1 7. FORMAS BÁSICAS DE LA DISTRIBUCIÓN DE LAS ÁREAS DE
Anuncio

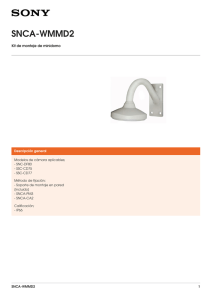
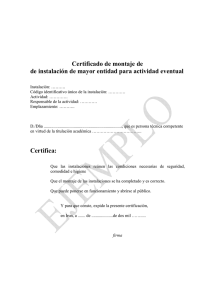
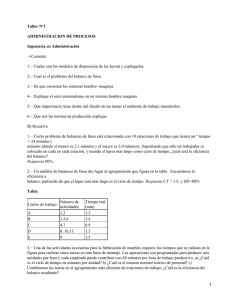
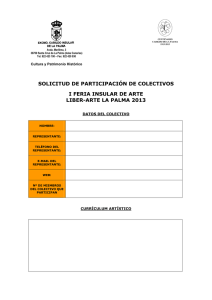
1 7. FORMAS BÁSICAS DE LA DISTRIBUCIÓN DE LAS ÁREAS DE PRODUCCIÓN INTRODUCCIÓN Las áreas según las cuales se ordenan los departamentos están definidas por el patrón general del flujo de trabajo; existen tres tipos básicos: la distribución por proceso, la distribución por producto y la distribución de posición fija, y un tipo híbrido (la tecnología de grupo o distribución celular). Una distribución por proceso es un formato según el cual los equipos o funciones similares se agrupan todos en un área. De acuerdo con la secuencia establecida de las operaciones, un componente pasa de un área a otra, en donde están ubicadas las máquinas para cada operación. Este tipo de distribución es típica en los hospitales en donde se dedican áreas para determinados tipos de cuidados médicos, como es el caso de las salas de maternidad y las de cuidados intensivos. Una distribución por producto es un formato en el cual los procesos de trabajo se arreglan de acuerdo con los pasos progresivos mediante los cuales se hace el producto. El camino para cada parte es una línea recta. Las líneas de producción para los zapatos, las plantas químicas y las empresas de lavado de autos son todas distribuciones por producto. Una tecnología de grupo o distribución celular agrupa máquinas disímiles en centros de trabajo (o células) para trabajar en productos que tengan formas y requisitos de procesamiento similares. Una distribución de tecnología de grupo es similar a la distribución por proceso en que las células están diseñadas para ejecutar una serie específica de procesos, y es similar a la distribución por producto en que las células están dedicadas a una gama limitada de productos. En una distribución de posición fija, el producto, por volumen o peso, permanece en un sitio. El equipo de fabricación se mueve hacia el producto. Los astilleros y la construcción son ejemplos de este formato. Muchas instalaciones de fábricas presentan una combinación de dos tipos de distribución. Por ejemplo, un piso puede ser distribuido por proceso mientras que otro piso puede ser distribuido por producto. También es común encontrar toda una planta ordenada de acuerdo con la distribución por producto (fabricación, submontaje y montaje final) con distribución por proceso dentro de la fabricación y con distribución por producto dentro del departamento de montaje. De la misma manera, una distribución de tecnología de grupo se encuentra con frecuencia dentro de un departamento ubicado de acuerdo con una distribución de toda la planta orientada hacia el producto. 7.1. DISTRIBUCIÓN POR PROCESO El enfoque más común para desarrollar una distribución por proceso es el de arreglar los departamentos que tengan procesos semejantes de manera tal que optimicen su ubicación relativa. Por ejemplo, los departamentos de una fábrica de juguetes de bajo volumen pueden ser los siguientes: el departamento de expedición y de recepción, el departamento de moldeo plástico y de estampado, el departamento de patrones de metal, el departamento de costura y el de pintura. 2 Las piezas de los juguetes son fabricadas en sus departamentos y luego enviadas a los de montaje donde se realiza el montaje final. En muchas instalaciones, la distribución óptima es colocar los departamentos de gran tráfico ínter departamental, de manera adyacente. Supongamos que se desea ordenar los ocho departamentos de una fábrica de juguetes para minimizar el costo del manejo de materiales ínter departamentales. Inicialmente, todos los departamentos tienen la misma cantidad de espacio (12m por 12m) y el edificio tiene 24m de ancho y 48m de largo, ver Fig.2. El primer paso es conocer el flujo ínter departamental y la manera en que los materiales son transportados. Si la compañía tiene otra fábrica que elabora productos similares, la información de los patrones de flujo puede obtenerse de dichos registros. Pero si es una nueva línea de productos, la información tendría que obtenerse de los diagramas de recorridos suministrados por ingeniería de procesos o los metodistas. Una vez obtenida la información, se sabe que todo el material es transportado en un contenedor estándar movido por un auto elevador, y los costos de transporte son de 1$ para mover una carga entre dos departamentos adyacentes y 2$ entre departamentos no adyacentes. Actividad Dto. Recepción y Expedición Moldeo y Estampado Troquelado Costura Montaje de pequeños juguetes Montaje de grandes juguetes Pintura Montaje de mecanismos 1 2 3 4 5 6 7 8 Flujo entre Departamentos (N° de movimientos). 1 2 3 4 5 6 7 8 175 50 0 30 200 20 25 0 100 75 90 80 90 17 88 125 99 180 20 5 0 25 0 180 187 374 103 7 Fig.1 Las cargas previstas entre los departamentos para el primer año están tabuladas en la Fig.1; el espacio disponible de una planta está representado en la Fig.2. Los movimientos diagonales están permitidos, de manera que los departamentos 2 y 3, y 3 y 6 se consideran adyacentes. 