Automatizacion de procesos agroindustriales
Anuncio

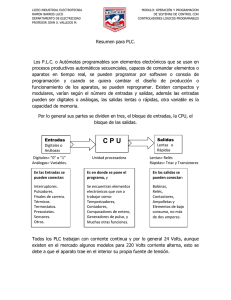
Introducción a los PLC´s Introducción a los PLC´s ¿AUTOMATAS? • • • • • • ¿Qué son? ¿Cómo funcionan? ¿Cómo puedo programarlos? ¿Cómo se eligen? ¿Que limitaciones tiene? ¿Qué es publicar una variable? ¿AUTOMATAS? • • • • • • ¿Qué son? ¿Cómo funcionan? ¿Cómo puedo programarlos? ¿Qué es publicar una variable? ¿Cómo se eligen? ¿Que limitaciones tiene? Introducción a los PLC´s Introducción a los PLC´s Esquema de un proceso controlado por un PLC Autómata programable Definición IEC 61131 Un autómata programable (AP) es un sistema electrónico programable diseñado para ser utilizado en un entorno industrial, que utiliza una memoria programable para el almacenamiento interno de instrucciones orientadas al AP Automata usuario, para implantar unas Programable soluciones específicas tales AP Automata Programable como funciones lógicas, secuencia, temporización, recuento API y funciones con elProgramable fin de controlar Industrial mediante API aritméticas Automata Automata Programable Industrial entradas y salidas, digitales y analógicas diversos tipos de PLC máquinas o procesos. PLC Programmer Programmer Logic Logic Controller Controller Actuadores proceso Información suministrada por el proceso Acciones que se realizan sobre el proceso salidas sensores PLC entradas Introducción a los PLC´s Se quiere controlar un sistema de riego, que consta de dos pozos (P1 y P2), dos bombas (B1 y B2) y un deposito. Mediante las bombas B1 y B2 se controla el nivel del deposito. El deposito tiene dos boyas (DI y DS) para indicar el nivel. Cada pozo lleva instalado un sensor de nivel (n1 y n2) para saber si hay agua suficiente. Si no hay agua suficiente en el pozo, la bomba correspondiente no debe funcionar. B B1 B B2 P1 DS B Acciones que se realizan sobre el proceso B1 B DS DI P2 Información suministrada por el proceso a Riego n2 n1 Instalación de bombeo salidas PLC entradas Actuadores proceso sensores n2 n1 proceso Actuadores B P1 B1 B sensores B2 B DS DI P2 Información suministrada por el proceso a Riego n2 n1 Acciones que se realizan sobre el proceso B1 B B2 P1 entradas salidas DI Información suministrada por el proceso a Riego n2 n1 + PLC DS P2 + salidas sensores B2 P1 DI P2 a Riego Acciones que se realizan sobre el proceso proceso Actuadores Ejemplo simple de automatización con PLC (I) 0 0 1 0 B1 0 B2 1 PLC n1 n2 DS DI entradas informaciones de los detectores de nivel proceso Actuadores B Acciones que se realizan sobre el proceso B1 B sensores B2 P1 B DS DI P2 Información suministrada por el proceso a Riego n2 n1 Acciones que se realizan sobre el proceso B1 B Tratamiento de datos. Autómata a Riego n2 n1 0 0 1 0 B1 0 B2 1 salidas Mando de potencia Acciones que se realizan sobre el proceso B1 B B DI Información suministrada por el proceso a Riego n2 n1 Acciones que se realizan sobre el proceso B1 entradas salidas DS DI P2 Información suministrada por el proceso a Riego n2 n1 + PLC n1 n2 DS DI sensores B2 + Mando de potencia B P1 + 0 0 1 0 B1 0 B2 1 entradas proceso Actuadores DS P2 + salidas sensores B2 P1 n1 n2 DS DI PLC proceso B Información suministrada por el