra en la Figura A-2. Figura A-2. Rotor en jaula de ardilla de un motor asíncrono. La máquina asíncrona, además de disponer de un estator y un rotor, está dotada de otros elementos mecánicos para su funcionamiento tales como: tapas o cubos, rodamientos, carcasa, etc. En estos motores, existe un ventilador en el eje, cuya misión es producir una refrigeración forzada a la máquina. Generalmente la carcasa tiene aletas o formas onduladas para provocar un aumento de su superficie y así mejorar la evacuación del calor que se produce como consecuencia de las pérdidas que aparecen en el motor. Un detalle a considerar en los motores asíncronos trifásicos es la disposición de los terminales del devanado del estator en la llamada caja de bornes de la máquina. A esta caja o placa se llevan los extremos de los bobinados. De acuerdo con la Norma UNE-EN 60034-8, los principios de los arrollamientos se designan con las letras U1, V1 y W1 (antiguamente U, V y W) y los extremos finales con U2, V2 y W2 (antiguamente X, Y y Z), respectivamente. Los terminales de la misma fase no están enfrentados en la regleta de bornes, esto se debe a que esta disposición facilita el conexionado de la máquina, haciendo posible la conexión (estrella o triángulo) mediante tres láminas que hacen los puentes correspondientes. Un motor asíncrono trifásico de rotor cortocircuitado puede ser conectado a tensiones diferentes. Los dos tipos de conexiones son: 90 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s - Conexión estrella - Conexión triángulo La conexión en estrella se emplea cuando la máquina ha de conectarse a la tensión más elevada indicada en su placa de características. La tensión de fase en este caso es inferior La conexión triángulo es para conectar el motor a la tensión inferior de su placa de características. En este caso, la tensión de fase es la misma que la tensión de línea a) Conexión estrella b) Conexión triángulo Figura A-3. Conexionado de un motor asíncrono. A.2 Principio de funcionamiento Generalmente la máquina asíncrona suele funcionar como motor, es decir, convirtiendo la energía eléctrica en energía mecánica. El devanado del estator está constituido por tres arrollamientos desfasados 120° en el espacio y de 2 polos; al introducir por ellos corrientes de una red trifásica de frecuencia f1, se produce una onda rotativa de f.m.m. distribuida sinodalmente en el entrehierro (Teorema de 91 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Ferraris), que produce un flujo giratorio cuya velocidad viene representada por la expresión: Ecuación A-1 que recibe el nombre de velocidad de sincronismo. Este flujo giratorio inducirá f.e.m.s. en los conductores del rotor, y si está su circuito eléctrico cerrado, aparecerán corrientes que reaccionarán con el flujo del estator. En el entrehierro aparece una inducción B producida por el devanado del estator, cuya distribución es sinodal. De acuerdo con la ley de Faraday, la f.e.m. inducida en un conductor de longitud L que se mueve a la velocidad v dentro de un campo B tiene un valor: Ecuación A-2 Al circular corriente por los conductores del rotor, aparecerá en los mismos una fuerza cuyo sentido se obtiene aplicando la ley de Laplace: Ecuación A-3 Físicamente la fuerza se produce como consecuencia de una deformación del campo inductor debido a la corriente que circula por el conductor del rotor. El sentido de la fuerza es el seguimiento del campo magnético giratorio del estator. Multiplicando la fuerza anterior por el radio del rotor e integrando esta acción sobre el número total de conductores del rotor se obtendrá el par total de la máquina, que tenderá a mover el rotor siguiendo el campo giratorio del estator. En realidad, los conductores del rotor están situados dentro de unas ranuras, como se muestra en la Figura A.4a, de tal forma que el campo B no atraviesa al conductor y, en consecuencia, de acuerdo con la ecuación 3-3, la fuerza resultante es nula. Esto es debido a la deformación de las líneas de B al circular corriente por los conductores. En la Figura A.4a se muestra el reparto de inducción en la ranura y el diente cuando la intensidad en el conductor es cero; debido a la menor reluctancia de los dientes, las líneas de B tienden a concentrarse en ellos sin atravesar apenas al conductor. En la Figura A.4b se muestra la forma de las líneas de inducción producidas únicamente por el conductor llevando 92 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s corriente. La Figura A.4c muestra la resultante de ambos campos y se observa que la deformación de las líneas de inducción provoca que la fuerza actúe realmente en los dientes y no en los conductores. Figura A-4. Sentido de la fuerza de un conductor situado dentro de una ranura. El momento total de estas fuerzas origina el par de rotación de la máquina, que obliga a girar al rotor siguiendo el movimiento del campo giratorio, de tal forma que cuanto más se aproxima a la velocidad n1 del campo, tanto menor resulta la f.e.m. inducida en los conductores del rotor y, en consecuencia, resultan también reducidas las corrientes en el mismo, provocando esto una disminución del par interno o par electromagnético del motor. Si como caso límite, el rotor girase a la velocidad de sincronismo n1, no habría entonces movimiento del campo giratorio respecto del rotor, desapareciendo por ello la f.e.m. inducida (Ecuación A-2) y como consecuencia de esto se anularía la corriente y el par. De este modo, la velocidad de sincronismo n1 constituye el límite teórico al que puede girar el rotor. El motor debe girar a una velocidad inferior a la de sincronismo (n2< n1), es decir, su velocidad de régimen es asíncrona. Se conoce como deslizamiento al cociente: Ecuación A-4 cuyo valor está comprendido en los motores grandes entre el 3 y el 8 por 100 a plena carga. Al aumentar la carga mecánica del motor, el par resistente se hace mayor que el par interno y el deslizamiento aumenta; esto provoca un aumento en las corrientes del rotor, gracias a lo cual aumenta el par motor y se establece el equilibrio dinámico de 93 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s los momentos resistente y motor. Las frecuencias de las corrientes del rotor están relacionadas con la frecuencia del estator por medio de la expresión: Ecuación A-5 En el caso de que el rotor esté parado, se cumple n=0, es decir, s=1, lo que implica que en estas circunstancias las frecuencias del rotor y del estator coinciden Si se denomina E2 al valor eficaz de la f.e.m. por fase del rotor, N2 al número de espiras por fase, Ømax al flujo máximo que lo atraviesa y ξ2 al factor de devanado, se cumplirá que: Ecuación A-6 y de una forma similar, si se denomina E1 al valor eficaz de la f.e.m. inducida por fase en el estator, se obtendrá que: Ecuación A-7 donde N1 es el número de espiras por fase y ξ1 es el factor de devanado del estator. Cuando el rotor gira a velocidad n y el deslizamiento ya no es la unidad y las frecuencias de las corrientes del rotor son iguales a f2 Denominando E2s a la nueva f.e.m. inducida en este devanado, se cumplirá: Ecuación A-8 y comparando las Ecuaciones A-6 y A-8 se obtiene: Ecuación A-9 expresión que relaciona las f.e.m.s. inducidas del rotor, según se considere que está en movimiento, E2s, o parado, E2. La f.e.m. anterior producirá unas corrientes en el rotor de frecuencia f2, de tal forma que éstas a su vez crearán un campo giratorio, cuya velocidad respecto a su propio movimiento será: Ecuación A-10 94 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s ya que el motor está devanado con el mismo número de polos que en el estator. Como la máquina gira a n r.p.m., la velocidad del campo giratorio del rotor respecto a un referencial en reposo será n2 +n. Y de aquí se deduce que: Ecuación A-11 A.3 Circuito equivalente. El circuito equivalente de un motor asíncrono tiene como objetivo el obtener una red que explique el comportamiento de la máquina, pero en la que no aparezca la acción transformadora entre los circuitos de rotor y estator, lo cual trae consigo el reducir las magnitudes de un devanado al otro, generalmente del rotor al estator. Si se desea establecer las ecuaciones de comportamiento eléctrico de estator y rotor es preciso tener en cuenta que los arrollamientos tienen unas resistencias R1 y R2 (Ω/fase) y que además existen unos flujos de dispersión que dan lugar a las autoinducciones Ld1 y Ld2. En consecuencia, las reactancias de los arrollamientos cuando la pulsación es ω1 y ω2 respectivamente serán: Ecuación A-12 Sin embargo, al girar el rotor la frecuencia secundaria cambia al valor f2, dando lugar a la reactancia X2s, que en función de X2 es: Ecuación A-13 Este circuito equivalente, la corriente que circula por el rotor será: Ecuación A-14 que teniendo en cuenta las igualdades A-9 y A-13. Ecuación A-15 La ecuación A-15 describe un comportamiento pseudoestacionario con unos parámetros (E2 y X2) referidos al rotor parado (independientes del deslizamiento). Para 95 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s tener en cuenta estos cambios, la nueva resistencia del rotor para tener en cuenta estos cambios es ahora R2/S en vez de R2, y de esta manera este parámetro se vuelve dependiente del deslizamiento. Se obtiene una nueva ecuación: Ecuación A-16 La carga mecánica es representa por la denominada resistencia de carga, que depende del movimiento (valor del deslizamiento): Ecuación A-17 Para unificar los circuitos del estator y del rotor, es necesario reducir los devanados del rotor al estator con el propósito de igualar las fuerzas electromotrices de ambos E1 = E2. Esto se consigue modificando matemáticamente el número de espiras del rotor mediante la relación de transformación m = N1/ N2 , obteniendo a partir de esta un número de espiras de rotor N2' y modificando de este modo las magnitudes secundarias a estos nuevos valores, representados con una tilde (‘): Ecuación A-18 La fuerza electromotriz del rotor quedaría expresada de la siguiente forma: Ecuación A-19 La resistencia de carga pasa a ser: Ecuación A-20 El circuito de excitación viene determinado por las magnitudes RFe y Xμ y está situado en paralelo entre los dos devanados (ver Figura A.5). 