1 3 5 7 2 4 6 8 Fig.2 Una vez dada esta información el primer paso es ilustrar el flujo ínter departamental mediante un modelo como el de la Fig.3, ya que nos suministra el patrón de distribución básico que se trata de mejorar. Fig.3 El segundo paso es determinar el costo de esta distribución multiplicando el costo del manejo del material por el número de cargas movidas entre cada par de departamentos. 3 La Fig.4 presenta esta información, que se obtiene de la siguiente manera: El costo anual del manejo del material entre los departamentos 1 y 2 es de $175 ($1x175 movimientos), de $60 entre los departamentos 1 y 5 ($2x30 movimientos), de $60 entre los departamentos 1 y 7 ($3x20 movimientos), $240 entre los departamentos diagonales 2 y 7 ($3x80) y así sucesivamente. Las "distancias" se han tomado de la Fig.2 ó 3. 1 1 2 3 4 5 6 7 8 2 3 4 5 6 7 8 175 50 0 60 400 60 75 0 100 150 180 240 270 17 88 125 198 360 20 5 0 50 0 180 187 374 103 7 Fig.4 (costo total: $3.474) El tercer paso es buscar los cambios departamentales que reduzcan los costos. Con base en la gráfica y en la matriz de costos, parece aconsejable colocar los departamentos 1 y 6 más cerca uno del otro para reducir sus altos costos de movimiento-distancia. Sin embargo, esto requiere el cambio de algunos otros departamentos, lo cual afecta sus costos de movimiento-distancia y el costo total de la segunda solución. 1 3 5 7 2 6 4 8 Fig.5 La Fig.5 muestra la disposición revisada resultante de la reubicación del departamento 6 y de un departamento adyacente. (El departamento 4 fue seleccionado arbitrariamente para este efecto). 1 1 2 3 4 5 6 7 8 2 3 4 5 6 7 8 175 50 0 60 200 60 75 0 200 150 90 240 270 17 88 125 198 360 20 5 0 25 0 180 187 748 206 7 Fig.6 (Costo total: 3.736) La matriz de costos revisada para el cambio, con los cambios en los costos, se da en la Fig.6. Observe que el costo total es de $262 más que en la solución inicial. Claramente, el hecho de duplicar la distancia entre los departamentos 6 y 7 explica la mayor parte del incremento en el costo. Esto indica el hecho de que, incluso en el caso de un problema pequeño, no es siempre fácil decidir cuál es el "movimiento correcto " en base a una inspección casual. Hasta aquí se ha mostrado solamente un cambio entre un gran número de cambios posibles; de hecho, para un problema de ocho departamentos, hay 8! (o 40.320) posibles combinaciones. En consecuencia, el procedimiento empleado tendría sólo una remota posibilidad de lograr una combinación óptima en un número "razonable" de ensayos. Se supondrá que se ha llegado a una buena solución únicamente en base al costo de manejo del material, como la descrita en la Fig.7 (cuyo costo total es de $3.244). 5 8 1 6 3 2 4 7 4 Fig.7 Es de notar, que el departamento de recepción y expedición está cerca del centro de la fábrica, una idea que probablemente no sería aceptable. El departamento de costura se encuentra situado a continuación del departamento de pintura, con el riesgo de que partículas de hilachas, hilos y telas puedan desplazarse con las corrientes de aire y caer sobre los artículos pintados. Además, los departamentos de montaje de juguetes pequeños y de montaje de juguetes grandes se encuentran ubicados en los extremos opuestos de la planta, lo cual incrementa el tiempo de montaje para los ensambladores y los supervisores. Técnica de distribución computarizada - CRAFT Desde la década del setenta se ha desarrollado una serie de programas de distribución computarizados para ayudar a proyectar buenas distribuciones por proceso. De todos ellos, el de mayor aplicación es la Técnica Computarizada relacionada con la distribución de las instalaciones o Computerized Relative Allocation of Facilities Technique (CRAFT). El método CRAFT sigue la misma idea básica desarrollada en la distribución de la fábrica de juguetes, pero con algunas diferencias operacionales significativas. En el ejemplo de la fábrica de juguetes, se requiere una matriz de carga y una matriz de distancia, como componentes iniciales, además se requiere un costo por unidad de distancia recorrida. Con estos componentes y una distribución inicial en el programa, el CRAFT trata de mejorar la colocación relativa de los departamentos conforme a la medición hecha por el costo total del manejo del material para la distribución. El costo del manejo del material entre los departamentos es: C = N . L .Co N : número de cargas. L : distancia rectilínea entre los centros de los departamentos. Co : costo por unidad de longitud. Además realiza mejoras cambiando pares de departamentos de una manera iterativa hasta que no sean posibles más reducciones en el costo. O sea que el programa calcula el efecto sobre el costo total de cambiar los departamentos; si esto produce una reducción, se efectúa el cambio, lo cual constituye una iteración. Como se vio en el método manual, los departamentos son parte de una red de flujo de material, de manera que incluso un simple cambio en un par de departamentos, afectará los patrones de flujo de otros departamentos. Las características para distinguir el CRAFT y los temas relacionados con éste son las siguientes: 1. 2. 3. 4. 