proceso + entradas DI P2 PLC Actuadores DS + n1 n2 DS DI sensores B2 P1 + + 0 0 1 0 B1 0 B2 1 salidas proceso Actuadores 0 0 1 0 B1 0 B2 1 Mando de potencia PLC n1 n2 DS DI entradas Introducción a los PLC´s Introducción a los PLC´s Estructura externa Estructura Compacta Alimentación Interfase de entradas CPU Memoria E2PROM Puerto de comunicaciones Memoria RAM - Programa - Datos Interfase de SALIDAS Estructura Modular Estructura Compacta Introducción a los PLC´s Introducción a los PLC´s Estructura modular: Bloques principales ¿AUTOMATAS? • • • • • • Modulo Alimentación CPU Modulo de SALIDAS Modulo de entradas ¿Qué son? ¿Cómo funcionan? ¿Cómo puedo programarlos? ¿Qué es publicar una variable? ¿Cómo se eligen? ¿Que limitaciones tiene? Funcionamiento del autómata: ¿ Leer variables de entrada? Funcionamiento del autómata Leer Variables de entradas Actualiza dispositivos de Salidas Procesa programa Chequeo automata RUN Las entradas son señales eléctricas Procesa comunicaciones Ciclo simple de funcionamiento Ciclo de SCAN • Interrupciones: Por eventos Por tiempo • Comunicaciones: Bus de campo abierto Bus de campo cerrado Funcionamiento del autómata: ¿ Leer variables de entrada? Funcionamiento del autómata: ¿ Leer variables de entrada? + 220 V 220 V Bornero de Entradas 0 0 1 0 1 Autómata 0 + 220 V + 220 V 1 0 0 0 Bornero de Salidas Modelo de Memoria del Autómata La memoria está organizada en forma de matriz *Cada fila tiene asociada una dirección que se corresponde con el ordinal de la fila *Cada Columna esta dividida en bits. Método para acceder a la memoria Bit M f.c M3.2 Byte MB f MB5 Word MW f MW8 Double Word MD f MD12 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0 Nombres de las Memorias del Autómata MD12 Siemens Internacional Entrada E I Salida A Q Memoria de variables V V M M Entrada analógica AE AI Salida analógica AA AQ Temporizador T T Contador Z C Contador rápido HC HC Marcas especiales SM SM (para almacenar valores) MW8 Marcas (para almacenar bits de estados) MB5 M3.2 7 6 5 4 3 2 1 0 8 bits Memoria de 16x8 Son las variables del programa Funcionamiento del autómata: ¿ Leer variables de entrada? Dat Funcionamiento del autómata: ¿ que es un programa de un autómata? + + 220 V 0 0 1 0 Bornero de Entradas 1 Leer Variables de entradas 220 V 0 Autómata + 0 1 0 Bornero de Entradas 1 Leer Variables de entradas Autómata 0 220 V Descripción 1 0 0 0 Bornero de Salidas 0 Matriz de entradas + 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 220 V 1 0 0 0 Bornero de Salidas Procesa programa 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 Fila 0 0 0 0 0 0 1 0 1 Matriz I Programa del autómata: serie de instrucciones que describen las operaciones que tiene lugar entre las variables del proceso Funcionamiento del autómata: ¿ actualizar dispositivos de salida? Matriz de entradas 0 0 0 0 1 0 1 0 Leer Variables de entradas 0 0 0 0 1 0 1 1 0 0 0 0 0 1 1 0 Matriz Q Matriz de salidas Actualiza dispositivos de Salidas Procesa programa 0 0 0 0 1 0 1 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 1 0 1 1 Matriz de salidas Matriz I: Imputs 0 0 0 0 0 0 0 0 + 0 0 0 0 0 0 0 0 0 1 0 0 1 0 1 0 0 1 0 0 1 0 1 1 Matriz W: Registros Matriz