limpieza química del secundario de generadores de vapor
Anuncio

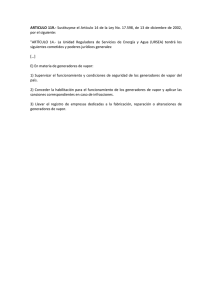
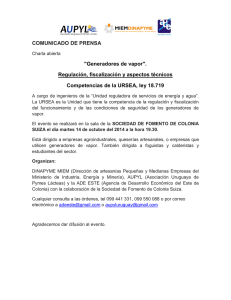
LIMPIEZA QUÍMICA DEL SECUNDARIO DE GENERADORES DE VAPOR José Tomás Ruiz Martinez /GD Energy Services S.A.U (España) Julie Traino /GD Energy Services Sarl (France) Bernard Rottner /Comex Nucléaire (France) SINOPSIS Los Generadores de Vapor de las centrales nucleares de agua a presión suelen presentar, con el paso del tiempo, una obstrucción y un ensuciamiento importantes debido a la deposición de los productos de corrosión resultantes del circuito secundario. Estos fenómenos de ensuciamiento y obstrucción pueden modificar el comportamiento termohidráulico y vibratorio de los generadores de vapor con consecuencias en términos de seguridad, rendimiento del reactor y de la duración de vida del mismo. El objetivo principal del trabajo consistió en el desarrollo y aplicación de un procedimiento de limpieza química que permitiera disminuir significativamente el nivel de obstrucción de las placas soporte y parte del ensuciamiento en la zona libre de los tubos, respetando un valor de corrosión máxima admisible. Asimismo se pretende con este procedimiento conservar las condiciones óptimas de funcionamiento manteniendo todos los criterios de seguridad, sin tener que recurrir a una nueva limpieza química por un periodo mínimo de 4 ciclos de explotación. El procedimiento resultante, denominado PACCO ( Preventive Acid Chemical Cleaning Operation), fue homologado por EDF y aplicado con éxito en 3 Generadores de Vapor de la Central Nuclear de Dampierre ( Francia) en Julio de 2013. PACCO consiste en una fase ácida, seguida de una fase de eliminación de cobre. La fase ácida permite la eliminación parcial de los depósitos de magnetita. La segunda fase usa el amoniaco como agente complejante y un oxidante fuerte. Los principales resultados obtenidos fueron: Corrosión < 100 µm. Eliminación del 40 % de la carga inicial de depósitos presente por cada Generador de Vapor. Las capacidades complementarias de las empresas GD Energy Services y Comex Nucléaire, combinando los conocimientos químicos y nucleares han sido fundamentales en el éxito de una operación gestionada por un equipo de trabajo multicultural fuertemente motivado y comprometido con el proyecto. 1 Introducción Los generadores de vapor de las centrales nucleares de agua a presión suelen presentar, con el paso del tiempo, una obstrucción y un ensuciamiento importante debido a la deposición de los productos de corrosión resultantes del circuito secundario. La obstrucción de las partes libres constituye la masa principal de los depósitos presentes en los generadores de vapor. Estos fenómenos de ensuciamiento y obstrucción modifican el comportamiento termo-hidráulico y vibratorio de los generadores de vapor con consecuencias en términos de seguridad, rendimiento del reactor y de la duración de vida. Se realiza pues una limpieza química preventiva del circuito secundario del generador de vapor para mantenerlo en un estado de limpieza que garantiza su funcionamiento correcto durante varios ciclos y asegura un rendimiento cercano al de fabricación. El principal problema que han presentado los generadores de vapor es la degradación de los tubos. Los principales mecanismos de degradación que han afectado a los tubos de los generadores son: grietas por corrosión bajo tensión en la cara del primario (PWSCC), grietas por corrosión bajo tensión en el diámetro exterior (ODSCC), desgaste por rozamiento (Fretting), fatiga de alto ciclo, estrangulamiento (Denting), picaduras (Pitting) y la acumulación de depósitos. Para evitar fugas y roturas de los tubos, en las centrales se realizan inspecciones para comprobar la