5. Es un programa heurístico; utiliza un método sencillo empírico para hacer las evaluaciones: "Compare dos departamentos a la vez y cámbielos si con ello se reduce el costo total de la disposición". Este tipo de norma es obviamente necesaria para analizar incluso una disposición de tamaño modesto. No garantiza una solución óptima. El CRAFT está "predispuesto" por sus condiciones de inicio: el punto de comienzo determinará la disposición final. Una buena estrategia para utilizar el CRAFT es generar una variedad de disposiciones iniciales para exponer el programa a diferentes cambios de pares de departamentos. Puede manejar hasta 40 departamentos y rara vez excede diez iteraciones para llegar a la solución. 6. 7. 8. 5 Los departamentos del CRAFT constan de combinaciones de módulos cuadrados (que representan típicamente áreas de piso de 3m por 3m). Esto permite múltiples configuraciones de los departamentos pero, con frecuencia, dan como resultado formas extrañas para los mismos, que tienen que ser modificadas manualmente para obtener una disposición realista. Una versión modificada llamada el SPACECRAFT ha sido desarrollada para manejar los problemas de distribución de pisos múltiples. El CRAFT supone la existencia de equipos para el manejo del material para rutas variables, tales como los montacargas. En consecuencia, cuando se emplea equipo para rutas fijas, la aplicabilidad del CRAFT se reduce considerablemente. Planeación sistemática de la distribución En ciertos tipos de problemas de distribución, el flujo numérico de artículos que se mueven entre los departamentos es imposible de obtener o no revela los factores cualitativos que pueden ser cruciales en la decisión de la colocación. En estas situaciones se puede utilizar la técnica conocida como Planeación Sistemática de la Distribución ( Systematic Layout Planning, SLP ). Ésta técnica implica el desarrollo de una gráfica de relación que muestre el grado de importancia que tiene cada departamento localizado en forma adyacente a cada uno de los otros departamentos. En base a esta gráfica se desarrolla un diagrama de relación de actividad similar a la gráfica del flujo utilizada para ilustrar el manejo del material entre los departamentos. El diagrama de relación de actividad es entonces ajustado mediante pruebas hasta que se obtiene un patrón de adyacencia satisfactorio. El patrón, a su vez, se modifica departamento por departamento para ajustarse a las limitaciones de espacio del edificio. El enfoque SLP ha sido cuantificado para facilitar la evaluación de las distribuciones alternativas. Esto implica la asignación de unos “pesos” numéricos para las preferencias de cercanía y, luego, el ensayo de diferentes arreglos de la distribución. Se selecciona la distribución con el mayor puntaje de cercanía total. Diagrama de Bloques Ahora que sabemos cómo deben localizarse los centros de trabajo en nuestra distribución ideal, se puede utilizar el diagrama esquemático ideal como una base para la elaboración de un diagrama de bloques donde las áreas físicas que requieren los centros de trabajo ocupan las mismas localizaciones relativas. Se pueden elaborar estimaciones de las áreas que requiere cada uno de los centros de trabajo en base al número de máquinas que requiere cada centro y el área de piso que requiere cada máquina. Es común que se multipliquen las áreas de máquinas por un factor de 3 ó 4 para obtener una estimación o primera aproximación del área total requerida, incluyendo espacio razonable para el operario, el almacenamiento de materias primas y los pasillos comunes. El diagrama de bloques se elabora colocando las áreas estimadas en vez de los pequeños círculos de la distribución esquemática ideal. Esto se puede hacer al principio con formas de bloques (Cuadros o Rectángulos) que representan el área requerida por cada centro de trabajo, para encontrar un arreglo que sea compatible con el patrón de flujos del diagrama esquemático ideal y con los diversos requerimientos de tamaño de los centros de trabajo. 7.2. DISTRIBUCIÓN POR PRODUCTO La diferencia básica entre la distribución por producto y la distribución por proceso es el patrón del flujo de trabajo. Tal como se vio en la distribución por proceso, el patrón puede ser altamente variable porque el material para cualquier trabajo determinado puede tener que ser dirigido al mismo departamento de procesamiento varias veces durante su ciclo de producción. 6 En la distribución por producto, los equipos o los departamentos están dedicados a una línea de productos determinada, la duplicación del equipo se utiliza para evitar la vuelta atrás, y se puede lograr un flujo en línea recta del movimiento del material. El hecho de adoptar una distribución por producto tiene sentido cuando el tamaño de la tanda de un determinado producto o parte es grande con relación al número de los diferentes productos o partes producidos. Líneas de montaje Las líneas de montaje son un caso especial en la distribución por producto. En un sentido general, el término línea de montaje se refiere al montaje progresivo enlazado por algún dispositivo de manejo del material. Se supone que alguna forma de transporte está presente y que el tiempo de procesamiento admisible es