M: Marcas 1 0 0 0 0 1 0 0 Matriz T: Temporizadores 0 0 1 0 1 0 1 0 0 0 0 0 1 0 1 0 0 0 0 0 1 0 1 1 0 0 0 0 1 0 1 1 0 0 0 0 1 0 1 1 0 0 1 0 0 0 0 0 1 1 1 1 1 1 1 0 0 0 0 0 0 0 0 0 0 0 0 1 1 0 1 1 0 0 0 0 1 0 1 1 0 0 0 0 1 0 1 1 0 0 0 0 1 0 1 0 0 0 0 0 1 0 1 0 0 0 0 0 1 0 1 0 0 0 0 0 1 1 0 1 1 0 0 0 1 1 0 1 0 0 0 0 0 1 0 1 0 Bornero de Entradas 0 1 0 1 Fila 0 0 0 0 0 1 0 0 0 Autómata Matriz Q: output Tamaño de las matrices: aspecto fundamental 0 1 0 0 Actualizar salidas 0 Bornero de Salidas + La CPU solo entiende de ristras de 1’s y 0’s Funcionamiento del autómata: ¿ procesa programa? Introducción a los PLC´s RUN Leer Variables de entradas Actualiza dispositivos de Salidas Procesa programa Chequeo automata Procesa comunicaciones Ciclo simple de funcionamiento Ciclo de SCAN • Interrupciones: Por eventos Por tiempo • Comunicaciones: Bus de campo abierto Bus de campo cerrado ¿AUTOMATAS? • • • • • • ¿Qué son? ¿Cómo funcionan? ¿Cómo puedo programarlos? ¿Qué es publicar una variable? ¿Cómo se eligen? ¿Que limitaciones tiene? ¿Como se pueden Programar? Software Hardware Autómata ¿Como se pueden Programar? Mercado Internacional del PLC Siemens Schneider-Autom. Allen-Bradley GE Fanuc Mitsubishi Otros 26 % 18 % 17 % 8% 11 % 20 % Comunicación serie RS-232/RS-485 Últimamente USB, Ethernet Cada Autómata (Hardware) ¿Como se pueden Programar? Islas de automatización dependientes del fabricante un Software diferente ¿Como se pueden Programar? IEC 61131-3 Lenguajes de Programación / Programación de control industrial Standard IEC 1131: cinco partes ALLEN-BRADLEY OMRON -1 Visión general, definiciones SI -2 Hardware SI -3 Lenguajes de programación SI -4 Guías de uso -5 Comunicaciones: Especificaciones SI = Standard Internacional SIEMENS ¿Como se pueden Programar? IEC 61131-3 Lenguajes de Programación / Programación de control industrial ¿Como se pueden Programar? IEC 1131-3 Lenguajes de Programación / Programación de control industrial …el soporte para personas de diferentes lugares El interface entre el programador y el sistema de control IEC 61131-3 IEC 61131-3 Lenguaje de programación estándar en la industria PROGRAMA: Serie de instrucciones que describen las operaciones Lenguaje de programación estándar en la industria ¿ Cómo se escriben las instrucciones o segmentos ? que tienen lugar entre variables del proceso Instruction List Organización básica de un programa: Segmentos: El programa se divide en bloques de instrucciones o segmentos relativamente independientes Segmento 1 Segmento 2 Segmento 3 I0.1 I0.2 Q0.1 ---| |--|/|----------------() Segmento 1 Segmento 2 LD A ANDN B ST C Structured Text C:= A AND NOT B Lenguaje ST Lenguaje IL Segmento 3 Function Block Diagram AND Estos segmentos se pueden programar en cuatros lenguajes diferentes A Ladder Diagram A B C C -| |--|/|----------------( ) B Segmento n Lenguaje LD Segmento n Lenguaje FBD IEC 61131-3 IEC 61131-3 Lenguaje de programación estándar en la industria Ladder Diagram (LD) Instruction List (IL) • Modelo basado en la utilización del acumulador • Basado en el estilo alemán ‘Anweisungsliste’, AWL • Una operación tal como almacenar un valor en el registro del acumulador esta permitido por línea • Standarizado • Basado en el estilo de programación standard de Norte América A B Lenguaje de programación estándar en la industria C ---| |--|/|----------------() LD A ANDN B ST C IEC 61131-3 IEC 61131-3 Lenguaje de programación estándar en la industria Structured Text (ST) • • • • Lenguaje de alto nivel, block structured Sintaxis parecida al PASCAL Estructuras complejas y recursivas son posibles Ejemplo: – Iteraciones, bucles (REPEAT-UNTIL; WHILE-DO) – Condicionales (IF-THEN-ELSE; CASE) – Funciones (SQRT(), SIN()) Lenguaje de programación estándar en la industria Function Block Diagram (FBD) • Lenguajes gráfico, ampliamente usado en Europa • Permite elementos de programas que aparecen como bloques a ser ”cableados" juntos en un formato análogo a un circuito eléctrico. • Usado principalmente en aplicaciones químicas AND A C:= A AND NOT B B C Industria Química IEC 61131-3 IEC 61131-3 Lenguaje de programación estándar en la industria Ejemplo simple de automatización con PLC (I) Se quiere controlar un sistema de riego, que consta de dos pozos (P1 y P2), dos bombas (B1 y B2) y un deposito. Mediante las bombas B1 y B2 se controla el nivel del deposito. El deposito tiene dos boyas (DI y DS) para indicar el nivel. Cada pozo lleva instalado un sensor de nivel (n1 y n2) para saber si hay agua suficiente. Si no hay agua suficiente en el pozo, la bomba correspondiente no debe funcionar. B B1 B P1 Ejemplo simple de automatización con PLC (II) Pasos para el diseño de la automatización: 1. Comprobar la especificación (entender como debe funcionar la planta). 2. Lista de entradas y salidas (lógica positiva o negativa). 3. Diseño de las ecuaciones lógicas. 4. Implantación de las ecuaciones anteriores mediante el PLC. El sistema debe de funcionar de la siguiente manera: B2 DS 1. Si el nivel del deposito supera la boya DS, las bombas están paradas. 2. Si el nivel del deposito está entre la boya DI y la DS, funciona la bomba B1, si hay agua suficiente en el pozo 1. Si no hay agua en el pozo 1 pero la hay en el 2, funciona la bomba B2. DI P2 3. Si el nivel del deposito esta por debajo de la boya DI, se activa la bomba B2, además de la B1 si es posible. a Riego n2 n1 IEC 61131-3 Lenguaje de programación estándar en la industria Ejemplo simple de automatización con PLC (III) Lógica Etiqueta Dirección Nivel Pozo 1 P EN1 I1.0 Nivel Pozo 2 P EN2 I1.1 Nivel Superior Deposito P EDS I1.2 Nivel Inferior Deposito P EDI I1.3 Salidas Bomba Pozo 1 P SB1 Q1.0 Bomba Pozo 2 P SB2 Q1.1 3.- Diseño de Ecuaciones lógicas: 1. SB1 =EN1 · EDS (primero las condiciones de parada) 2. SB2 = EN2 · (ED1 + EDS · EN1) IEC 61131-3 Lenguaje de programación estándar en la industria Ejemplo simple de automatización con PLC (IV) 4.- Implantación de las ecuaciones anteriores en el PLC 2.