96 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Figura A-5. Circuito equivalente de un motor asíncrono. Debido a la complejidad que presentan las ecuaciones del circuito equivalente, resulta más cómodo realizar una aproximación de éste, considerando que el circuito magnético está alimentado directamente por la tensión de estator U1, y de esta manera la corriente del circuito de excitación I0 se conserva constante, sea cual sea la corriente del circuito de la carga. Con el nuevo circuito equivalente se obtienen corrientes en el rotor que son apreciablemente más altas que los valores reales, aunque la aproximación realizada es normalmente aceptable (al menos en cálculos preliminares). Figura A-6. Circuito equivalente aproximado de un motor asíncrono. 97 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Balance de potencias Las máquinas eléctricas son dispositivos de conversión de energía que, en comparación con otros dispositivos técnicos, presentan unas pérdidas de energía muy pequeñas en términos relativos. Ello significa que las irreversibilidades del proceso global son muy pequeñas. De hecho, el proceso de conversión electromecánica es completamente reversible. Las irreversibilidades asociadas al mismo son debidas al carácter no ideal de los materiales electrotécnicos (resistencia de los conductores y pérdidas asociadas al campo magnético) o mecánicos (rozamientos). Estas pérdidas de energía producidas durante el funcionamiento de las máquinas eléctricas se convierten en energía térmica cuya evacuación implica una elevación de la temperatura de la máquina sobre la temperatura ambiente que resulta necesaria para que se produzca un flujo de calor desde la máquina a la atmósfera o al medio refrigerante externo. Tanto los procesos que originan dichas pérdidas como su valor por unidad de tiempo (potencia de pérdidas) y la forma en la que se transmiten al exterior (método de refrigeración) condicionan la temperatura que pueden llegar a alcanzar cada una de las de las partes de la máquina y, por lo tanto, la clase de aislamiento de la misma. Las pérdidas de pueden clasificar, por su origen, en pérdidas en el cobre (o en los devanados), en el hierro o perdidas mecánicas. En una primera aproximación cabría pensar que las pérdidas en los conductores se deben al efecto Joule, a causa de la intensidad que circula por los devanados, por lo mismo que las pérdidas en el hierro cabe asociarlas a fenómenos de histéresis y corrientes de Foucault en aquellas máquinas donde existan campos alternativos o de compensación. Sin embargo, en máquinas reales pueden producirse pérdidas en el cobre en devanados que no conducen corriente (en vacío) o pérdidas en el hierro en máquinas cuyo campo magnético es constante en el tiempo. Estos dos tipos de pérdidas constituyen lo que se denomina pérdidas adicionales o suplementarias. Otras pérdidas son las pérdidas mecánicas o asociadas al sistema mecánico y que tienen su origen básicamente en tres fuentes: pérdidas por rozamiento, pérdidas por fricción y pérdidas por ventilación. Las 98 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s primeras se producen allí donde hay un elemento fijo que roza con uno móvil. Es el caso de las pérdidas que se producen en los cojinetes que soportan el rotor de la máquina, ya sean éstos de fricción o de bolas. Las segundas se producen por fricción de las partes móviles con el aire (o el fluido) en contacto con ellas. Las pérdidas por ventilación corresponden a la potencia necesaria para impulsar el caudal de fluido de refrigeración. Esta impulsión puede producirse por medio de un ventilador calado sobre el propio eje de la máquina o por un ventilador externo accionado por un motor auxiliar. Esta última solución se utiliza en máquinas que deban funcionar durante largos periodos a muy baja velocidad, en las que la eficacia del ventilador sobre el propio eje para producir la circulación forzada de fluido refrigerante sería enormemente baja. Por último aparecen otro tipo de pérdidas, en este caso dependientes de la carga. Estas pérdidas tienen leyes de variación compleja. En la bibliografía y en los diferentes idiomas se les ha denominado de formas diversas, “Pérdidas adicionales, Zusatzverluste, Stray load losses”, pero al no denominar su origen se pierde el concepto, ya que no dejan de ser una suma de pérdidas en el hierro y cobre dependientes de la carga. (V’Fe+Cu). Desde el punto de vista del ensayo, son la suma de pérdidas que no se pueden determinar del ensayo de vacío, desde el punto de vista del cálculo son el conjunto de pérdidas (V’Fe+Cu) que no se pueden calcular analíticamente de forma sistemática. Las causas se resumen en los siguientes puntos: a) Corrientes transversales en el rotor b) Pérdidas magnéticas en chapas final de paquete estátor y rotor c) Corrientes circulantes en estátor debido a grupos en paralelo o conexión en triangulo d) Corrientes superficiales debido a la mecanización e) Perdidas en el hierro debido a los armónicos de campo. Cabeza de ranura por saturación, en cabeza de dientes. Existe una gran dependencia con la relación de ranuras rotor-estátor. Las pérdidas totales de la máquina se pueden considerar como un sumatorio de todas las pérdidas descritas anteriormente. Este conjunto de pérdidas define el rendimiento del motor: 99 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Ecuación A-21 donde ηpu es el rendimiento del motor en valor unitario, PN es la potencia nominal y Pperd es el conjunto de pérdidas. En La figura A.7 se pueden ver de una manera clara y sencilla, mediante un símil hidráulico, el balance de potencias. En esta representación Pe es la potencia eléctrica (fuente de energía), Pcu1 y Pfe1 son las pérdidas en el cobre (por efecto Joule) y en el hierro del estátor (histéresis y corrientes de Foucault), respectivamente. Pa es la potencia de entrehierro (potencia síncrona), potencia que llega al estátor Pcu2 corresponde a las pérdidas por efecto Joule del rotor, Pm son las pérdidas mecánicas y Pz son las pérdidas adicionales, en las cuales también se incluirían en este caso las pérdidas dependientes de la carga. Figura A-7. Símil hidráulico del balance de potencias. Cabe observar que en el rotor las pérdidas en el hierro son despreciables, esto es debido las pérdidas en el hierro son proporcionales al cuadrado de la tensión, y al ser la frecuencia rotórica tan pequeña, la fuerza electromotriz E2s = 4,44 . f2 .N2 . Ømax . f ξ2) es también muy pequeña. 100 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s A.5 Par de rotación Principio físico. Despreciando en una primera aproximación los procesos electromagnéticos y teniendo en cuenta únicamente los procesos mecánicos, si se denomina Mi al par electromagnético interno producido por el motor, Mres al par resistente que ofrece la carga, J al momento de inercia de las masas giratorias (motor+cargas) y ω la velocidad angular de rotación, la dinámica del cuerpo en rotación nos ofrece la ecuación de equilibrio de momentos (ver demostración física al final de este apartado): Ecuación A-22 que nos indica que el par de rotación desarrollado por el motor se equilibra con el par resistente y por el momento dinámico. El momento de inercia del accionamiento puede expresarse así: Ecuación A-23 siendo ρ y D, respectivamente, el radio y el diámetro de inercia en metros, G el peso de las masas giratorias en newton, g = 9,81m/s2 la aceleración de la gravedad y m la masa giratoria en kg. Al sustituir en la ecuación 3-22 J y ω por GD2 y n, respectivamente, se obtiene la ecuación de la dinámica de rotación expresada de otra forma: Ecuación A-24 Se puede observar a través de las ecuaciones anteriores los siguientes estados: 1. Cuando Mi > Mres , dω/dt > 0 ; es decir, tiene lugar la aceleración del motor. 2. Cuando Mi < Mres , dω/dt < 0; lo que indica que el motor decelera. 