equivalente para todas las estaciones de trabajo. Dentro de esta amplia definición, existen importantes diferencias entre los tipos de líneas. Algunas de ellas son los dispositivos de manejo del material (cintas o correas transportadoras, correas sin fin, grúas aéreas); la configuración de las líneas (forma en U, rectas, ramificadas), el paso (mecánico, humano), la mezcla de productos (un producto o múltiples productos), las características de las estaciones de trabajo (los trabajadores se pueden sentar, están de pie, caminan con la línea o se montan en la línea), y la longitud de la línea (pocos o muchos trabajadores). La gama de productos parcial o totalmente ensamblados sobre las líneas incluyen juguetes, herramientas, autos, aviones, revólveres, utensilios de jardinería, ropa y una amplia variedad de artículos electrónicos. De hecho se podría decir que prácticamente cualquier producto multicomponentes que se produzca en grandes volúmenes, utiliza las líneas de montaje. Las líneas constituyen una importante tecnología, y para comprender realmente sus requisitos gerenciales, es necesario estar familiarizados con la manera en que se equilibra una línea. Balanceo o equilibrio de la línea de montaje Aunque se trata de un tema de programación, el balanceo de las líneas de montaje tiene, con frecuencia, aplicaciones en la distribución. La línea de montaje más común es la de un transportador móvil que pasa por una serie de estaciones de trabajo en un intervalo de tiempo uniforme llamado “tiempo del ciclo” (que es también el tiempo que transcurre entre las unidades sucesivas que llegan bien al final de la línea). En cada estación se ejecuta un trabajo sobre un producto, ya sea añadiéndole partes o terminando las operaciones de montaje. El trabajo ejecutado en cada estación está conformado por muchos "pedacitos" de trabajo, llamados tareas, elementos y unidades de trabajo. Estas tareas están descritas en un análisis de tiempo-movimiento. Por lo general, existen agrupaciones que no se pueden subdividir en la línea de montaje sin que se pague una sanción en movimientos adicionales. El total de trabajo que debe ejecutarse en una estación es igual a la suma de las tareas asignadas a esa estación de trabajo. El problema del balanceo de la línea de montaje es la asignación de todas las tareas a una serie de estaciones de trabajo, de manera tal que ninguna de ellas tenga más trabajo del que puede hacer en el tiempo del ciclo y que se minimice el tiempo de inactividad en todas las estaciones. 7 El problema se complica por las relaciones entre las tareas impuestas por el diseño de producto y por las tecnologías del proceso. Esto se llama relación de precedencia, la cual especifica el orden en que se deben ejecutar las tareas en el proceso de montaje. Pasos del balanceo en la línea de montaje. Los pasos que deben darse para lograr el balanceo de una línea de montaje son los siguientes: 1. Especificar las relaciones secuenciales entre las tareas utilizando un diagrama de precedencia. El diagrama consta de círculos y flechas. Los círculos representan las tareas individuales; las flechas indican el orden de ejecución de las mismas. 2. Determinar el tiempo requerido del ciclo (C), utilizando la fórmula: C = To / Po To: Tiempo de producción por día. Po: Producción diaria requerida (en unidades). 3. Determinar el número teórico mínimo de estaciones de trabajo (Nt) requeridas para satisfacer limitación del tiempo del ciclo utilizando la fórmula (note que éste debe redondearse al siguiente número entero superior, Na). Nt = T / C Nt: Número teórico mínimo de estaciones de trabajo. Na: Número real de estaciones de trabajo. T: Suma de los tiempos de todas las tareas realizadas en la línea (tiempo total de montaje). C: Tiempo del ciclo. 4. Seleccionar una regla según la cual se deben asignar las tareas a las estaciones de trabajo, y una norma para romper los nexos. 5. Asignar las tareas, una a la vez, a la primera estación de trabajo hasta que la suma de los tiempos de las tareas sea igual al tiempo del ciclo o hasta que no sean factibles más tareas debido a restricciones de tiempo o de la secuencia. Repetir el proceso para la estación de trabajo 2, para la 3 y así sucesivamente, hasta que todas las tareas sean asignadas. 6. Evaluar la eficiencia del equilibrio derivado utilizando la fórmula: E = T / Na . C E = Eficiencia. T = Suma de los tiempos de las tareas . Na = Número real de estaciones de trabajo. C = Tiempo del ciclo. 7. Si la eficiencia no es satisfactoria, se deberá volver a balancear la línea utilizando una norma de decisión diferente. Ejemplo 1: Balanceo de la línea de montaje. El vehículo modelo J debe ensamblarse sobre una cinta transportadora. Se requieren quinientos vehículo diarios. El tiempo de producción por día es de 420 minutos, y los pasos y tiempos de montaje para el vehículo se indican en la Fig.8. Se deberá encontrar el balanceo que minimice el número de estaciones de trabajo, sujeto al tiempo del ciclo y a las restricciones de precedencia. Solución: 1 . Dibujar un diagrama de precedencia. La Fig.8 ilustra las relaciones secuenciales identificadas en la Fig.9, (la longitud de las flechas no tiene ningún significado). 