- Lista de entradas y salidas: Entrada Lenguaje de programación estándar en la industria I1.2 I1.0 Q1.0 IEC 61131-3 Introducción a los PLC´s Lenguaje de programación estándar en la industria Programación en diagrama de contactos: I1.0 I1.2 EN1 EDS Q0.1 SB1 ---| |--|/|----------------() ---| |--|/|----------------() I1.2 EDS I1.1 EN2 Q1.1 B2 I1.0 EN1 Q1.0 B1 • • • • • • ¿Qué son? ¿Cómo funcionan? ¿Cómo puedo programarlos? ¿Qué es publicar una variable? ¿Cómo se eligen? ¿Que limitaciones tiene? La salida se actualiza con la posición de memoria al final del ciclo (o al inicio del siguiente) + + La posición de memoria se actualiza con la entrada al inicio del ciclo ¿AUTOMATAS? Segmento 1: control bomba 1 Segmento 1: control bomba 1 Introducción a los PLC´s Introducción a los PLC´s ¿Qué es publicar las variables? ¿Qué es publicar las variables? STZ Leer Variables de entradas 10 Red de comunicación 2 1 ATS05 Iluminación invernadero 3 ATS05 Procesa programa 4 ATS05 Matriz de salidas Matriz de entradas ATS05 1000 m max Depósitos Filtros /pozo Centro de transformación 0 1 0 0 1 0 1 0 0 1 0 0 1 0 1 1 0 0 0 0 1 0 1 0 1 0 0 0 0 1 0 0 0 0 0 0 1 0 1 1 0 0 0 1 1 0 1 1 0 0 0 0 0 1 1 0 0 0 0 0 1 0 1 1 0 0 0 1 1 0 1 1 Ejemplo Variables: B B1 P1 B B2 DS a Riego n1 n2 Nº de horas de func. Nº de arranques DI P2 Actualiza dispositivos de Salidas Los datos deben ser accesibles Matriz M: Marcas 0 0 0 0 1 0 1 0 Matriz W: Registros 0 0 1 0 1 0 1 0 0 0 0 0 1 0 1 1 0 0 0 0 1 0 1 1 0 0 1 0 0 0 0 0 1 1 1 1 1 1 1 0 0 0 0 1 1 0 1 1 0 0 0 0 1 0 1 1 0 0 0 0 1 0 1 0 0 0 0 0 1 0 1 0 0 0 0 1 1 0 1 0 Los datos deben ser accesibles Ejem: Nº de horas de f. Nº de arranques Introducción a los PLC´s Introducción a los PLC´s ¿Cómo se eligen? ¿AUTOMATAS? Factores fundamentales en las aplicaciones de automatización: • • • • • • ¿Qué son? ¿Cómo funcionan? ¿Cómo puedo programarlos? ¿Qué es publicar una variable? ¿Cómo se eligen? ¿Que limitaciones tiene? Distribución de E/S Distribución de Inteligencia Distancias a cubrir STZ Bus de campo abierto 10 2 1 ATS05 3 ATS05 4 ATS05 ATS05 1000 m max Motores BT Filtros Introducción a los PLC´s Centro de transformación Introducción a los PLC´s ¿Cómo se eligen? ¿Cuáles son los requisitos de la aplicación? Calderin ¿Cómo se eligen? Complejidad y costo: Número de E/S método para caracterizar a los PLC +1024 • Requisitos de entradas y salidas (analógicos y digitales). • Requisitos eléctricos para las entradas, salidas y 1024 alimentación eléctrica del sistema. • Requisitos de funciones avanzadas (Memoria y operaciones 256 matemáticas). • Velocidad de la operación. 32 • Interfaces del operador y comunicación. • Entorno: ¿Polvo? ¿Vibración? ¿Humedad? ¿Es necesario o suficiente la aplicación de un PLC? VER COSTOS Y COMPLEJIDAD DEL SISTEMA MICRO PEQUEÑO MEDIANO GRANDE Introducción a los PLC´s Introducción a los PLC´s ¿Cómo se eligen? ¿Cómo se eligen? Ejemplo: 1er paso.- Elegimos una marca da autómatas Complejidad y costo: Número de E/S método para caracterizar a los PLC +1024 SIEMENS: La Familia SIMATIC S7 S7-400 1024 Autómatas de gama alta 256 32 MICRO PEQUEÑO MEDIANO GRANDE Autómatas de gama media S7-300 S7-200 Autómatas de gama baja: microautómatas Introducción a los PLC´s Introducción a los PLC´s ¿Cómo se eligen? Ejemplo: 2º Paso .