3. Cuando Mi = Mres , dω/dt = 0; y en este caso el motor trabaja en régimen permanente en un estado de equilibrio. 101 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Demostración física del par de rotación. Para estudiar el movimiento y par rotacional se partirá de un disco (cuerpo rígido) de radio r con un eje fijo perpendicular a su superficie que para por su centro y gira sobre dicho eje. Si se considera una partícula situada a una distancia ri del centro y el disco gira un ángulo dθ, esta realiza un movimiento denominado desplazamiento angular, que para una revolución completa la partícula describiría un arco de 2π ri = 1 rev. La variación de dicho ángulo respecto al tiempo se denomina velocidad angular: Ecuación A-25 La variación de velocidad angular respecto del tiempo se denomina aceleración angular: Ecuación A-26 Una vez comentados los conceptos anteriores estudiaremos el momento angular mediante la representación de la figura A.8 donde se observa una partícula de masa m que se mueve con una velocidad v en una posición r relativa al origen O. El momento lineal de la partícula es p = mv. El momento angular M de la partícula respecto al origen se define como el producto vectorial de r y p (M = r x p). Si r y p están situados en el plano xy, entonces M está dirigido a lo largo del eje z y viene dado por la ecuación: Ecuación A-27 La velocidad v de la partícula y la magnitud de su velocidad angular ω vienen relacionadas por la expresión v = r ω. El momento angular de la partícula respecto al centro es: Ecuación A-28 El momento angular posee la misma dirección y sentido que la velocidad angular. Como mr2 es el momento de inercia de una sola partícula respecto al eje z, resulta: Ecuación A-29 102 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Figura A-8. Disco representativo del momento angular de una partícula. Esta teoría del momento de una partícula se puede aplicar también a todo el disco considerándolo un único elemento o un sumatorio de partículas. De las ecuaciones A.25 y A.29 se obtiene la ecuación: Ecuación A-30 la cual se basa en la segunda ley de Newton para la rotación (Principio fundamental de la dinámica). Estudio de la curva par-velocidad Esta curva representa la característica mecánica del motor. En los siguientes apartados se estudiará la evolución del par en función de la velocidad y los puntos característicos de esta curva. Características de la curva La curva que define el comportamiento mecánico del motor asíncrono tiene varios puntos característicos: 103 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 1. Punto O. Funcionamiento en sincronismo: s = 0 y M = 0, en este caso la velocidad de rotación del motor es la de sincronismo, lo que como se demostró en el apartado A.2 constituye una imposibilidad física. 2. Puntos A y B. Régimen asignado o nominal: s = sn y M = Mn , que corresponde a la velocidad y par asignado o a la velocidad y par nominal. Se incluyen dentro de una franja de trabajo para deslizamientos comprendidos entre el 3 y el 8 por 100, que representan velocidades cercanas a la de sincronismo que se sitúan en la parte derecha de la curva. El punto A corresponde a un régimen de carga con un par resistente constante y el punto B corresponde a un régimen de carga con un par resistente creciente con la velocidad. 3. Punto C. Funcionamiento con par máximo: s = sk y M = Mk, representa el par máximo o crítico del motor y se produce para deslizamientos comprendidos entre el 15 y el 30 por 100. 4. Punto D. Régimen de arranque: s = 1 y M = Ma, en este caso la velocidad es cero y corresponde al par de arranque. Figura A-9. Curva par-velocidad de un motor asíncrono. 104 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Influencia de los armónicos La onda de fuerza f.m.m., de p pares de polos, creada por un devanado polifásico estatórico o rotórico no es una sinusoide pura, sino una onda periódica, más o menos escalonada, la cual se puede sustituir con el teorema de Fourier, por una suma de una senoidal fundamental y un número indefinido de armónicos senoidales de vp pares de polos, siendo v el número de orden del armónico. Las ondas armónicas son también giratorias, algunas en el mismo sentido y otras en sentido opuesto a la fundamental: Orden v =6k + 1 → rotación en el mismo sentido Orden v =6k - 1 → rotación en sentido contrario siendo k un número entero (0, 1, 2, 3, …). La velocidad de la onda fundamental es: Ecuación A-31 y la velocidad síncrona de cada uno de los campos armónicos será: Ecuación A-32 y el deslizamiento correspondiente, girando el rotor a la velocidad angular ω: Ecuación A-33 fórmula en la que el signo menos corresponde a los armónicos que giran en el mismo sentido que el principal (armónicos directos) y el signo más a los que giran en sentido contrario (armónicos inversos). Estas ondas de f.m.m. armónicas inducen en el devanado del rotor corrientes de frecuencia: Ecuación A-34 105 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s La iteración de estas ondas armónicas origina pares electromagnéticos. El efecto de estos pares armónicos depende del orden del armónico v. Los armónicos con efecto más importante son los de orden inferior, en este caso el armónico quinto y séptimo. La velocidad síncrona en el quinto armónico es la quinta parte del principal, por tener 5p pares de polos, y su sentido de giro es el opuesto al del giro del motor. Este armónico provoca, por lo tanto, un par de frenado. Al representar la curva del par, correspondiente al quinto armónico, en función del deslizamiento (ver figura A.10), el valor máximo de este armónico se halla a la izquierda del origen de coordenadas y su valor nulo (sincronismo del quinto armónico) coincide con el valor de s = 1,2. Se observa que el efecto más perjudicial de este armónico tiene lugar en el arranque, disminuyendo seguidamente a medida que el motor va alcanzando mayores velocidades. En cuanto al séptimo armónico, el sentido de giro es igual al del principal, su curva par-deslizamiento tiene, en el origen de coordenadas (s = 1), un valor positivo que irá aumentando conforme la velocidad del motor crece, o cuando se reduce el deslizamiento, hasta anularse en el momento en que alcance su velocidad de sincronismo (n = n1/7). En este tramo, el armónico séptimo produce un par motor, aunque, debido a que gira más despacio que el fundamental, este par se convierte en un par resistente (ver figura A.10). Figura A-10. Curvas M=f(s) de la onda de campo fund. y armónicos 5º y 7º. 106 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s El efecto de los armónicos quinto y séptimo, y aunque en menor medida el de los armónicos correspondientes de orden superior, sobre el campo principal es apreciable en la curva par-deslizamiento en función de la velocidad. Se produce una depresión en la zona cercana al arranque, para aproximadamente s = 6/7. A.6 Arranque Tipos de arranque El arranque es el proceso de puesta en marcha de la máquina. En esta operación, es necesario que el par de arranque sea superior que el par resistente de carga, de esta forma se obtiene un momento de aceleración que obliga a girar el rotor a una velocidad cada vez más elevada, obteniendo el régimen permanente cuando se igualan pares motor y resistente. El par de arranque puede llegar a ser tres veces el par nominal. Los factores de seguridad empleados en el cálculo de los ejes y elementos mecánicos de los motores hacen que este par de arranque no sea dañino o destructivo para el motor. El proceso de arranque va acompañado de un consumo elevado de corriente, ya que la resistencia R'c (ver apartado A.3) es nula en el instante inicial, debido a que el deslizamiento es la unidad, por lo que el motor ofrece una baja impedancia, estando prácticamente en cortocircuito. Esta corriente de arranque puede llegar a ser hasta diez veces la corriente nominal. Las normas de los diferentes países establecen las máximas corrientes de arranque permitidas. Para reducir las corrientes en el momento de la puesta en marcha se emplean métodos especiales de arranque. En el caso de los motores asíncronos existen 3 sistemas de arranque: - Arranque directo - Arranque a tensión reducida - Conmutación estrella-triángulo Arranque directo Consiste en el arranque con el estator conectado directamente a una red eléctrica de la tensión correspondiente. Se emplea en el caso de motores de baja potencia. 