8 Fig.8 Tarea Tiempo de la tarea (en segundos) A 45 Colocar el apoyo del eje trasero y sujetar manualmente cuatro tomillos a las tuerces. - B 11 Insertar el eje trasero. A C 9 Apretar los tomillos de apoyo del eje trasero en las tuerces. B D 50 Colocar el montaje del eje delantero y sujetar manualmente con cuatro tomillos en las tuerces. - E 15 Apretar los tomillos de montaje del eje delantero. D Descripción Tareas que deben preceder F 12 Colocar la rueda trasera No. 1 y sujetar el eje. C G 12 Colocar la rueda trasera No.2 y sujetar el eje. C H 12 Colocar la rueda delantera No. 1 y sujetar el eje. E I 12 Colocar la rueda delantera No.2 y sujetar el eje. 8 Colocar el asta de agarre del vehículo sobre el montaje del eje delantero y sujetar manualmente perno y tuerca. K 9 Apretar perno y tuerca. Total 195 J E F, G, H, I Fig.9 2. Determinación del tiempo del ciclo ( en segundos ya que los tiempos para las tareas están en segundos ): C = To / Po = 420 . 60 / 500 = 25.200 / 500 = 50,4 seg. Donde: To: Tiempo de producción por día. Po: Producción diaria de vehículos. 3. Número teórico mínimo de estaciones de trabajo requeridas (el número real puede ser mayor): Nt = T / C = 195 seg. / 50,4 seg. = 3,87 Na: 4 (aproximadamente) 4. Seleccionar las reglas de asignación. La investigación ha demostrado que algunas normas son mejores que otras para ciertas estructuras problemáticas. En general, la estrategia es utilizar una regla que asigne las tareas y que tenga muchos ayudantes o que sea de larga duración puesto que éstas limitan el balanceo que se puede lograr. En este caso se utiliza como regla primaria: a. Asignar las tareas en un orden descendente, desde el mayor número de tareas que siguen. Número de tareas que siguen A 6 B, D 5 C, E 4 F, G, H, I 2 J 1 K 0 Tarea 9 La regla secundaria, que se invoca cuando existen nexos con la regla primaria es: b. Asignar las tareas en orden desde el tiempo más largo de la tarea (indicado en la Fig.10). 5. Realizar las asignaciones de tareas para formar la estación de trabajo 1, la estación de trabajo 2, y así sucesivamente hasta que todas las tareas hayan sido asignadas. La asignación real está indicada en la Fig.10A y se muestra gráficamente en la Fig.10B. 6. Hacer el cálculo de la eficiencia. Éste se muestra en la Fig.10C. 7. Evaluar la solución. Una eficiencia de 77% indica un desequilibrio o tiempo de inactividad de 23% (1,0 –0,77) a través de toda la línea. En la Fig.10A se puede ver que hay un total de 57 seg. de inactividad y que el trabajo de "escogencia" se encuentra en la estación de trabajo 5. ¿Existe la posibilidad de un mejor equilibrio? En este caso, sí. Trate de equilibrar la línea con la regla b y rompa los nexos con la regla a (esto le dará un equilibrio factible de cuatro estaciones). Estación Tarea 1 2 3 4 5 Tiempo de la tarea (en segundos) A D B E C F* G H* I J K 45 50 11 15 9 12 12 12 12 8 9 Tiempo Tarea Tareas Tarea restante con el tiempo restantes con más de operación no asignado factibles ayudantes más largo (en segundos) 5,4 inactivo Ninguna 0,4 inactivo Ninguna 39,4 C, E C, E E 24,4 C, H, I C 15,4 F, G, H, I F, G, H, I F, G, H, I 3,4 inactivo Ninguna 48,4 H, I H,I H,I 26,4 I 14,4 J 6,4 inactivo Ninguna 41,4 inactivo Ninguna Fig.10ª *Denota una tarea seleccionada de manera arbitraria cuando existe un nexo entre los tiempos de operación más largos. Fig.10B Eficiencia = T / Na . C = División de tareas 195 = 0,77 ó 77% (5) (50,4) Fig.10C 10 Con frecuencia, el tiempo requerido para la tarea más larga forma el tiempo del ciclo más corto para la línea de producción. Este tiempo para la tarea es el límite de tiempo más bajo a menos que sea posible dividir la tarea en dos o más estaciones de trabajo. Consideremos el siguiente ejemplo: Supongamos que una línea de montaje tiene los siguientes tiempos en segundos para las tareas: 40, 30, 15, 25, 18, 15. La línea funciona durante 7,5 horas por día y la demanda de producción es de 750 por día. El tiempo del ciclo requerido para producir 750 por día es de 36 segundos (7,5hx60 min.x60seg./750). El problema es que existe una tarea que se toma 40 segundos. ¿Qué se debe hacer con esta tarea? Existen varias formas que habilitan para acomodar la tarea de 40 segundos en un cielo de 36 segundos. Las posibilidades son las siguientes: 1. 2. 3. 4. 5. 6. Dividir la tarea. ¿Se puede dividir la tarea de manera que las unidades completas sean procesadas en dos estaciones de trabajo? Compartir la tarea. ¿Una tarea podría compartiese de manera tal que una estación de trabajo adyacente realice parte del trabajo? Esto difiere de la tarea dividida de la primera opción porque la estación adyacente actúa para ayudar y no para ejecutar algunas unidades que forman parte de la tarea completa. Utilizar estaciones de trabajo paralelas. Puede ser necesario asignar la tarea a dos estaciones de trabajo que operarían en forma paralela. Utilizar a un trabajador más capacitado. Dado que esta tarea excede el tiempo del ciclo en sólo 11%, un trabajador más rápido puede ser capaz de ajustarse al tiempo de 36 segundos. Horas suplementarias de trabajo. Produciendo a un ritmo de uno por cada 400, se producirían 675 por