- Elegimos una gama según características ¿Cómo se eligen? Salidas Ejemplo: Memory Card Selector de Modo Potenciómetro La Familia de Micro-PLCs SIMATIC S7200 SIEMENS SF RUN STOP I0.0 I0.1 I0.2 I0.3 I0.4 I0.5 Q0.0 Q0.1 Q0.2 Q0.3 Q0.4 CPU 212 Q0.5 I0.6 I0.7 SIMATIC S7-200 Conexión PPI Entradas Indicadores de Estado Indicadores de estado para DI/DO integradas S7-200: Diseño de la CPU Estructura compacta Introducción a los PLC´s Introducción a los PLC´s ¿Cómo se eligen? ¿Cómo se eligen? Ejemplo: Ejemplo: CPU 221 CPU 222 CPU 224. La CPU Compacta de Altas Prestaciones EM 221 SF RUN STOP SIEMENS I0.0 I0.1 I0.2 I0.3 I0.4 I1.0 I1.1 I1.2 I1.3 I1.4 I0.5 I0.6 I0.7 I1.5 Q0.0 Q0.1 Q0.2 Q0.3 Q0.4 Q0.5 Q0.6 Q0.7 Q1.0 Q1.1 CPU 214 DI 8 x DC24V I.0 I.1 I.2 I.3 I.4 I.5 I.6 SIMATIC S7-200 I.7 CPU 226 Altas Prestaciones en Comunicaciones La Familia de Micro-PLCs SIMATIC S7-200 CPU 226 XM, con doble memoria Posibilidades de ampliación Introducción a los PLC´s Introducción a los PLC´s ¿Cómo se eligen? Ejemplo: 3er ¿Posibilidades de ampliación? Paso .- Elegimos un autómata según necesidades de E/S y características Características de las CPUs de la Familia SIMATIC S/200 (microautomatas) CPU 221 CPU 222 CPU 224 CPU 226 226 XM 6 DI / 4 DO Máx. nº E/S con EMs Máx. nº de canales 10 8 DI / 6 DO 14 DI /10 DO 24 DI /16 DO 24 DI /16 DO 40 / 38 94 / 74 128 / 120 128 / 120 78 168 248 248 Canales Analógicos 8 / 4 / 10 E/S integradas Mem. de programa/datos4 KB / 2 KB Tiempo de ejec/instruc. 0,37 µs 28 / 14 / 35 28 / 14 / 35 8 KB / 5 KB 8 KB / 5 KB 16 KB/10 KB 4 KB / 2 KB 0,37 µs 0,37 µs 0,37 µs 0,37 µs CPU 221 SF RUN STOP CPU 221 CPU 214 SF RUN STOP CPU 212 CPU 222 CPU 222 ED Integ. SD Integ. 6 ED 4 SD 10 ED/SD no ampliable 8 ED 6 SD 78 ED/SD 6 EA ó 4 SA 8 ED 6 SD 46 ED/SD 6 EA u./o. 4 SA 14 ED 120 ED/SD 10 SD 12 EA ó 14 SA 14 ED 10 SD 14 ED 10 SD 120 ED/SD 12 EA ó 14 SA 24 ED 16 SD 128 ED/SD 12 EA ó 14 SA 24 SD 16 SD 28 / 14 / 35 Marc./Contad./Temp. 256/256/256 256/256/256 256/256/256 256/256/256 256/256/256 Contadores rápidos 4 x 30 kHz 4 x 30 kHz 6 x 30 kHz 6 x 30 kHz 6 x 30 kHz Reloj en tiempo real optional optional Integrado Integrado Integrado Salidas de impulsos 2 x 20 kHz 2 x 20 kHz 2 x 20 kHz 2 x 20 kHz 2 x 20 kHz Puertos de comun. 1 x RS 485 1 x RS 485 1 x RS 485 2 x RS 485 2 x RS 485 1 1 2 2 2 Potenciómetros anal. Familia SIMATIC S7-200 CPU 224 CPU 214 SF RUN STO P CPU 214 SF RUN STOP CPU 215 CPU 224 CPU 215 S F R U N S T O P CPU 216 CPU 216 SF RUN STOP CPU 226 CPU 224 Max. nº canales 128 ED/SD 28 EA ó 14 SA 248 ED/SD 28 EA ó 14 SA Introducción a los PLC´s Introducción a los PLC´s ¿Cómo se eligen? ¿Posibilidades de ampliación? Ejemplo: Caracteristicas electricas de los Módulos de ampliación: Tipo Nº canales para Serie CPU 21X Módulo de entradas digitales 8-canales Módulo de salidas digitales Módulo de E/S digitales Módulo de E/S digitales Módulo de E/S digitales Mód. de entradas analógicas Mód. de salidas analógicas Mód. de E/S analógicas Para Serie CPU 22X DC 24 V, lógica positiva DC 24 V lógica positiva y negativa DC 24 V, lógica negativa AC 24 V AC 120 V DC 24 V 8-canales DC 24 V Relé Relé AC 24 V hasta 230 V 8-canales Entr. DC 24 V; Sal. DC 24 V Entr. DC 24 V, Sal. DC 24 V *) (4 DE/4 DA) Entr. DC 24 V; Sal. Relé Entr. DC 24 V, Sal. Relé Entr. AC 120 V; Sal. AC 24 hasta 230 V 16-canales Entr. DC 24 V; Sal. DC 24 V Entr. DC 24 V, Sal.. DC 24 V (8 ED/8 SD) Entr. DC 24 V; Sal. Relé Entr. DC 24 V, Sal. Relé 32-canales Entr. DC 24 V; Sal. DC 24 V Entr. DC 24 V, Sal. DC 