integridad de los mismos. Los materiales y los métodos utilizados en la fabricación de los componentes del generador de vapor afectan su susceptibilidad a la corrosión, especialmente a la formación de grietas debidas a la corrosión bajo tensión. La degradación de los tubos también se ve influenciada por otros aspectos del diseño y fabricación del generador de vapor, tales como el diseño de las placas de soporte de los tubos y el método de instalación de los tubos. Inicialmente, en la mayor parte de los generadores de vapor se utilizó para la fabricación de los tubos una aleación basada en níquel, Inconel 600 (Ni 76%, Cr 15.5%, Fe 8%, C< 0.15%), aunque posteriormente han ido surgiendo diferentes aleaciones que han incrementado notablemente la eficacia y durabilidad de los conductos; así es con la aleación Incoloy 800 M (Ni 33.5%, Cr 21.5%, Fe 44%, C< 0.03%, Ti< 0.6%). No obstante, la práctica actual de los fabricantes de generadores de vapor en Francia, Japón y los EE.UU. es utilizar una aleación tratada térmicamente Inconel 2 690. Esta aleación, es similar a la 600 pero tiene alrededor de dos veces más de cromo (29.5% frente 15.5%) y proporcionalmente menos níquel. se ha demostrado en pruebas que esta aleación (Ni 61%, Cr 29,5 %, Fe 9%, C<0.025%) es más resistente a agrietarse por corrosión bajo tensión en la cara del primario (PWSCC) y a tener mayor resistencia a la corrosión en el lado secundario. Estas evoluciones en el diseño y elaboración de los generadores de vapor han permitido resolver los problemas e inconvenientes que iban surgiendo, incrementando de este modo el nivel de seguridad de este tipo de energía de manera irrefutable y alargando el ciclo de vida de la instalación. Es frente a los problemas descritos en el apartado anterior donde GD Energy Services y Comex Nucléaire ,exponen una solución, el proceso de limpieza química PACCO (Preventive Acid Chemical Cleaning Operation), que la situará como pionera en el mercado encabezando la lista de organizaciones de limpieza industrial de generadores de vapor en centrales nucleares. El presente procedimiento se diferencia de los procesos de limpieza química existentes en que los productos químicos utilizados no son CMR “Carcinógenos, Mutagénicos, Tóxicos para la Reproducción”, totalmente inofensivo y favorable para el medioambiente. Además, PACCO es un proceso dinámico realizado con recirculación y borboteo que puede permitir una mejor homogeneización de la solución y una mejor eficiencia. La duración de todo el proceso es corto (< 3 días por GV) y es posible llevar a cabo la limpieza de 2 GV en paralelo. Otro punto fuerte del proceso PACCO es que la fase de drenaje es muy eficiente ya que fue diseñado y comprobado durante la primera operación en Dampierre: 2 horas en un modo nominal y menos de 4 horas en modo fallo. El diseño del proceso PACCO se realizó en tres fases: - El desarrollo de proceso químico con la validación a nivel de laboratorio y piloto. Diseño y adquisición de los equipos para la aplicación industrial. Aplicación in situ realizada en la central nuclear de Dampierre en Francia en Julio 2013. Descripción del proceso El proceso PACCO se compone de dos fases principales: una fase ácida seguida por una fase de eliminación de cobre. En la fase ácida se eliminan los depósitos a baja temperatura (entre 30-45ºC) mediante una mezcla de ácido cítrico y de un agente reductor a baja concentración. 