día, 75 menos de los necesarios que son 750. La cantidad de tiempo extra requerido para hacer los 75 adicionales es de 50 minutos (75 x 40 seg./60 seg.). Rediseño. Puede ser posible rediseñar el producto para reducir levemente el tiempo de la tarea. Otras posibilidades de reducir el tiempo de la tarea son el mejoramiento del equipo, un ayudante de roaming para apoyar la línea, un cambio de materiales y unos trabajadores con habilidades múltiples que manejen la línea como un equipo y no como trabajadores independientes. Distribución de las líneas flexibles Como se vio en el ejemplo anterior, los balanceos de las líneas de montaje con frecuencia dan como resultado tiempos desiguales para las estaciones de trabajo. Las distribuciones de líneas flexibles, como las que se muestran en la Fig.11, constituyen una manera común de manejar este problema. En la fábrica de juguetes, por ejemplo, la línea en forma de U con trabajo compartido puede ayudar a resolver el desbalanceo. Balanceo de las líneas computarizadas Las compañías comprometidas en métodos de montaje comúnmente emplean un computador para el balanceo o equilibrio de las líneas. La mayoría desarrolla sus propios programas de computación pero los programas de paquetes comerciales también se aplican ampliamente. Uno de ellos, el de Configuración de las Líneas de Montaje Assembly-Line Configuration (ASYBL$) de la General Electric Company, utiliza la regla del "peso posicional clasificado" para seleccionar las tareas para las estaciones de trabajo. Esta regla expresa que las tareas son asignadas de acuerdo con sus pesos posicionales. La tarea que tenga el mayor peso posicional será asignada a la primera estación de trabajo (sujeta a las limitaciones de tiempo, precedencia y zonificación). 11 Como es típico en este tipo de software, el usuario tiene varias opciones para resolver el problema. La Fig.12 ilustran una porción de la producción programada cuando se utiliza un nivel de eficiencia como meta como una base para derivar y comparar diferentes balanceos para una línea de montaje de 35 tareas (el programa puede manejar hasta 450 tareas). Note las ventajas comparativas que se logran a medida que el número de estaciones de trabajo cambia. En este caso, el mayor número de estaciones de trabajo permite un mejor balanceo y, en consecuencia, una mayor eficiencia. Figuras 11 : Malo: Los operadores están enjaulados. No hay posibilidades de intercambiar elementos de trabajo entre ellos. (Distribución de líneas de submontaje común en las plantas de los Estados Unidos) Mejor: Los operadores pueden intercambiar los elementos de trabajo. Se pueden añadir o suprimir operadores. Aquellos que están capacitados pueden casi auto balancearse en diferentes ritmos de producción. Mejor: Los operadores pueden ayudarse entre sí. Se podría incrementar la producción con un tercer operario. Malo: Los operadores están enjaulados. No existen posibilidades de incrementar la producción con un tercer operario 12 Malo: La línea recta dificulta el balanceo. Mejor: Una de las múltiples ventajas de la Línea en forma de U es el mejor acceso que tiene el operador. En este caso, los cinco operarios fueron reducidos a cuatro REGISTRAR NÚMERO DE OPCIONES? REGISTRAR META DE EFICIENCIA? TOTAL EFICIENCIA DESVIACIÓN ESTÁNDAR META DEL TIEMPO DEL CICLO TIEMPO DEL CICLO MÍNIMO NÚMERO DE ESTACIONES TOTAL EFICIENCIA DESVIACIÓN ESTÁNDAR META DEL TIEMPO DEL CICLO TIEMPO DEL CICLO MÍNIMO NÚMERO DE ESTACIONES TOTAL EFICIENCIA DESVIACIÓN ESTÁNDAR META DEL TIEMPO DEL CICLO TIEMPO DEL CICLO MÍNIMO NÚMERO DE ESTACIONES 3 0,85 = 82% = 0.0153 = 0.347 = 0.343 = 19 = 80 oro = 0.0175 = 0.368 = 0.368 = 18 = 75% = 0.0214 = 0.417 = 0.415 = 17 Balanceo de las líneas de modelos mixtos Fig.12 Este enfoque es utilizado por fabricantes JIT tales como Toyota. Su objetivo es satisfacer la demanda de una variedad de productos y evitar la creación de grandes inventarias. El balanceo de las líneas de modelos mixtos implica la programación de varios modelos que se deben producir en un sólo día o semana determinados en la misma línea de una manera cíclica. Ejemplo 2. Balanceo de las líneas de modelos mixtos. Para ilustrar la forma como se hace, supongamos que la compañía de juguetes tiene una línea de fabricación para perforar agujeros en las estructuras de los vehículos de modelo J y de modelo K. Supongamos también que se desea desarrollar un tiempo de ciclo para la línea de fabricación que está balanceada para la producción de un número igual de estructuras J y K. Naturalmente, se podrían producir estructuras de modelo J durante varios días, y luego producir estructuras de modelo K hasta llegar a un número igual de estructuras. Sin embargo, esto podría crear un aumento innecesario en el inventario en procesos. 