24 V *) (16ED/16SD) Entr. DC 24 V; Sal. Relé Entr. DC 24 V, Sal. Relé 3-canales 3 EA 3 EA 2-canales 2 SA 2 SA 4-canales 3 EA/1 SA 3 EA/ 1 SA S7-200: Diseño de la CPU 222 Introducción a los PLC´s ¿Cómo se eligen? Introducción a los PLC´s ¿Cómo se eligen? : Factores fundamentales en las aplicaciones de automatización Ejemplo: SIMATIC S7-200: Comunicación Freeport Alternativa: protocolo RS 485 o RS 232 RSRS-485 Cable PPI RS 485 Módem RS 485 Accionamiento (p.e. Protocolo USS) Dispositivo con RS 485 Impresora Los PLC deben de ….. RS 232 Visualización Otros PLCs Módem Otros PLCs Lector de código de barras Capacidad Capacidad de de telediagnóstico telediagnóstico yy telecontrol telecontrol La monitorizacion del proceso se hace desde el SCADA sobre el PC. Local I/O Local I/O Local I/O programación Integración de los autómatas en los sistemas de comunicación actuales Comunicación Nivel 2 Integración de los autómatas en los sistemas de comunicación actuales Ethernet TCP-IP Pantallas HMI Modbus Plus PROFIBUS Con otras redes ya instaladas Red Automatas 1 REd automatas 2 Modbus UNITE Control de instalaciones remotas Supervisión Distribución de las funciones Bus X MODICON MODICON Con otros autómatas Dispositivos inteligentes ASi FipIO Interbus S CAN Profibus DP Entradas/Salidas distribuidas Continuos cambios tecnológicos NO se concibe automatizar sin comunicar. Integración de los autómatas en los sistemas de comunicación actuales Internet “Torre de babel” Variados sistemas físicos y protocolos Automatas SERVIDORES WEB , el acceso a la información es más fácil y global. Ethernet bajo TCP/IP: Conexión a las redes de datos Red propia IP = 140 . 252 Ethernet TCP / IP IP = 140 . 252 . 1 . 255 Gateway Gateway Gateway IP = 140 . 252 . 2 . 255 Subred celula IP = 140 . 252 . 2 . 0 ?! http://www.widgets.com/search.ht m Consola de programación o Supervisor IP = 140 . 252 . 2 . 3 M = FF FF FF Ethernet TCP / IP @ IP = 140 . 252 . 2 . 2 M= FF FF FF 0 @ G = 140 . 252 . 2 . 255 • Red IP globalmente administrada: Conexión bajo red fábrica --> Agrupacion 26 – Estado Hidrantes: Binvenido a... Valvula 1: ON Valvula 4: ON Valvula 2: OFF Valvula 5: ON DATA INFORMATION SYSTEM ValvulaPLANT 3: ON Por favor entra tu busqueda: MEGA-WIDGETS Agrupacion 26 – Hidrantes @ IP = 140 . 252 . 2 . 1 M= FF FF FF 0 @ G = 140 . 252 . 2 . 255 direccionamiento IP obligatorio Dirección Comarca INC Frontal Welcome WelcometotoMEGAWidgets, MEGAWidgets,Inc. Inc./ Factory / FactoryFloor Floor Supervisor IP = 140 . 252 . 1 . 11 M = FF FF FF 0 regable Introducción a los PLC´s Introducción a los PLC´s ¿Que limitaciones tiene? ¿AUTOMATAS? • • • • • • ¿Qué son? ¿Cómo funcionan? ¿Cómo puedo programarlos? ¿Qué es publicar una variable? ¿Cómo se eligen? ¿Que limitaciones tiene? B P1 B1 B DS B2 DI P2 a Riego n1 n2 - No son inteligentes no se pueden dejar sin vigilancia - Hay que validar el sistema: Hay que programar lo que puede ocurrir y lo que no debe ocurrir. Hay que buscar buenos programadores o especificar bien el sistema. Introducción a los PLC´s ¿AUTOMATAS? • • • • • • ¿Qué son? ¿Cómo funcionan? ¿Cómo puedo programarlos? ¿Qué es publicar una variable? ¿Cómo se eligen? ¿Que limitaciones tiene?