3 La limpieza química se realiza mediante recirculación de la solución a través del lado secundario del GV y el borboteo con nitrógeno con el fin de mantener las condiciones reductoras, minimizar los fenómenos de corrosión y asegurar la homogeneización de la solución a través del GV. La reacción de la solución de magnetita por el ácido cítrico (C6H8O7 = A-H3) se basa en la siguiente ecuación [1] [2]: Fe3O4 4 AH 2 2 FeIII A FeII A 4 H 2 O A3 AH2- y A3- son especies químicas resultantes del ácido cítrico (AH3), produciéndose a continuación las reacciones acido-base siguientes AH 3 AH 2 H pKa1 = 3, 15 AH 2 AH 2 H pKa2 = 4, 77 AH 2 A3 H pKa3 = 6, 40 El intervalo de pH óptimo para la solución de magnetita se basa en el predominio de AH2- en solución que se produce entre pH 3.2 y 4.8. Se sabe que el complejo citrato-amoniaco es mejor agente complejante de la magnetita que el ion citrato utilizándose en muchas aplicaciones industriales de limpieza química. De modo que se utiliza amoniaco en la fase acida para ajustar el pH entre 3 y 4, conforme a las siguientes reacciones: + + 3( − )→ + → ( )− − + 2( + ( ) − )+2 Se utilizan pequeñas cantidades de un inhibidor de corrosión para minimizar la corrosión y un antiespumante para prevenir la formación de espuma. La segunda fase del proceso es la eliminación del cobre metálico presente en los depósitos del GV o el cobre resultante del potencial fenómeno de re-deposición que se produce durante la fase ácida. Esta fase se realiza a temperatura ambiente, usando amoniaco como agente complejante y un oxidante fuerte como el peróxido de hidrógeno inyectado a caudal controlado para evitar cualquier elevación incontrolada de temperatura y optimizar el proceso de oxidación. 4 En primer lugar, el peróxido de hidrógeno combinado con el oxígeno proporcionado por burbujeo permite la oxidación de cobre en iones cúpricos (Cu2+): → +2 + 2 + →2 → + 2 En Segundo lugar, se forma un complejo de cobre-amoniaco resultante de la reacción entre los iones cúpricos y el amoniaco: +4 → ( ) Dado que este complejo es muy estable a pH básico, la eliminación del cobre mediante amoniaco se consigue fácilmente añadiendo agente tampón básico. Se realizaron más de 200 ensayos en los que se evaluaron la eficacia y la inocuidad del proceso y en algunos de ellos se hizo una evaluación de los efluentes gaseosos. La implementación del proceso de limpieza química, homologado por EDF, se divide en 6 fases: 1. Llenado inicial con pruebas de fugas y calor del sistema 2. Fase ácida: fase de disolución de los óxidos metálicos (principalmente magnetita 3. Primeros enjuagues: eliminación de los residuos ácidos: pequeños volúmenes y un enjuague de todo el volumen 4. Fase de eliminación de cobre 5. Enjuagues finales: pequeños volúmenes y enjuague de todo el volumen 6. Gestión y tratamiento final de los efluentes. Los efluentes producidos están almacenados en el sitio a la espera de su tratamiento. El proceso de tratamiento ha sido también homologado por EDF y será objeto de una posterior comunicación. Criterios de finalización de las fases El final de la fase ácida se establece atendiendo a un criterio químico basado en la disolución del hierro de modo que se asegure una buena eficacia en la limpieza y 5 una corrosión mínima. A continuación se establece una fase de aclarado para eliminar los residuos ácidos y para preparar el sistema para la etapa siguiente. [total Iron]= f(t) (ppm) 4000 SG3 ppm 3000 2000 SG1 1000 SG2 0 0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 Duration (h) Figura 1. Control químico del proceso El final de la fase de eliminación del cobre se determina mediante un criterio de duración del proceso inferior a 9 horas. El final de la fase de enjuague final se determina a partir de un criterio de conductividad inferior a ≤ 30 µS/cm con el fin de asegurar la eliminación de los residuos de la solución de limpieza y dejar el generador de vapor lo más limpio posible antes de ponerlo en marcha de nuevo. Resultados Este proceso fue aplicado en la Central Nuclear de Dampierre (Francia) en el verano