13 Para reducir la cantidad de inventario en proceso se podría desarrollar una mezcla en el ciclo que reduce considerablemente el aumento en los inventarias, a la vez que mantiene las restricciones de números iguales de estructuras de vehículo para los modelos J y K. Tiempo de los procesos: 6 minutos para el modelo J y 4 minutos para el modelo K. El día consta de 480 minutos (8 horas x 60min.) Solución: 6J + 4K = 480 Dado que debe producirse un número igual de J y de K (J = K), hay que producir 48J y 48K por día ó 6J y 6K por hora. En el cuadro siguiente se muestra un balanceo de estructuras de J y de K. Secuencia de modelos balanceados y mezclados Secuencia de modelos JJ KKK JJ JJ KKK Tiempo de operación 66 444 66 66 444 Tiempo del mini ciclo 12 12 12 12 12 Tiempo total del ciclo Se repite ocho veces al día 60 Esta línea está balanceada en seis estructuras de cada tipo por hora, con un tiempo de mini ciclo de 12 minutos. Otro equilibrio es J K K J K J, con tiempos de 6, 4, 4, 6,4, 6. Este balanceo produce 3J y 3K cada 30 minutos con un tiempo de mini ciclo de 10 minutos (JK, KJ, KJ). La sencillez del balanceo de modelos mixtos (bajo condiciones de un programa de producción nivelado) se observa en la descripción de las operaciones de Toyota Motor Corporation hecha por Yasuhiro Monden: Las líneas de montaje final de Toyota son líneas de productos mezclados. La producción diaria se promedia tomando el número de vehículos del programa de producción mensual clasificados por especificaciones y dividiéndolo por el número de días de trabajo. Con respecto a la secuencia de producción durante cada día, se calcula el tiempo del ciclo de cada vehículo con especificaciones diferentes. Para que los vehículos de todas las especificaciones aparezcan en su propio tiempo del ciclo, se ordena que los vehículos de diferentes especificaciones se sigan los unos a los otros. Consideraciones actuales sobre las líneas de montaje Es verdad que el uso generalizado de los métodos de las líneas de montaje en la industria manufacturera ha incrementado dramáticamente los índices de producción. Históricamente, el foco ha estado casi siempre en la utilización plena de la mano de obra; esto es, diseñar líneas de montaje que minimicen el tiempo de inactividad del trabajador. En el medio, la utilización de los equipos y las instalaciones tiene una menor importancia. En el pasado se realizaron muchas investigaciones para tratar de encontrar soluciones óptimas como si el problema estuviera situado en un mundo que nunca cambia. Las opiniones más recientes sobre líneas de montaje tienen una perspectiva más amplia. Las intenciones son incorporar una mayor flexibilidad en los productos fabricados en la línea, una mayor variabilidad en las estaciones de trabajo (como en el tamaño y número de trabajadores), una mejor precisión (a través del mantenimiento preventivo rutinario) y una producción de alta calidad (a través de un mejor montaje de la fábrica y capacitación). 14 7.3. DISTRIBUCIÓN (CELULAR) POR TECNOLOGÍA DE GRUPO (TG) La distribución por tecnología de grupo (o celular) coloca máquinas disímiles en células para trabajar en productos que tengan formas y requisitos de procesamiento similares. Las distribuciones por tecnología de grupo (TG) son ahora ampliamente utilizadas en la manufactura metálica, en la fabricación de chips de computadores y en el trabajo de montaje. El objetivo general es ganar los beneficios de la distribución por producto en un sistema de producción por equipos. Estos beneficios son los siguientes: 1 . Mejores relaciones humanas. Las células constan de unos pocos trabajadores que forman un pequeño equipo de trabajo; los tumos de un equipo completan unidades de trabajo. 2. Mejores habilidades de los operarios. Los trabajadores ven solamente un número limitado de partes diferentes en un ciclo de producción finito, así pues, la repetición significa un rápido aprendizaje. 3. Menos inventarios en el proceso y menos manejo del material. Una célula combina varias etapas de la producción, de manera tal que hay menos partes desplazándose a través del taller. 4. Organización de la producción más rápida. Menos empleos significan un montaje de la fábrica reducido y, de ahí, unos cambios más rápidos en el montaje de la misma. Desarrollo de una distribución por TG El hecho de pasar de una distribución por proceso a una distribución por TG implica tres pasos: 1. 2. 3. Agrupar las partes en familias que siguen una secuencia de pasos comunes. Esta etapa requiere el desarrollo y mantenimiento de un sistema de clasificación y codificación de las partes computarizadas. Esto constituye un gran costo, aunque muchas compañías han desarrollado procedimientos simplificados para identificar las familias de partes. Identificar los patrones de flujo dominantes de las familias de partes como base para la ubicación o reubicación de los procesos. Agrupar físicamente las máquinas y los procesos en las células. A menudo, se encuentran partes que no pueden asociarse con una familia, y maquinaria especializada que no puede colocarse en ninguna célula debido a su uso general. Estas partes sueltas y la maquinaria se colocan en una "célula restante". La Fig.13 ilustra el proceso de desarrollo de la célula seguida por la división de telecomunicaciones de Rockwell, creador de las partes guía de las ondas. La parte A muestra la distribución original orientada hacia el proceso; la parte B, la reubicación planeada del proceso basada en los requerimientos de producción de grupos de partes; y la parte C una distribución ampliada de la célula diseñada