107 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Arranque a tensión reducida Consiste en intercalar un transformador entre la red y el motor, de tal forma que la tensión aplicada en el arranque sea sólo una fracción de la asignada. En el caso de que sea un autotransformador, el proceso puede realizarse en dos o tres escalones de tensión. En el caso que sea un transformador regulable, el proceso se puede realizar aplicando una tensión progresiva hasta llegar a la tensión nominal. Esta progresión de tensión también se puede realizar mediante convertidores de tensión electrónicos (conmutación mediante tiristores, etc.). Al tener en cuenta que el par varía con el cuadrado de la tensión (ver apartado 3.5), y despreciando los efectos provocados por la saturación en el momento de la puesta en marcha del motor, la relación entre la puesta en marcha del motor a tensión reducida M'a respecto a la que se obtiene en conexión directa Ma, será: Ecuación A-35 donde χ indica la fracción de tensión, respecto a la asignada. Por este motivo, éste método de puesta en marcha solamente es posible en los casos en que el par resistente ofrecido por la carga no sea muy elevado. La corriente en el arranque en el motor, con una tensión aplicada U1,mot = χ.U1,red, será: Ecuación A-36 que corresponde a una corriente de red: Ecuación A-37 Conmutación estrella-triángulo Este método de arranque sólo se puede utilizar en aquellos motores que estén preparados para funcionar en triángulo con la tensión de red. La máquina se conecta en estrella y se pasa después a triángulo (ver apartado A.1) cuando está en funcionamiento. Con este procedimiento de arranque se aplica al motor, en el momento de la puesta en marcha, una tensión por fase de una magnitud 1/√3 de la 108 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s asignada. Desde el punto de vista analítico es el mismo caso que en el arranque a tensión reducida, siendo χ =1/√3, y las relaciones de par se convierten en: Ecuación A-38 Ecuación A-39 Es decir, tanto el par de arranque como la corriente de arranque en un arranque en estrella son 1/3 veces el par y la intensidad de arranque del motor en un arranque en triángulo. 109 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Apéndice B. Presentación de los equipos ofertados por cada uno de los fabricantes. 110 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 111 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 112 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 113 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 114 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 115 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 116 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s 117 Diseño e implementación de un sistema de control para telares circulares Basado en PLC’s y VSD’s Apéndice C. Manual de instalación y Usuario. 118 7/23/2008 MANUAL TÉCNICO. AUTOMATIZACIÓN DEL TELAR CIRCULAR MAYER MV1 #128 Por: | Cesar A Felizzola P 1 INDICE LISTA DE EQUIPOS .............................................................................................................................................. 3 IDENTIFICACIÓN DE SEÑALES ............................................................................................................................. 3 Cajetín de Control .......................................................................................................................................... 3 Panel de Control ............................................................................................................................................. 5 Switches y Selectores ................................................................................................................................. 5 Alimentación y cableado de potencia ........................................................................................................ 5 PLANOS Y ESQUEMÁTICOS ................................................................................................................................. 7 Circuito interno del contador de vueltas ....................................................................................................... 7 VS‐G Box ......................................................................................................................................................... 7 Control del aire comprimido en la aceitera ................................................................................................... 8 Plano General ................................................................................................................................................. 9 PROGRAMACIÓN DEL VSD ................................................................................................................................ 11 drC ................................................................................................................................................................ 11 fUN ............................................................................................................................................................... 11 SET ................................................................................................................................................................ 11 I/O ................................................................................................................................................................ 12 PROGRAMACIÓN DEL PLC ................................................................................................................................ 12 TROUBLESHOOTING ......................................................................................................................................... 12 INTRODUCCIÓN A TwidoSoft 2.1 ...................................................................................................................... 15 Iniciar un nuevo proyecto ........................................................................................................................ 15 Acceder a la pantalla de Símbolos ........................................................................................................... 16 Agregar símbolos ..................................................................................................................................... 16 Definición de Símbolos ............................................................................................................................ 17 Direccionamiento de los Símbolos .......................................................................................................... 17 Acceder a la pantalla de Programa .......................................................................................................... 18 Programación .......................................................................................................................................... 18 Análisis del Programa .............................................................................................................................. 19 Conectar .................................................................................................................................................. 20 Comprobar Puerto de Comunicaciones ................................................................................................... 20 ANEXO 1 – Fotos ............................................................................................................................................... 22 ANEXO 2 – Documentación completa del programa del PLC ........................................................................... 26 2 LISTA DE EQUIPOS Equipo PLC VSD (Inverter) Rectificador 24VDC Guardamotor Contactor * Contactor* Relé 8pines Base para relé 8 pines Resistencia de Frenado Porta Fusible Modelo Telemecanique Twido ‐ TWDLCAA24DRF Telemecanique Altivar ‐ ATV31HU30M3XA Telemecanique ABL7 RE2405 Telemecanique GV2ME16 / 9 ‐ 14A Square D ‐ Class 8502 Type PE 5.00 ‐ Series B Square D ‐ Class 8502 Type PD 3.10E ‐ Series B Telemecanique RUMC2AB1B7 Telemecanique RUZC2M Mitsubishi FR‐ABR‐3.7K 6x32 Fusible 6x32 Tabla 1. Cantidad 1 1 1 1 1 1 3 3 1 1 1 *Estos equipos se encuentran instalados en la máquina original y pueden ser reutilizados. IDENTIFICACIÓN DE SEÑALES Antes de la instalación o remoción de equipos es recomendable identificar las señales de interés ubicadas en las siguientes partes de la máquina: Cajetín de Control • • Alimentadores: o Si la máquina no posee aún un VS‐G BOX solo sería un cable con 24VAC de alimentación de los mismos. o Si está instalada la VS‐G BOX, entonces se deberán ubicar 4 cables: 24VAC (Alimentación). 