Tema 12. Seis Sigma. Mejora de procesos centrándose en el cliente
Anuncio

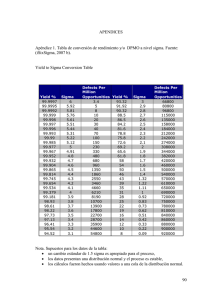
Tema 12. Seis Sigma. Mejora de procesos centrándose en el cliente 12.1. Origen de Seis Sigma 12.2. Descripción de la filosofía Seis Sigma 12.3. Fundamentos de la metodología 12.4. Etapas de la metodología Seis Sigma 12.1. Orígenes de Seis Sigma • En 1985, Mikel Harry, ingeniero en la división de electrónica de Motorola implantó un sistema de calidad para estudiar la variabilidad de los procesos y eliminar las causas de los problemas antes de que fuese necesario identificar y reparar los defectos. Más tarde, la división de comunicaciones lanzó un programa de calidad con el nombre Six Sigma. • Bob Galvin director de la compañía, en 1987 fija el objetivo de alcanzar los 3,4 defectos por millón en todos los procesos de la compañía en el año 1992. Esto suponía reducir en cinco años la tasa de defectos 10.000 veces ya que en 1987 se estimaba de 35.000 defectos por millón. • En 1991 Lawrence Bossidy implanta la metodología dentro de Allied Signal • Jack Welch conoce Seis Sigma por L.Bossidy y lo implanta en General Electric. En la memoria anual de 1999 se puede leer: “…La iniciativa Seis Sigma está en su quinto año…ha producido en este año 2.000 millones de dolares en beneficios. Se han formado 100.000 empleados en esta metodología y se han canalizado miles de proyectos para mejorar la eficiencia y reducir la variabilidad tanto en fábricas cómo en servicios financieros….” 1 12.2. Descripción de la filosofía Seis Sigma • Integra el factor humano y las herramientas de mejora Factor Humano: Formación de empleados en todos los niveles y se crea una infraestructura humana con categorías inspiradas en el karate (Champions, Master Black Belt, Black Belt y Green Belt) que lideran, y llevan a cabo los proyectos de mejora. Herramientas de mejora: Ordena y relaciona las herramientas que ya se han mostrado muy efectivas para mejora de la calidad. • No es un método del tipo “Hazlo mejor”, sino que establece una metodología de trabajo eficaz y probada • Esta metodología se orienta a la reducción de los defectos, mediante la reducción de la dispersión-variabilidad y el establecimiento de objetivos de mejora. • Se buscan proyectos que tengan una clara oportunidad de mejora y un impacto en la cuenta de resultados de la empresa. 12.2. Descripción de la filosofía Seis Sigma Herramientas básicas: • Flujograma • Diagrama de pareto • Diagrama de causa-efecto • Diagrama de dispersion • Graficos de control-tendencias Herramientas estadísticas • SPC • Diseño de experimentos • Modelos de regresión Otras herramientas • AMFE • QFD • Círculos de calidad • Sistemas de sugerencias • Metodos 5 S 2 12.2. Descripción de la filosofía Seis Sigma Seis Sigma integra los principios de la Calidad Total OBJETIVO ENFOQUE PUNTO FUERTE MÉTODO SOPORTE 12.2. Descripción de la filosofía Seis Sigma Un enfoque unificado de los modelos de gestión Mantener confianza documentar los procesos Identificar areas de mejora Excelencia Empresarial ISO9000 Seis Sigma Eliminar Las causas de variación 3 12.3. Fundamentos de la metodología • Una metodología que se centra en encontrar y eliminar las causas que producen defectos • Defectos = todo aquello que no satisface al cliente • Eliminar defectos = reducir la variabilidad Sigma σ = desviación típica, es una medida de dispersión o variabilidad en torno a un valor medio en una distribución normal 2 = 308.537 defectos por millón (d.p.m) = 69% buenos 4 = 6.120 defectos por millón = 99,3% buenos 6 = 3,4 defectos por millón = 99,9997% buenos 12.3. Fundamentos de la metodología Distribució Distribución de probabilidad continua La distribució La distribución normal El área desde el punto a hasta al punto b representa la probabilidad, 68,27%, de que la variable se sitúe dentro del intervalo de más o menos una desviación estándar alrededor de la media Un 95,4% del área cae dentro de más o menos dos desviaciones estándar de la media 4 12.3. Fundamentos de la metodología ¿De donde sales 6? Limites de tolerancia La escala de calidad de la metodología “seis Sima” mide el nº de sigmas que caben dentro del intervalo definido por los limites de tolerancia + +3 +6 12.3. Fundamentos de la metodología Temperatura en la habitación 1 Temperatura en la habitación 2 LSL = 19,0, Nominal = 21,0, USL = 23,0 LSL = 19,0, Nominal = 21,0, USL = 23,0 100 100 80 80 60 60 40 40 20 20 0 17 18 19 20 21 22 Termostato-1 No cometo errores 23 24 25 0 11 15 19 23 27 31 Termostato-2 cometo Muchos errores 5 12.4. Etapas de la metodología Seis Sigma Una vez detectada una oportunidad de mejora, se lanza un proyecto para intentar aprovecharla. Pasa por las siguientes etapas DMAIC: 12.4. Etapas de la metodología Seis Sigma DEFINE MEASURE ANALYZE IMPROVE CONTROL Definir el problema • Cual es la característica critica de calidad para el cliente (CTQ) (¿qué es crítico para el cliente?) Cliente Prioridad CTQ Proceso Lo importante es lo que quiere el cliente 6 12.4. Etapas de la metodología Seis Sigma DEFINE MEASURE CONTROL IMPROVE ANALYZE Medir • Cual es la característica critica de calidad interna (traducir lo que quiere el cliente al lenguaje de la organización) (Y) • Definir qué es defecto • Validar el sistema de medida Temperatura en la habitación 1 LSL = 19,0, Nominal = 21,0, USL = 23,0 100 Y2 Input Proceso salida Y1, ...,Yn 80 60 40 20 0 17 18 19 20 21 22 23 24 25 Termostato-1 12.4. Etapas de la metodología Seis Sigma DEFINE MEASURE ANALYZE IMPROVE CONTROL Analizar • Medir la capacidad actual • Analizar los datos con detalle • Identificar las variables que causan variación en el proceso (X1, X2,.....,Xn) Utilizar cualquier herramienta que me permita detectar la fuente de variación de la variable de interés 7 12.4. Etapas de la metodología Seis Sigma DEFINE MEASURE ANALYZE IMPROVE CONTROL Mejorar • Encontrar las causas más importantes de la variación (pocas X, pero vitales) • Identificar la variación tolerada del proceso (rango de variación permitido para las pocas X, pero vitales) • Modificar / mejorar el proceso para mantenerse dentro de la variación permitida Utilizar cualquier herramienta estadística que me permita detectar las fuente de variación clave y la tolerancia permitida de las mismas 12.4. Etapas de la metodología Seis Sigma DEFINE MEASURE ANALYZE IMPROVE CONTROL Controlar • Comprobar el sistema de medida de las causas de variación • Medir la mejora • Implantar controles de proceso que garanticen la mejora a largo plazo (gráficos de control) Imponer controles estadísticos que permitan garantizar la mejora a largo plazo 8 Seis Sigma en Internet www.juran.es www.ge.com/sixsigma www.motorola.com/motorolauniversity www.seissigma.com 9