para ejecutar toda la operación final. A. Organización antigua de la planta . B. Reubicación planeada de los procesos 15 C. Célula Fig.13 Según Shonberger la organización celular era práctica en este caso porque: 1. distinguía los grupos de partes que existían, 2. había varios tipos de máquinas de manera que sacando una máquina de la agrupación no se disminuya su capacidad total sin dejar de producir otros productos; 3. los centros de trabajo eran herramientas fácilmente movibles-pesadas, pero relativamente sencillas. Él agrega que estas tres características representan las pautas generales para decidir qué células tienen sentido. Célula TG virtual Cuando el equipo no puede moverse fácilmente, muchas compañías destinan una máquina determinada fuera de una serie de máquinas idénticas a una distribución por proceso. Una célula TG virtual para, por ejemplo una producción de dos meses, puede constar de la perforadora 1 en el área de las perforadoras, la laminadora 3 en el área de las laminadoras y el área de montaje 1 en el área de montaje de máquinas. Para enfocar un flujo TG, todo el trabajo realizado en la familia de partes determinada deberá hacerse únicamente en esas máquinas específicas. 7.4. DISTRIBUCIÓN DE POSICIÓN FIJA La distribución de posición fija está caracterizada por un número relativamente bajo de unidades de producción en comparación con los formatos de distribución por producto y distribución por proceso. Al desarrollar una distribución de posición fija, es posible visualizar el producto como el eje de una rueda con los materiales y el equipo arreglados de manera concéntrico alrededor del punto de producción en su orden de utilización y de dificultad de movimientos. En la construcción naviera, por ejemplo, los remaches que se utilizan en toda la fabricación se colocarían cerca o en el casco; las partes pesadas del motor, que deben desplazarse hasta el casco solamente una vez, serían colocadas en un lugar más distante; y las grúas se instalarían cerca del casco debido a su uso constante. En una distribución de posición fija, es común que se presente un alto grado de ordenamiento de tareas, y en la medida en que esta precedencia determine las etapas de producción, se puede desarrollar una distribución de posición fija, arreglando los materiales de acuerdo con su prioridad tecnológica. Este procedimiento se esperaría al hacer una distribución para una máquina-herramienta grande como por ejemplo, una máquina estampadora, donde la fabricación sigue una secuencia rígida; el montaje se realiza desde la base hacia arriba y las partes se añaden a la base de una manera similar a los ladrillos. 16 En lo que se refiere a las técnicas de distribución cuantitativas, hay poca literatura dedicada a los formatos de posición fija, aún cuando hayan sido utilizados durante miles de años. En determinadas situaciones, sin embargo, puede ser posible especificar criterios objetivos y desarrollar una distribución de posición fija a través de medios cuantitativos. Por ejemplo, si el costo del manejo del material es considerable y el lugar de la construcción permite un movimiento del material más o menos en línea recta, la técnica de la disposición por proceso CRAFT puede utilizarse con muchas ventajas. CONCLUSIÓN La distribución de las instalaciones es la parte crucial en el diseño y la operación de un sistema de producción. Una buena distribución en una fábrica u oficina puede proporcionar una ventaja competitiva real facilitando los procesos de flujo de información y de material. Puede también mejorar la vida de trabajo de los empleados. Una buena distribución en los servicios puede ser un buen "escenario" para encontrarse con el servicio. Como conclusión, se presentan aquí algunas finalidades de una buena distribución en estos medios: Finalidades de una buena distribución para la industria fabril y las operaciones de una oficina: 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. Patrón de flujo en línea recta (o adaptación). Vuelta atrás mantenida al nivel mínimo. Tiempo de producción predecible. Poco almacenamiento de material entre etapas. Los pisos de la planta están abiertos de manera que todos pueden ver lo que está ocurriendo. Operaciones de cuello de botella bajo control. Las estaciones de trabajo están cerca las unas de las otras. Manejo y almacenamiento de materiales ordenado. No existe un manejo innecesario de los materiales. Fácilmente ajustable a las condiciones cambiantes. Finalidades de una buena distribución para los servicios que se prestan cara a cara: 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. El patrón de flujo de servicios es fácilmente entendible. Instalaciones de espera adecuados. Comunicación fácil con los clientes. La vigilancia de los clientes se mantiene con facilidad. Puntos de entrada y salida claros con adecuados servicios de control de salida. Los departamentos y los procesos están arreglados de manera tal que los clientes ven sólo lo que usted quiere que vean. Equilibrio entre las áreas de espera y las áreas de servicios. Recorridos y movimientos del material mínimos. No hay desorden. Alto volumen de ventas por pie cuadrado de las instalaciones.