0VAC (Alimentación) 2 señales de parada. Sensores de Aguja: 3 Un lazo (2 cables) que alimentan a los sensores. Si alguno de ellos se ha disparado, al rastrear el cable este tendrá continuidad con el chasis de la máquina, por ello se recomienda que todos estén armados a la hora de hacer el sondeo. Puertas: o Un lazo. Si las puertas se encuentra cerradas, debería existir continuidad entre ambos cables, los cuales llevarían una señal de 24VAC, por otra parte si alguna de ellas se abre se perdería esta continuidad y solo el cable de alimentación estaría energizado. Este lazo puede encontrarse también en la parte interna del panel de control. Pulsadores.: o Start: Son dos lazos de control independientes, uno para los pulsadores derecho y posterior de la máquina y otro para el pulsador del lado izquierdo. Son NC y solo se tendrá continuidad entre ambos extremos cuando este se encuentre presionado. o Jog: Exactamente igual que para el caso de los pulsadores de Start. Generalmente el cable que alimenta al Start, también es utilizado para el Jog o Stop: Al igual que en los casos de Start y Jog, se tiene un cableado para los pulsadores derecho y posterior, y otro distinto para el izquierdo, sin embargo estos dispositivos tienen un contacto NC y otro NA, ambos están conectados y van hacia el cajetín de control, lo que significa que en este caso se tendrán otros dos cables por lazo, ya que se alimenta con la misma señal de 24VAC del Start y Jog. Se debe prestar particular atención si se va a recablear, en cuál de los contactos corresponde a NC y NA. Aceitera. o Como se puede observar en la Figura 3. las señales de este dispositivo son 4: 24VAC (Alimentación) 0VAC(Alimentación) Una señal de activación. Una señal de que indica parada por bajo nivel de aceite. Contador: o La logística de cableado es muy parecida a la de la aceitera pero se incluyen los impulsos. 24VAC (Alimentación) 0VAC(Alimentación) Una señal de activación. Una señal de que indica parada cuenta alcanzada. o • • • • 4 • 2 cables a los cuales va conectada la Señal de impulso. Impulsos. o Se compone de únicamente dos cables los cuales se conectan y desconectan en cada giro, para indicar al circuito del contador que la máquina ha completado una vuelta. Panel de Control Switches y Selectores • Switch para la desactivación de parada por Alimentadores. • Switch para el cambio de la velocidad del motor. • Switch de encendido de la luz. • Selector de los ventiladores en sus 3 modalidades: o Encendido. o Apagado. o Auto. • Adicionalmente se deberá identificar el lazo que gobierna el encendido de la luz piloto ubicada en el front panel, la cual se mantendrá con sus contactos a 0VAC y 24VAC. Alimentación y cableado de potencia Estas se encuentran en la regleta del tablero y se pueden ubicar siguiendo las guías de cable que entran por las aperturas circulares de la parte posterior. Las 8 aperturas que se encuentran distribuidas de la siguiente manera (Vistas de frente y comenzando por la izquierda): 1) Alimentación de Línea. a) 3 cables de fase (L1, L2, L3) y el neutro. 2) Cables al motor, configuración Y. a) Tres cables de alimentación (U1, V1, W1). b) Uno de los polos para el fusible térmico (Será removido porque se instalará un guardamotor). c) Tierra. 3) Cables al motor, configuración Δ. a) Tres cables de alimentación (U2, V2, W2). b) El polo restante para el fusible térmico. c) Tierra. 4) Vacío. 5) Cables para el transformador utilizado para el arranque (Será removido y reemplazado por el variador). 5 6) Vacío. 7) Transformador. a) T1 Alimentación. b) T2 Alimentación. c) Tierra. d) 0VAC. e) 24VAC. f) 27VAC. g) 32VAC. h) 0VAC. i) 22VAC. 8) Ventilador. a) T1 (Alimentación). b) T2 (Alimentación). c) T3 (Alimentación). d) Tierra. 6 PLANOS Y ESQUEMÁTICOS Circuito interno del contador de vueltas sw(1) 24V~ gr(8) ~ Z1 + - br A II ~ B C D 20 Z2 Imp 470 uF Z5 21 Z3 Z4 22 b0 gr (I) 6,8Ω 1W 33 kΩ 2N6388 2 uF 1 kΩ bl (3) Figura 1. Diagrama del circuito interno del contador de vueltas. VS­G Box 11 Houptschutz Spannung exren Umax 42V~ Imax 1A 10 9 8 Spannung extern Umax 42V~ Imax 0,5A Kontaktstift oben K1 7 S1 Kontaktstift unten 6 5 4 3 2 12-24V 1 Relais K1 bei störung angezogen Figura 2. Diagrama de conexiones del VS‐G Box. 7 Control del aire comprimido en la aceitera Figura 3. Diagrama del circuito interno. Control del aire comprimido en la aceitera. 8 Plano General Figura 4. 9 220V, 3 fases, 60 Hz. 4 hilos PE N L1 L2 L3 K2 S1 Switch Principal Ventiladores Guardamotor G1 Class 8502 Type PD 3.10 E GV2ME16 / 9 - 14A 220V, 3 fases, 60 Hz. 4 hilos 1L1 2T1 3L2 4T2 5L3 6T3 0 VAC 24 VAC Panel de Control ON K5 AUTO OFF N 24VDC 0VDC PE PE 0VDC 24VDC PE ABL7 RE2405 SELECTOR VENT. K4 MANUAL Habilitados Alimentadores Velocidad del Motor Rapida (55 rpm) Luz I0.0.5 K4 ON VSG BOX 10 A1 3 I.0.0.4 Q0.0.4 L11 I0.0.6 Q0.0.5 L13 I0.0.5 Q0.0.6 L14 I0.0.4 Q0.0.7 I0.0.3 COM2 I0.0.2 Q0.0.8 a1 L1 L2 VSD Altivar ATV31HU 30M3XA b1 Oiler PLC L3 L2 L1 T3 T2 T1 W2 U2 V2 COM3 QO.0.9 COM PE 0V N 24V L A1 b3 K1 Class 8502 Type PD 5.00 E a3 Puertas Contactor Principal Mitsubishi FR-ABR– 3,7KW Luz Piloto A2 Contador Motor Electrico Resistencia de Frenado K6 A1 Guardamotor Termomagnetico I0.0.10 Azul Counter Motor Principal Gris Sensores de Aguja Q0.0.9 Contacto Normalmente Abierto Marron Sensor Diseño e implementación de un sistema de control, para telares circulares, basado en PLC’s y VSD’s PROYECTO DE GRADO presentado por César Andrés Felizzola Piñate - Julio 2.008 Amarillo F1 2,60 kW Verde Carne Resistencia 24V I0.0.7 Twido TWDLCAA24DRF STOP Enchufe Hembra COM COM1 A2 Aceitera I0.0.3 I.0.0.2 Enchufe Macho Q0.0.3 I0.0.8 I0.0.1 K5 K1 Q0.0.2 I0.0.9 I0.0.0 JOG Pulsador I0.0.10 A2 OFF START Bobina de contactor o rele Q0.0.1 I0.0.8 Lenta (40 rpm) 1 Switch 2 posiciones Mantenidas LUZ PRINCIPAL Q0.0.0 I0.0.11 Desabilitados Pulsadores v A1 I0.0.12 I0.0.1 5 Selector 3 posiciones Mantenidas A2 K2 I0.0.0 I0.0.6 LEYENDA K1 U v 0 VAC 22 VAC U COM0 A1 PE Fuente de Poder I0.0.13 V N K6 W V A2 Alimentadores PB 0 VAC 24 VAC 27 VAC 32 VAC PA / + Transformador de Control U L3 PE 0 VDC 24 VDC UNIVERSIDAD SIMÓN BOLÍVAR I.0.0.11 Plano General Telar Circular Marca Mayer - Modelo MV1 10 PROGRAMACIÓN DEL VSD Esta se realiza desde el mismo display del equipo, accediendo a los menús con el botón de ENTER y regresando con el botón de ESC. Para navegar por las opciones de cada entrada, se utilizan las flechas (arriba y abajo). Una vez desplegada la opción que se desea programar, se debe dejar presionado el botón ENTER hasta que la selección parpadee. Gran parte de la configuración del equipo se debe mantener como viene de fábrica, sin embargo se modificarán los parámetros de cada menú indicados a continuación: drC bFr UnS FrS nCr NSP COS SCS 60 220 60 9.3 3460 0,93 Str1 Frecuencia estándar del motor [Hz]. Tensión nominal del motor [V]. Frecuencia nominal del motor [Hz]. Corriente nominal del motor [A]. Velocidad nominal del motor [1/min]. Coseno del ángulo de desfase del motor. Grabación de la configuración. Presionar ENT por 2 segundos. rNP nO LI4 40 L13 10 Str1 Modo de parada normal. Adaptación de la rampa de deceleración. 2 Velocidades Preseleccionadas. Segunda Velocidad preseleccionada [Hz]. Marcha paso a paso. Consigna en marcha paso a paso [Hz]. Grabación de la configuración. Presionar ENT por 2 segundos. 2 0.2 0 60 40 20.5 19.6 10 Tiempo de la rampa de aceleración [Segundos]. Tiempo de la rampa de deceleración [Segundos]. Frecuencia para la mínima Velocidad [Hz]. Frecuencia para la máxima Velocidad [Hz]. Frecuencia de la segunda Velocidad programada [Hz]. Limitación de Corriente [A]. Protección térmica del Motor (Corriente térmica Max) [A]. Frecuencia para la marcha paso a paso (Jog) [Hz]. fUN StC ‐ Stt StC ‐ brA PSS ‐ PS2 PSS‐SP2 JOG‐JOG JOG ‐ JGF SCS SET ACC dEC LSP HSP SP2 CLI ItH JGF 11 I/O TCC TCt r1 SCS 2C PFO nO Str1 Control 2 Hilos o 3 Hilos. Tipo de control 2 Hilos. Relé r1. Grabación de la configuración. Presionar ENT por 2 segundos. El resto de los parámetros se mantienen con la configuración inicial de fábrica. Para información más detallada sobre estas y el resto de las funciones, referirse al manual de programación del ATV31. PROGRAMACIÓN DEL PLC La información sobre el programa, símbolos, uso de memoria y todo lo que respecta a la programación del PLC se encuentra en el ANEXO 2. TROUBLESHOOTING Si la máquina no arranca y se desconoce la fuente del problema, se recomienda hacer lo siguiente. Coloque todos los switches en OFF (Luz, deshabilitador de los alimentadores, velocidad lenta del motor), y observe los indicadores luminosos del PLC. La vista en condiciones normales debería ser como se muestra en la figura 5. Figura 5. Vista frontal del PLC en condiciones de identificación de falla. 12 Puede identificar la raíz de la falla, utilizando la siguiente tabla que indica a que corresponde cada señal luminosa. Indicadores Superiores Nro. Señal asociada Solución 0 Ventiladores en modo AUTO Coloque el selector del ventilador en la posición central que corresponde a apagado y vuelva a revisar las luces de status. 1 Ventiladores encendidos. Coloque el selector del ventilador en la posición central que corresponde a apagado y vuelva a revisar las luces de status. 2 Jog Revise que no se encuentre presionado ninguno de los pulsadores de Jog, y revise de nuevo las luces de status. 3 Start Revise que no se encuentre presionado ninguno de los pulsadores de Start, y revise de nuevo las luces de status. 4 Stop Este indicador debe mantenerse encendido, ya que por seguridad se utiliza un switch NC, si la luz no está encendida revise que ninguno de los pulsadores de stop está presionado, y en caso de que el problema persista, revise las conexiones internas de los pulsadores. 