de 2013. El resultado en términos de eficiencia fue la eliminación de cerca de 300 kg de depósitos por cada generador de vapor, que supone un 40 por ciento de la carga real de depósito inicial. GV1 Máxima corrosión libre (µm) Máxima corrosión galvánica (µm) Cantidad total de depósito eliminado (kg/GV) % eficiencia ( cantidad total de depósito eliminado/carga de depósito inicial estimada)*Carga de depósito inicial 3,6 18,6 270 30 GV 2 2,1 18,6 289 31 GV 3 4,3 20,6 347 38 En cuanto a la inocuidad, se puede decir que la corrosión generalizada se controló de manera eficaz. Esta corrosión se estimó mediante probetas metálicas (cupones) introducidos en distintas partes del generador de vapor. 6 El segundo método de control y medida de la corrosión se realizó mediante un sistema de control continuo de alta fiabilidad denominado CMS. Figura 2.control de la corrosión en continuo. Los resultados en los cupones de corrosión fueron: Corrosión inferior a 21 micras para acero al carbón, acero de baja aleación y materiales soldados. - La corrosión libre y la corrosión galvánica en una ratio de 1/201 resultaron en valores inferiores a 0.1 micras para el acero inoxidable y el Inconel. - El principal efluente de gas liberado en el atmosfera es el amoniaco: la cantidad estimada es aproximadamente 15 kg para los 3 generadores de vapor. - El hidrogeno, liberado de la corrosión y dióxido de carbono de la reacción de degradación de las especies orgánicas) se producen también pero su cantidad es tan baja que no influye en la seguridad y el impacto medioambiental. La cantidad total de los efluentes líquidos generados es alrededor de 1400 m3 , y puede ser tratada por un proceso de tratamiento de residuos que se llevará a cabo por primera vez en 2015 por las dos empresas participantes de este proyecto. 1 Ratio de 1/20: Acero al Carbono /soldado/ superficie de acero de baja aleación en contacto la solución dividida por la superficie inconel/acero inoxidable. 7 La operación ha durado 4 meses entre la preparación e instalación de los equipos , involucrando más de 100 personas en la fase de ejecución .La dosis colectiva total ha sido de 91.31 mSv-persona, que representa un 0,7% más de lo previsto. Aunque la diferencia es mínima, se tomaron acciones para tratar de reducir la dosis en las intervenciones siguientes. Finalmente se muestran unas fotografías en las que se pueden ver los tubos de dos de los generadores de vapor después de la limpieza química. Figura 3 : Fotografía realizada sobre los tubos de dos de los generadores de vapor de Dampierre después de la limpieza química con el proceso PACCO. Conclusión Esta primera operación de limpieza química con el método PACCO (Preventive Acid Chemical Cleaning Operation) en una Central Nuclear Francesa se ha llevado a cabo con éxito y ha cumplido con los criterios definidos por EDF. Se ha demostrado la capacidad que dicho procedimiento tiene para eliminar alrededor de un 40% de la carga de depósitos inicial manteniendo la integridad del GV con un mínimo de emisión de gases. Las habilidades complementarias de GD Energy Services y Comex Nucléaire combinando conocimientos químicos y de conocimiento del sector nuclear, han llevado al éxito la operación dirigida por un equipo multicultural y comprometido. Referencias [1] “Química para centrales termoeléctricas” Asinel diciembre, 1981, p 819 [2] Kinetics of dissolution of magnetite in PDCA based formulations, S.Ranganathan, A.A.M.Prince, P.S.Raghavan, R.Gopalan, M.P.Srinivasan, S.V.Narasimhan, Journal of nuclear science and technilogy, Vol.34, N°8, p.810-816. [3] ENC2012-A0077: Mechanical and chemical cleaning of heat exchangers in French Nuclear Power Plants, José Tomás Ruiz Martinez, Patrice Guerra, Cristina Carreres 8