5 Velocidad Lenta 6 7 8 Revise que ninguna de las luces de los alimentadores se encuentra encendida, en caso de que el problema persista, revise la tensión de los Señal de los hilos y el buen funcionamiento de cada alimentador. Generalmente se alimentadores presentan fallas en los contactos internos del mismo, así como daño en los bombillos. Presione el botón correspondiente a la deshabilitación de los Deshabilitación de alimentadores y vuelva a revisar que las luces de status se encuentran Alimentadores. como en la figura. Cuenta Alcanzada 10 Pertas cerradas. 12 13 Encendido de la luz. Presione el botón correspondiente al encendido de la luz y vuelva a revisar que las luces de status se encuentran como en la figura. 9 11 Presione el botón correspondiente al cambio de velocidad y vuelva a revisar que las luces de status se encuentran como en la figura. Revise el contador de vueltas, si la luz no está prendida compare el numero que aparece en el display con el del set up, el bombillo podría estar quemado. Revise que la puerta y los paneles laterales se encuentran cerrados y que los cables que hacen puente no se han soltado. Revise que todos los sensores se encuentren armados, si el problema persiste, retire una por una las bases de los conectores con el cable de los Disparo de agujas. alimentadoras y asegúrese de que los cables no estén haciendo contacto con el chasis de la máquina Bajo nivel de aceite. Revise el nivel de aceite en la aceitera. Añada lubricante hasta que la luz se apague. No asignado. 13 Indicadores Inferiores Nro. Señal asociada Solución 0 Activación del contactor del motor. Este indicador debe encenderse una vez que el PLC comience a correr el programa, si no lo hace, verifique el mismo tiene la luz de RUN encendida, si no lo está vuelva a descargar el programa en el PLC. 1 Activación del contactor de los Ventiladores 2 No Asignado 3 4 5 6 Si el motor se encuentra detenido, y esta luz se encuentra activada, verifique que el selector no se encuentra en la posición ON. Si se ha seleccionado el modo automático presione el pulsador de stop. Encendido de la luz Presione el botón de encendido de la luz, este indicador no puede estar encendido si la luz superior Nro. 6 no está activada. Señal de Run hacia Si este indicador se encuentra encendido y el motor no arranca, revise el el VSD. status de VSD Señal de Jog hacia Si al accionar el pulsador de Jog este indicador se enciende pero el motor el VSD. permanece detenido, revise el VSD Señal de velocidad Este indicador no puede estar encendido si la luz superior 5 no lo está. lenta hacia el VSD. Para apagarla presione el botón de marcha lenta en el panel de control. 7 No Asignado 8 No Asignado Activación del contador y la aceitera 9 Si esta señal se encuentra encendida con el motor detenido, presione el botón de stop y verifique el status de nuevo. PWR POWER Esta luz se debe encender cuando el PLC se encuentra alimentado correctamente, si no se enciende revise el switch de encendido de la máquina. RUN RUN Este indicador se enciende cuando el PLC se encuentra ejecutando un programa. Si se mantiene apagado cargue de nuevo el programa. ERR ERROR Debe titilar mientras el PLC arranca y luego apagarse, si se mantiene encendida o titila existe un error en la ejecución del programa. Consulte el manual del equipo para determinar la falla. START START Este indicador solo se enciende cuando se está iniciando la ejecución de un programa. Si se mantiene encendida o titila revise el manual del equipo. Si al presionar los pulsadores y al activar los sensores no se enciende ningún indicador en el PLC, se debe revisar que el conector que se encuentra en la parte posterior del panel de control está debidamente conectado. 14 En caso de que todas las señales se encuentren bien y el motor no arranque, revise el mensaje en la pantalla del VSD, si es distinto a RdY, remítase al manual de programación del equipo para identificar la falla. INTRODUCCIÓN A TwidoSoft 2.1 Iniciar un nuevo proyecto 15 Acceder a la pantalla de Símbolos Agregar símbolos 16 Definición de Símbolos Nombre del símbolo Comentario o descripción del símbolo Filtro para la dirección del simbolo, se divide por el tipo del mismo. Ej %I entrada, %Q Salida, etc Direccionamiento de los Símbolos 17 Acceder a la pantalla de Programa Cambio a la ventana de Programa Programación 18 Se crea el programa que se ejecutará de forma secuencial en el PLC. Análisis del Programa 19 En el análisis del programa se verifica que el mismo no pese ningún error, y en caso de haberlo, nos indica cual es y en que parte del programa se encuentra para poder corregirlo, una vez analizado el programa, se puede conectar la computadora con el PLC. Conectar Si no se puede realizar la transferencia se marca uno de estos recuadros indicando la causa Transferir el programa de la PC al PLC Transferir el programa del PLC a la PC Supervisar el programa que se encuentra en ejecución en el PLC 20 Comprobar Puerto de Comunicaciones Este paso es opcional y solo hace falta realizarlo si la computadora no reconoce automáticamente el puerto virtual que se crea cuando se conecta el cable. Si aparece una ventana de error que indica que es imposible abrir el puerto solicitado (Usualmente COM1), se debe verificar en TwidoSoft, cual fue asignado a la conexión y en la ventana de protocolo de comunicación que aparecerá luego del error, se selecciona el mismo puerto. Luego de esto se puede regresar al paso de conexión. Selección del puerto de conexion. Para una información u orientación más detallada sobre el uso del programa y las características específicas de cada función, se recomienda revisar la ayuda de TwidoSoft. 21 ANEXO 1 – Fotos 22 Figura 6. Maquina #128 Antes de la instalación. Figura 7. Vista frontal del panel de control. 23 Figura 8. Vista interna del panel de control (Terminado) Figura 9. Vista Frontal del PLC Twido. 24 Figura 11. Vista Frontal del VSD Altivar ATV31. Figura 12. Vista Frontal de la VS‐G BOX. 25 Figura 13. Vista superior de la resistencia de frenado. Figura 14. Vista de la máquina #128 ya finalizada 26 ANEXO 2 – Documentación completa del programa del PLC 27 09/07/2008 Programa de control Rev1.2.twd TwidoSoft Automatización Telar #128 1/14 09/07/2008 Programa de control Rev1.2.twd Información de programa Fecha Autor Servicio Destino Índice Propiedad industrial 22/08/2008 César Felizzola Pasante TWDLCAA24DRF Comentarios Este programa representa la lógica de control aplicada para la automatización del telar circular Mayer MV1 #128, propiedad de PRODALAM C.A, el cual originalmente estaba controlado únicamente por elementos electromecánicos (Básicamente relés y contactores). El sistema en general posee ademas del PLC aqui descrito, un VSD Altivar ATV31, y un pequeño grupo de relés y contactores que accionan los distintos dispositivos. El esquema de control aplicado, no difiere mucho del original, sin embargo la centralización y modernización del sistema, permiten un mejoramiento en la confiabilidad y eficiencia del proceso. 2/14 09/07/2008 Programa de control Rev1.2.twd Resumen Portada....................................................................................... 1 Resumen....................................................................................... 1 Configuración del hardware.................................................................... 2 Configuración objetos de memoria.............................................................. 3 Configuración uso de memoria.................................................................. 4 Programa...................................................................................... 5 Símbolos...................................................................................... 9 Referencias cruzadas......................................................................... 11 Número total de páginas...................................................................... 14 3/14 09/07/2008 Programa de control Rev1.2.twd Configuración del hardware Base TWDLCAA24DRF - Unidad de base compacta, 230V AC, con 14 entradas de 24 V CC y 10 salidas de relé de 2 A. Bloques de terminales de tornillo no extraíbles. Configuración de entrada Entrada Utilizado %I0.0 %I0.1 %I0.2 %I0.3 %I0.4 %I0.5 %I0.6 %I0.7 %I0.8 %I0.9 %I0.10 %I0.11 %I0.12 Sí Sí Sí Sí Sí Sí Sí Sí Sí Sí Sí Sí Sí Símbolo FAN_AUTO FAN_ON JOG_IN START_IN STOP_IN SELECTOR_VELOCIDAD LUZ_IN VSG ALIMENTADORES_OFF CONTADOR PUERTAS SENSOR_AGUJAS ACEITERA Configuración de salida Salida Utilizado %Q0.0 %Q0.1 %Q0.3 %Q0.4 %Q0.5 %Q0.6 %Q0.9 Sí Sí Sí Sí Sí Sí Sí Símbolo CONTACTOR_MOTOR FAN_OUT LUZ_OUT RUN JOG VEL_2 ACTIVACION Filtrado 3 3 3 3 3 3 3 3 3 3 3 3 3 Retención R/S ms ms ms ms ms ms ms ms ms ms ms ms ms No No No No No No No No No No No No No No No No No No No No No No No No No No Utilizado por Lógica Lógica Lógica Lógica Lógica Lógica Lógica Lógica Lógica Lógica Lógica Lógica Lógica de de de de de de de de de de de de de aplic aplic aplic aplic aplic aplic aplic aplic aplic aplic aplic aplic aplic Estado Utilizado por No No No No No No No Lógica Lógica Lógica Lógica Lógica Lógica Lógica de de de de de de de aplicación aplicación aplicación aplicación aplicación aplicación aplicación Módulos del bus de ampliación Configuración de puerto serie +--------------------------------------------------------------+ | Puerto serie 1 | +--------------------------------------------------------------+ | Protocolo : Conexión remota | | Dirección : 0 | | Caudal : | | Bits de datos : | | Paridad : | | Bit de parada : | | Fin de trama : | | Timeout de respuesta (x 100 ms) : | | Desbordamiento de trama (ms) : | +--------------------------------------------------------------+ 4/14 09/07/2008 Programa de control Rev1.2.twd Configuración objetos de memoria Bits de memoria % M permitidos %M0 %M1 %M2 %M3 %M4 %M5 %M6 %M7 %M8 Sí Sí Sí Sí Sí Sí Sí Sí Sí Utiliz Sí Sí Sí Sí Sí Sí Sí Sí Sí Símbolos SENSORES_OK ARRANQUE STATUS_OK PARADA RUNNING JOGGING AUTO START_FAN START_MOTOR 5/14 09/07/2008 Programa de control Rev1.2.twd Uso de memoria Estadísticas de utilización de la memoria Datos del usuario : Bits de memoria : Palabras de mem. : Copia de seguridad realizada : RAM = EEPROM : Constantes : Configuración : Mem. datos disp. : 9 0 ??? ??? 0 178 3189 Programa de aplicación : Código ejecutable Datos de programa Cambios en línea Mem. códigos disp. : 210 : 0 : 0 : 16174 Otros : Datos ejecutivos : Bits (0.1%) Palabras (0.0%) Palabras Palabras (0.0%) Palabras (5.2%) Palabras (92.4%) Palabras Palabras Palabras Palabras (1.3%) (0.0%) (0.0%) (98.7%) 80 Palabras (2.3%) Asignación utilizada para cada objeto +-----------------------------+-----------+--------+----------+-------------+ | | Tipo | Máxima | Asignada | Configurada | +-----------------------------+-----------+--------+----------+-------------+ | Constantes | %KW | 256 | 0 | Automático | | Contadores progresivos | %C | 128 | 0 | Automático | | Conmutadores de tambor | %DR | 8 | 0 | Automático | | Contadores rápidos | %FC | 3 | 0 | Automático | | Registros LIFO/FIFO | %R | 4 | 0 | Automático | | Palabras de mem. | %MW | 3000 | 0 | Automático | | PLS/PWM | %PLS/%PWM | 0 | 0 | Automático | | Desplazar registros de bits | %SBR | 8 | 0 | Automático | | Fechador en línea | | 16 | 0 | Automático | | Contadores de pasos | %SC | 8 | 0 | Automático | | Temporizadores | %TM | 128 | 0 | Automático | | Contadores muy rápidos | %VFC | 1 | 0 | Automático | +-----------------------------+-----------+--------+----------+-------------+ 6/14 09/07/2008 Programa de control Rev1.2.twd Ladder PUERTAS 0 %I0.10 SENSOR_AGUJAS %I0.11 VSG %I0.7 CONTADOR %I0.9 ACEITERA %I0.12 SENSORES_OK %M0 ALIMENTADORES_... %I0.8 1 %I0.0.10 %I0.0.11 %I0.0.7 %I0.0.8 PUERTAS SENSOR_AGUJAS VSG ALIMENTADORES_OFF %I0.0.9 CONTADOR %I0.0.12 %M0 ACEITERA SENSORES_OK Señal de parada por apertura de puertas. Señal de parada proveniente de los sensores de aguja rota. Señal de parada por rotura de hilos, proveniente de la VS-G BOX. Señal proveniente del panel de control que desactiva la parada por rotura de hilo proveniente de los alimentadores. Señal de parada proveniente del contador. Se genera cuando la máquina ha alcanzado el número de vueltas predeterminadas. Señal de parada proveniente de la aceitera. Bandera interna del sistema que indica que todos los sensores se encuentran en status OK FIRST_CYCLE %S13 ARRANQUE %M1 S COLD_START %S0 HOT_START %S1 2 %S13 %S0 FIRST_CYCLE COLD_START %S1 HOT_START %M1 ARRANQUE FIRST_CYCLE %S13 COLD_START %S0 HOT_START %S1 Bandera de sistema que indica primer ciclo de ejecución del PLC. Bandera de sistema que indica primer ciclo de ejecución del PLC luego de una falla en la alimentación sin perdida de memoria. Bandera de sistema que indica primer ciclo de ejecución del PLC luego de una falla en la alimentación con perdida de memoria. Bandera interna, que indica que el PLC acaba de ser arrancado o se esta recuperando de una parada inesperada. START_IN %I0.3 P ARRANQUE %M1 R JOG_IN %I0.2 STOP_IN %I0.4 N %S13 %S0 FIRST_CYCLE COLD_START %S1 HOT_START %I0.0.3 START_IN %I0.0.2 JOG_IN %I0.0.4 STOP_IN %M1 ARRANQUE Bandera de sistema que indica primer ciclo de ejecución del PLC. Bandera de sistema que indica primer ciclo de ejecución del PLC luego de una falla en la alimentación sin perdida de memoria. Bandera de sistema que indica primer ciclo de ejecución del PLC luego de una falla en la alimentación con perdida de memoria. Señal que proviene de los pulsadores de Start e indica que se quiere poner en marcha la máquina. Señal que proviene de los pulsadores de jog, e indica que se desea mover la máquina bajo esta modalidad. Señal proveniente de los pulsadores de Stop e indica que se desea hacer una parada manual de la máquina. Bandera interna, que indica que el PLC acaba de ser arrancado o se esta recuperando de una parada inesperada. 7/14 09/07/2008 3 4 ARRANQUE %M1 SENSORES_OK %M0 Programa de control Rev1.2.twd STATUS_OK %M2 %M1 ARRANQUE Bandera interna, que indica que el PLC acaba de ser arrancado o se esta recuperando de una parada inesperada. %M0 SENSORES_OK %M2 STATUS_OK Bandera interna del sistema que indica que todos los sensores se encuentran en status OK Bandera interna que indica que la máquina está lista para operar. ARRANQUE %M1 PARADA PARADA %M3 %M3 S SENSORES_OK %M0 RUNNING %M4 R STOP_IN %I0.4 N %M1 ARRANQUE Bandera interna, que indica que el PLC acaba de ser arrancado o se esta recuperando de una parada inesperada. %M0 SENSORES_OK Bandera interna del sistema que indica que todos los sensores se encuentran en status OK Señal proveniente de los pulsadores de Stop e indica que se desea hacer una parada manual de la máquina. Bandera interna que se enciende cuando se ha detectado algun elemento que requiera detener la máquina. Bandera interna que indica que el el sistema se encuentra en estado running. %I0.0.4 STOP_IN %M3 PARADA %M4 RUNNING START_IN 5 %I0.3 P STOP_IN RUNNING %I0.4 %M4 S %I0.0.3 START_IN %M2 %I0.0.4 STATUS_OK STOP_IN %M4 RUNNING JOG_IN 6 STATUS_OK %M2 %I0.2 STATUS_OK %M2 STOP_IN RUNNING JOGGING %I0.4 %M4 %M5 %I0.0.2 JOG_IN %M2 %I0.0.4 STATUS_OK STOP_IN %M4 RUNNING %M5 JOGGING PARADA 7 8 Señal que proviene de los pulsadores de Start e indica que se quiere poner en marcha la máquina. Bandera interna que indica que la máquina está lista para operar. Señal proveniente de los pulsadores de Stop e indica que se desea hacer una parada manual de la máquina. Bandera interna que indica que el el sistema se encuentra en estado running. Señal que proviene de los pulsadores de jog, e indica que se desea mover la máquina bajo esta modalidad. Bandera interna que indica que la máquina está lista para operar. Señal proveniente de los pulsadores de Stop e indica que se desea hacer una parada manual de la máquina. Bandera interna que indica que el el sistema se encuentra en estado running. Bandera interna que indica que el sistema está en estado Jogging o marcha paso a paso. START_MOTOR %M8 R %M3 %M3 PARADA %M8 START_MOTOR Bandera interna que se enciende cuando se ha detectado algun elemento que requiera detener la máquina. Bandera interna que controla la señal de arranque de motor que va hacia el VSD. RUNNING AUTO %M4 %M6 JOGGING %M5 8/14 09/07/2008 Programa de control Rev1.2.twd %M4 RUNNING Bandera interna que indica que el el sistema se encuentra en estado running. %M5 JOGGING Bandera interna que indica que el sistema está en estado Jogging o marcha paso a paso. %M6 AUTO Bandera interna que indica que hay una petición o el motor se encuetra en movimiento, por lo que todos los dispositivos asociados al mismo se deben encender. CONTACTOR_MOT... %Q0.0 9 %Q0.0.0 CONTACTOR_MOTOR Salida correspondiente al contactor del motor. Voltaje AC AUTO 10 START_MOTOR %M8 %M6 ACTIVACION %Q0.9 PARADA %M3 R SELECTOR_VELOC... %I0.5 %Q0.6 VEL_2 JOGGING JOG %M5 %Q0.5 FAN_AUTO START_FAN %M7 %I0.0 11 %M6 AUTO Bandera interna que indica que hay una petición o el motor se encuetra en movimiento, por lo que todos los dispositivos asociados al mismo se deben encender. %M8 %Q0.0.9 %M3 START_MOTOR ACTIVACION PARADA %I0.0.5 SELECTOR_VELOCIDAD Bandera interna que controla la señal de arranque de motor que va hacia el VSD. Salida de activación del contador y del dispositivo de lubricación Voltaje AC. Bandera interna que se enciende cuando se ha detectado algun elemento que requiera detener la máquina. Proviene del botón de velocidad ubicado en el panel de control y determina si la máquina se moverá a velocidad rápida o lenta cuando se ponga en marcha. Salida hacia el VSD, que determina a que velocidad trabajará el motor cuando se encuentre en modo RUN. Voltaje DC. Bandera interna que indica que el sistema está en estado Jogging o marcha paso a paso. %Q0.0.6 VEL_2 %M5 JOGGING %Q0.0.5 JOG Salida hacia el VSD, que indica modo JOG. Voltaje DC. %I0.0.0 FAN_AUTO %M7 START_FAN Señal proveniente del selector del panel de control, que indica que el ventilador se encuentra en modo automático Bandera interna que controla la salida hacia le contactor de los ventiladores. START_MOTOR %M8 %M8 %Q0.0.4 12 RUN %Q0.4 START_MOTOR RUN Bandera interna que controla la señal de arranque de motor que va hacia el VSD. Salida hacia el VSD que indica modo RUN del motor. Voltaje DC FAN_ON FAN_OUT %I0.1 %Q0.1 START_FAN %M7 %I0.0.1 FAN_ON Señal proveniente del selector del panel de control, que indica que el ventilador se 9/14 09/07/2008 13 Programa de control Rev1.2.twd %M7 START_FAN encuentra en modo ON (Encendido) Bandera interna que controla la salida hacia le contactor de los ventiladores. %Q0.0.1 FAN_OUT Salida correspondiente al contactor de los ventiladores. Voltaje AC LUZ_IN LUZ_OUT %I0.6 %Q0.3 %I0.0.6 %Q0.0.3 LUZ_IN LUZ_OUT Señal de encendido de la luz de la máquina. Proviene del switch en el panel de control. Salida hacia la luz interna de la máquina. Voltaje AC. RUNG 14 FIN DEL PROGRAMA 10/14 09/07/2008 Programa de control Rev1.2.twd Símbolos Dirección Símbolo %I0.0.0 GO STOP_OUT VSG1 ACTIVACIOMN FAN_AUTO %I0.0.1 FAN_ON %I0.0.2 JOG_IN %I0.0.3 START_IN %I0.0.4 STOP_IN %I0.0.5 SELECTOR_VELOCIDAD %I0.0.6 LUZ_IN %I0.0.7 %I0.0.8 VSG ALIMENTADORES_OFF %I0.0.9 CONTADOR %I0.0.10 %I0.0.11 %I0.0.12 %M0 PUERTAS SENSOR_AGUJAS ACEITERA SENSORES_OK %M1 ARRANQUE %M2 %M3 STATUS_OK PARADA %M4 RUNNING %M5 JOGGING %M6 AUTO %M7 START_FAN %M8 START_MOTOR Comentario Señal proveniente del selector del panel de control, que indica que el ventilador se encuentra en modo automático Señal proveniente del selector del panel de control, que indica que el ventilador se encuentra en modo ON (Encendido) Señal que proviene de los pulsadores de jog, e indica que se desea mover la máquina bajo esta modalidad. Señal que proviene de los pulsadores de Start e indica que se quiere poner en marcha la máquina. Señal proveniente de los pulsadores de Stop e indica que se desea hacer una parada manual de la máquina. Proviene del botón de velocidad ubicado en el panel de control y determina si la máquina se moverá a velocidad rápida o lenta cuando se ponga en marcha. Señal de encendido de la luz de la máquina. Proviene del switch en el panel de control. Señal de parada por rotura de hilos, proveniente de la VS-G BOX. Señal proveniente del panel de control que desactiva la parada por rotura de hilo proveniente de los alimentadores. Señal de parada proveniente del contador. Se genera cuando la máquina ha alcanzado el número de vueltas predeterminadas. Señal de parada por apertura de puertas. Señal de parada proveniente de los sensores de aguja rota. Señal de parada proveniente de la aceitera. Bandera interna del sistema que indica que todos los sensores se encuentran en status OK Bandera interna, que indica que el PLC acaba de ser arrancado o se esta recuperando de una parada inesperada. Bandera interna que indica que la máquina está lista para operar. Bandera interna que se enciende cuando se ha detectado algun elemento que requiera detener la máquina. Bandera interna que indica que el el sistema se encuentra en estado running. Bandera interna que indica que el sistema está en estado Jogging o marcha paso a paso. Bandera interna que indica que hay una petición o el motor se encuetra en movimiento, por lo que todos los dispositivos asociados al mismo se deben encender. Bandera interna que controla la salida hacia le contactor de los ventiladores. Bandera interna que controla la señal de arranque de motor que va hacia el VSD. 11/14 09/07/2008 %M9 %Q0.0.0 %Q0.0.1 %Q0.0.3 %Q0.0.4 %Q0.0.5 %Q0.0.6 VSG2 CONTACTOR_MOTOR FAN_OUT LUZ_OUT RUN JOG VEL_2 %Q0.0.9 ACTIVACION %S0 COLD_START %S1 HOT_START %S13 FIRST_CYCLE Programa de control Rev1.2.twd NO UTILIZADA Salida correspondiente al contactor del motor. Voltaje AC Salida correspondiente al contactor de los ventiladores. Voltaje AC Salida hacia la luz interna de la máquina. Voltaje AC. Salida hacia el VSD que indica modo RUN del motor. Voltaje DC Salida hacia el VSD, que indica modo JOG. Voltaje DC. Salida hacia el VSD, que determina a que velocidad trabajará el motor cuando se encuentre en modo RUN. Voltaje DC. Salida de activación del contador y del dispositivo de lubricación Voltaje AC. Bandera de sistema que indica primer ciclo de ejecución del PLC luego de una falla en la alimentación sin perdida de memoria. Bandera de sistema que indica primer ciclo de ejecución del PLC luego de una falla en la alimentación con perdida de memoria. Bandera de sistema que indica primer ciclo de ejecución del PLC. 12/14 09/07/2008 Programa de control Rev1.2.twd Referencia cruzada +----OPERANDO----+----------------SÍMBOLO---------------+---LÍNEA--+------OPERADOR------+ | %I0.0 | FAN_AUTO | 56 | AND | +----------------+--------------------------------------+----------+--------------------+ | %I0.1 | FAN_ON | 60 | LD | +----------------+--------------------------------------+----------+--------------------+ | %I0.10 | PUERTAS | 0 | LD | +----------------+--------------------------------------+----------+--------------------+ | %I0.11 | SENSOR_AGUJAS | 1 | ANDN | +----------------+--------------------------------------+----------+--------------------+ | %I0.12 | ACEITERA | 6 | ANDN | +----------------+--------------------------------------+----------+--------------------+ | %I0.2 | JOG_IN | 16 | OR | | | | 33 | LD | +----------------+--------------------------------------+----------+--------------------+ | %I0.3 | START_IN | 15 | AND( R | | | | 29 | LDR | +----------------+--------------------------------------+----------+--------------------+ | %I0.4 | STOP_IN | 17 | ORF | | | | 25 | ORF | | | | 31 | AND | | | | 35 | AND | +----------------+--------------------------------------+----------+--------------------+ | %I0.5 | SELECTOR_VELOCIDAD | 50 | ANDN | +----------------+--------------------------------------+----------+--------------------+ | %I0.6 | LUZ_IN | 63 | LD | +----------------+--------------------------------------+----------+--------------------+ | %I0.7 | VSG | 2 | AND( N | +----------------+--------------------------------------+----------+--------------------+ | %I0.8 | ALIMENTADORES_OFF | 3 | OR | +----------------+--------------------------------------+----------+--------------------+ | %I0.9 | CONTADOR | 5 | AND | +----------------+--------------------------------------+----------+--------------------+ | %M0 | SENSORES_OK | 7 | ST | | | | 21 | AND | | | | 24 | ORN | +----------------+--------------------------------------+----------+--------------------+ | %M1 | ARRANQUE | 11 | --(S)-| | | | 19 | --(R)-| | | | 20 | LDN | | | | 23 | LD | +----------------+--------------------------------------+----------+--------------------+ | %M2 | STATUS_OK | 22 | ST | | | | 30 | AND | | | | 34 | AND | +----------------+--------------------------------------+----------+--------------------+ | %M3 | PARADA | 26 | ANDN | | | | 27 | --(S)-| | | | 38 | LD | | | | 48 | --(R)-| +----------------+--------------------------------------+----------+--------------------+ | %M4 | RUNNING | 28 | --(R)-| | | | 32 | --(S)-| | | | 36 | ANDN | | | | 40 | LD | +----------------+--------------------------------------+----------+--------------------+ | %M5 | JOGGING | 37 | ST | | | | 41 | OR | | | | 53 | AND | +----------------+--------------------------------------+----------+--------------------+ | %M6 | AUTO | 42 | ST | | | | 45 | LD | +----------------+--------------------------------------+----------+--------------------+ | %M7 | START_FAN | 57 | ST | | | | 61 | OR | +----------------+--------------------------------------+----------+--------------------+ | %M8 | START_MOTOR | 39 | --(R)-| 13/14 09/07/2008 Programa de control Rev1.2.twd | | | 46 | ST | | | | 58 | LD | +----------------+--------------------------------------+----------+--------------------+ | %Q0.0 | CONTACTOR_MOTOR | 44 | ST | +----------------+--------------------------------------+----------+--------------------+ | %Q0.1 | FAN_OUT | 62 | ST | +----------------+--------------------------------------+----------+--------------------+ | %Q0.3 | LUZ_OUT | 64 | ST | +----------------+--------------------------------------+----------+--------------------+ | %Q0.4 | RUN | 59 | ST | +----------------+--------------------------------------+----------+--------------------+ | %Q0.5 | JOG | 54 | ST | +----------------+--------------------------------------+----------+--------------------+ | %Q0.6 | VEL_2 | 51 | ST | +----------------+--------------------------------------+----------+--------------------+ | %Q0.9 | ACTIVACION | 47 | ST | +----------------+--------------------------------------+----------+--------------------+ | %S0 | COLD_START | 9 | OR | | | | 13 | ANDN | +----------------+--------------------------------------+----------+--------------------+ | %S1 | HOT_START | 10 | OR | | | | 14 | ANDN | +----------------+--------------------------------------+----------+--------------------+ | %S13 | FIRST_CYCLE | 8 | LD | | | | 12 | LDN | +----------------+--------------------------------------+----------+--------------------+ +----------------+--------------------------------------+----------+--------------------+ 14/14
 0
0
Anuncio



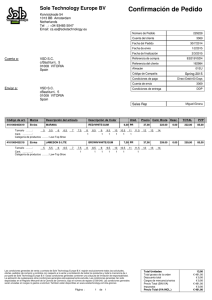
Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados