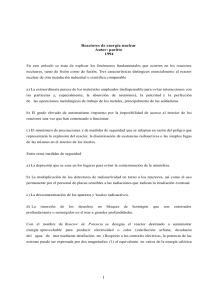
Calificación conceptual prospectiva de centrifugador/destilador
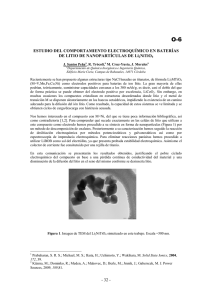
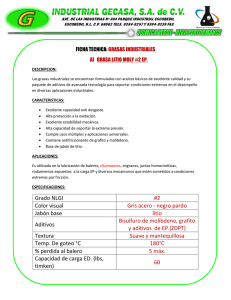
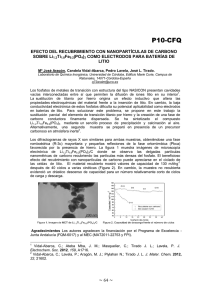
Anuncio

39ª Reunión Anual de la SNE Reus (Tarragona) 25-27 septiembre 2013 Calificación conceptual prospectiva de centrifugador/destilador híbrido para producción de 6Li a demanda de la tecnología Nuclear de Fusión a L. Sedanoa, J.L. Herranz b , J.L. Casadob , P. Castroc, J. Xibertaa Escuela Técnica Superior de Ingenieros de Minas de Oviedo, Independencia, 13 33004 Oviedo b UPM, ETS Ingenieros Minas de Madrid. Calle de Ríos Rosas, 21 28003 Madrid. c CIEMAT, Avda. Complutense 40, 28040 Madrid. [email protected] RESUMEN - El cambio en la demanda de explotación del Litio como recurso en la última década aparece ligada al desarrollo del mercado de las baterías "ión-Litio" y las demandas de combustible (Deuterio y Litio) en el camino de la Fusión como opción energética próxima. Resulta de enorme interés prospectivo el análisis anticipado de las demandas sinérgicas de ambos mercados en sus aspectos técnicos y económicos. Se analiza la demanda y mercado civil para el enriquecimiento 6 7 Li/ Li para las próximas décadas, Se califican los desarrollos tecnológicos específicos que van a poder permitir dicha producción a escala conforme a demanda. Se selecciona y califica una técnica [de centrifugación/ termo difusión/ destilación combinada] como opción tecnológicamente viable para la producción a escala de formas litiadas. Finalmente se propone un diseño conceptual de planta de producción como nueva capacidad tecnológica. ABSTRACT - The change in the demand for exploitation of lithium as a resource appears during the last decade, related to the development of the " ion-Li" batteries market and with the requirements of Nuclear Fusion fuels (deuterium and lithium) as coming energy option. A prospective analysis of synergistic demands of both markets, in its technical and in its economic aspects appears of 6 7 prospective interest. The civil market Li/ Li enrichment demand is analyzed. Specific technological developments permitting on-line production according to demand is discussed. A [centrifugation / thermal diffusion / combined distillation] technique is selected and qualified as technologically viable option for scaled production of litiated-forms. A conceptual design of a production plant is finally proposed according to the new technical capability. 1. INTRODUCCIÓN El Litio es un metal alcalino Groupo 1 (IA) de la Tabla Periódica con un electrón único de valencia 2 1 (estructura electrónica: 1s 2s ). El Litio es sólido y ligero (con la mitad de densidad que el agua) el metal menos denso y mejor caloportador de la naturaleza e hiper-reactivo. De color plateado en estado virgen pierde el brillo y se hace grisáceo en pocos minutos en aire. El Litio se carbura, hidrura, oxida, y nitrura. Su química viene dominada por su tendencia electropositiva a ceder su electrón de valencia y formar Li+. Debido a su alta reactividad el Litio no existe en la naturaleza como metal puro. Existen depósitos litiados minerales en puntos muy repartidos de la corteza terrestre y aparece en concentraciones significativas en materiales salinos. Más de 145 formas minerales contienen Li pero sólo algunas en cantidades comerciales. El litio puede encontrarse en la naturaleza bajo diversas formas minerales: ambligonita, espodumena, petalita y lepidolita principalmente. Se extrae bajo la forma química de Li2CO3 y LiCl LiOH. Las minas más importantes se encuentran en Australia. Las salmueras que se originaron por evaporación de lagos salados son fuentes minerales del litio que se extrae como Li2CO3. En algunos casos la viabilidad del proceso es dudosa debido a la alta concentración de Mg, lo cual dificulta la recuperación de Li y reduce el rendimiento del proceso. Hoy en día, esta minería constituye la principal fuente de Li. La producción más importante se encuentra en el Salar de Atacama (en el norte de Chile). El agua de mar presenta contenido 11 de litio es de 0,17 ppm, lo que representa un recurso teórico de 2,3 10 toneladas. Hasta ahora, se han probado procesos experimentales en la extracción del litio de agua de mar, pero los costes de producción resultan demasiado altos para resultar competitivos. Las reservas de Li se han estimado aproximadamente 4-6 MToneladas y los recursos de 10-21 MToneladas (según la fuente). Entre 2000 y 2005 la producción de Li era unos 15,5 kToneladas/año, mientras que anualmente el consumo está en la horquilla de 13 y 14 kToneladas/año, creciendo a tasas del 2 al 5% por año aproximadamente. Según estos datos las reservas son suficientes para satisfacer la demanda durante mucho tiempo. Las características termo-fisicoquímicas del Litio e isótopos son conocidas. Las aplicaciones industriales del Litio son amplias y variadas. Los carbonatos de litio CO3Li se usan en baterías recargables, elaboración de esmaltes, en la industria cerámica y en la elaboración de vidrios. Tienen aplicaciones específicas en la fabricación de sensores de radiación neutrónica en tecnología nuclear. Los hidróxidos de litio LiOH se usan como aditivo en grasas lubricantes. El BrLi se usa en control de la humedad de los gases, aire acondicionado, en aplicaciones fotográficas y en 39ª Reunión Anual de la SNE Reus (Tarragona) 25-27 septiembre 2013 aplicaciones farmacéuticas. Los fluoruros de Litio LiF se usan en aleaciones y soldaduras especiales, y en la metalurgia del aluminio así como el ClLi. El hipoclorito de litio ClOLi es usado en la esterilización del agua de piscinas y el peróxido de litio [LiO] como abrasivo. Los hidruros de HLi se usan como sistemas de acumulación de H2. Como absorbente poroso sólido el litio es de las mejores substancias para la purificación y captura atmosférica de atmósferas de CO2 y así es usado en vehículos espaciales y submarinos. Como mejor sustancia caloportadora de la naturaleza con un aaplio rango líquido [180-1300ºC] el litio metálico se usa como refrigerante en diseños de dispositivos que demandan una alta extracción de potencia. Un ejemplo es la propulsión nuclear espacial (Ver Proyectos [2] APS100 de USA). En sus formas 6 isotópicas enriquecidas en Li; el litio está clasificado como un Material de Defensa y Doble Uso con Salvaguardias Nucleares y Control de Exportación [3] dado su potencial uso pasado en la producción de 6 tritio para bombas termonucleares o su potencial uso actual militar en formas de D Li para tal fin. La aplicación de mayor demanda en la actualidad está asociada al despliegue de las aplicaciones ión-litio en la industria de baterías y en particular al uso de éstas como sistemas de carga/descarga reversibles a escalas 6 de demanda del mercado de vehículos eléctricos. De manera sinérgica Deuterio y Li son los combustibles 6 primarios en futuros reactores de fusión. El isótopo Li tiene interés en desarrollos clave de la Tecnología Nuclear de fusión en su camino de demostración como opción energética en próximas décadas por resultar el elemento de regeneración de combustible (tritio) en ciclo cerrado dentro del propio reactor. Las demandas de producción a escala en el llamado Mercado de Industria de la Ciencia [4] como material base de diseño de dispositivos en construcción y diseño en la Hoja de Ruta de la Fusión Nuclear. 2. PANORAMA DE LA DEMANDA DEL LITIO Si se hace un análisis del abastecimiento de tritio para un reactor de fusión D(T,α)n [17.62 MeV/at-T] se consume tritio a unas tasas de 55.8 kg/GWt-a de energía de fusión. Como la producción en los CANDU es de uno a dos Kg/GWt-año con blancos específicos diseñados Li-Al, las extrapolaciones más optimistas de aprovisionamiento de tritio son de ~ 12 Kg/GWt-a (con blancos de espalación o blancos Li/Al convenientemente diseñados). Además hay que considerar que el Tritio decae a tasas 4.57% por año. Como resultado de estas premisas la conclusión es que el aprovisionamiento máximo de tritio desde los reactores de agua pesada HWR para Tecnología de Fusión es de 27 kg !. En otras palabras el tritio es escaso y tan solo puede encontrase en la misma ubicación que centrales nucleares especialmente en las plantas de los CANDU (figura 3). Esto no será suficiente para responder a la demanda de los reactores ITER y DEMO que utilizan tritio como combustible. Para la fusión nuclear se requiere litio para producir tritio por bombardeo neutrónico (de una envoltura regeneradora del reactor [17]. De este análisis se puede concluir lo siguiente: (1) La disponibilidad de combustible para Fusión es lo que va a condicionar la estrategia a DEMO; (2) el desarrollo de la tecnología de fusión como opción energética: externalidades al margen, debe desarrollar tecnología de ciclo cerrado en Tritio para regeneración; (3) la disponibilidad de Tritio después de ITER y esos desarrollos de tecnologías regeneradoras (incluidos los de aprovisionamiento de materiales necesarios) van a condicionar la estrategia y los tiempos de desarrollo de la fusión nuclear en su camino hacia DEMO. 6 Li Envoltura Regeneradora Figura 1 - Esquemas de ciclo de combustible DEMO (ciclo cerrado en tritio) (izda.) [5] y diseño DEMO de reactor español sobre la base de conceptos de envoltura regeneradora a doble refrigerante Helio/LiPb; sistemas auxiliares (derecha). Atendiendo estrictamente a sus requisitos funcionales en un reactor de fusión, la envoltura regeneradora representa uno de los componentes críticos de un futuro reactor DEMO (Figura 1). Sus funcionalidades 39ª Reunión Anual de la SNE Reus (Tarragona) 25-27 septiembre 2013 primarias: (1) blindaje de las bobinas superconductoras de la radiación del plasma (a enormes factores de blindaje), (2) sumidero o amplificación de potencia depositada por la radiación proveniente del plasma, y (3) estructura de regeneración (“breeding”) con Tasas de Regeneración de Tritio (TRT) superior a 1 (típicamente 1,18 átomos de tritio por neutrón proveniente del plasma) del combustible quemado (tritio) en ciclo cerrado para su recuperación rápida y eficiente. De entre las opciones potencialmente existentes los conceptos a doble refrigerante (dos refrigerantes primarios, un metal líquido LiPb y un Helio primario suplementario refrigeran el módulo (de la envoltura) representan la mejor opción por: (1) simplicidad y robustez, (2) eficiencias de conversión térmica en rangos del 44%, (3) complejidad extra del doble circuito manejable e integrable en el diseño, (4) mínimo tiempo de recuperación del tritio regenerado con un simple permeador en línea, lo que minimiza las demandas de inventarios de tritio para el arranque en DEMO reduciendo incertidumbres de aprovisionamiento (ver discusión previa), (5) no producción potencial de HTO sobre la base de nula permeación a través de las inserciones de canal, y finalmente, como añadido de alto valor tecnológico-estratégico por minimizar el impacto radiológico de las futuras insta, y (6) el diseño permite justificar diseño con propiedades bajo irradiación dentro de la ventana termomecánica (325-525 C) del material estructural de activación reducida (ASTURFER®). 3. BATERIAS DE ION-LITIO La demanda de escala actual en el mercado proviene del enorme desarrollo y evolución del mercado de aplicaciones de las baterías ión-litio y su futuro desarrollo en aplicaciones para el transporte (automóviles, aviones, etc). Un diseño genérico de las baterías ión-litio se basa en procesos reversibles de carga y descarga que explotan la enorme electro-positividad (bajo potencial de ionización del litio) y su capacidad de migración como ión ligero a través de un electrolito y un separador. La perspectiva de crecimiento de la demanda de aplicación de las baterías de ión-litio en los desarrollos de mercado para aplicaciones al transporte resulta más que exponencial. Es conocido el dato que en la actualidad circulan en el mundo alrededor de 1000 millones de coches y otros vehículos a propulsión de uso masivo con una estimación actual de 15 kg-Litio/batería (coche utilitario). Una substitución progresiva del uso de combustibles fósiles en el transporte y fuertes crecimientos emergentes de la demanda permitirían con nuevos usos (fusión nuclear) permiten justificar el agotamiento de las reservas minerales en menos de 250 años y orientar la mirada a la explotación directa del litio en el agua de mar. Existen desarrollos técnicos muy importantes en la actualidad en Korea ([8], Ver POSCO Corp. Website). Los isótopos de litio tienen características nucleares distintas. El Litio-6 es un bosón (núcleo con spin entero) y el litio-7 es un fermión (núcleo con espín semi-entero). Esas diferencias conllevan una ligera desviación de los niveles electrónicos- en su estructura electrónica hiperfina- haciendo que el potencial de ionización del Li-7 respecto al Litio-6 sea aún menor (mayor electropositividad). Las diferencias isotópicas relativas de potencial de ionización por corrimiento electrónico hiperfino de ambos isótopos se han cuantificado teóricamente y medido y son del orden del ∆EH /E ~ 25- 30 % [9]. Algunos parámetros relevantes en el diseño de las baterías dependen intrínsecamente de ese diferente potencial y desviación hiperfina [10]; parámetro como los siguientes: (1)Factor de amplificación Q/u.m. (de batería) y factor de multiplicación de energía (Energy Multiplication Factor) EMF/u.m. (mayor en 7 batería de Li puro) con un factor de incremento respecto al natural de: ~6/7*0.935 exp(-? E H /kT); 6 (2)velocidad de recarga a igual EMF (solo un 13 % mayor en batería de Li puro por movilidad iónica respecto al natural; (3) vida-útil y ciclos de recarga o que sea recargable /recargabilidad [sin dependencia isotópica confirmada]. La industria de la baterías ión-Li en el mundo, fundamentalmente en Japón, Corea, 7 China, Canadá y los EE.UU está interesándose en el enriquecimiento a escala del Litio en ión- Li puro por el potencial uso eficiente del recurso y la reducción de peso/demanda para aplicaciones de baterías al transporte. Hay que subrayar el enorme interés por la sinergia (en el uso del Litio) que se anticipa tanto con 6 7 la capacidad tecnológica a escala del enriquecimiento en Li (fusión) como del uso amplio de Li (para baterías de ion Li). 4. TECNOLOGÍAS PARA EL APROVISIONAMIENTO ESCALABILIDAD 6 Li/7Li Y ANÁLISIS DE Existen tres conjuntos de técnicas generales de separación de isótopos: (1) las técnicas que están basadas directamente en el peso atómico del isótopo (por ejemplo: la centrifugación), (2) aquellas otras que están basadas en pequeñas diferencias en la velocidad de reacción a la que se producen, en función de los diferentes pesos atómicos (ejemplo: técnicas electroforéticas o de termo difusión), y (3) las que están basadas en propiedades que no están ligadas directamente al peso atómico, sino a las resonancias o características nucleares (técnicas en haz o Separación Isotópica Láser). Los mismos métodos de 6 separación del uranio se pueden aplicar a la separación del Li, son los siguientes: a) difusión, b) centrifugación c) técnicas Láser o in-beam y d) métodos electroquímicos. Los procesos de separación isotópica que se ajustan mejor a una aplicación particular dependen del estado de desarrollo de la 39ª Reunión Anual de la SNE Reus (Tarragona) 25-27 septiembre 2013 tecnología; también de la masa del elemento que se trate y de las cantidades de material involucrado. En el caso particular del litio y de su uso en reactores de fusión D-T (deuterio-tritio), debe seleccionarse un proceso que pueda ser escalable para que pueda producir cantidades significativas. Se ha hecho una revisión de las técnicas de separación isotópica de Li/enriquecimiento de Li empleando solo la bibliografía disponible y no clasificada [17]. Para resumir el análisis se ha restringido a las técnicas sin notable impacto ambiental (por ello la técnica del Oak Ridge National Laboratory OREX/COLEX column Exchange se descarta por tener impacto considerable) [24]. T1. Centrifugación: Debido a las características de agregación del litio como metal, no se puede enriquecer por centrifugación en fase líquida. La centrifugación 235 238 6 7 del gas se explota a nivel industrial a escala para UF6/ UF6. La razón isotópica para el Li/ Li es más atractiva (es de1.167:: 7/6 frente a la de 1,013::238/235 del uranio) resultando más sencillo vaporizar el litio (bajo punto de fusión/ebullición). La tendencia natural de los alcalinos a la formación de agregados, los factores de enriquecimiento en la fase líquida, demandan el enriquecimiento por centrifugación 6Li/Li en 6 7 fase vapor. Las celdas de centrifugación para Li/ Li tienen un diseño especial en materiales compatible (W, Mo) lo que permite que de modo efectivo por un factor adicional debido a la alta razón comparativa de difusividades térmicas de los vapores isotópicos. Las técnicas de destilación aparecen simples, robustas y 235 238 demostradas en procesos industriales similares [ U/ U] en los que las eficiencias teóricas son inferiores: (238/235 en el caso Uranio frente a 7/6 en el caso del Litio) y a consumos energéticos muy inferiores si comparamos las características de metal refractario pesado del Uranio respecto a la ligereza y baja entalpía de vaporización del Litio. Su escalabilidad es sencilla por paralelización o cascadas de enriquecimiento de celdas de centrifugación. Los centrifugadores pueden concebirse de forma que la cascadas de enriquecimiento por centrifugación puedan realizarse en sucesivas centrifugaciones concéntricas (con N radios/etapas Ri; R0...RN) en materiales refractarios porosos; recuperando por una parte el vapor 7 6 enriquecido en Li a través de la pared exterior y por otra se recupera el vapor enriquecido en Li a través de la pared interior. Las eficiencias nominales del proceso para un volumen de Litio cilíndrico inicial V con constante aprovisionamiento de Litio natural (frac. at. de 0.065) se obtiene de acuerdo con el rendimiento r del proceso. El que se pueda alimentar con litio líquido continuamente y la sencillez de su operación hace que la técnica de enriquecimiento sea atractiva y escalable. [11] , [12]. T2. Separación isotópica láser (LIS): Como en las “técnicas in-beam” (IBT) las técnicas de separación isotópica por láser (LIS), que 6 7 trabajan por medio de una ionización selectiva hiperfina por láser de los niveles electrónicos Li/ Li y separándolos con un campo electromagnético, han demostrado un 100% de eficiencia a escala de laboratorio [37- 26]. El método es costoso y está limitado intrínsecamente para la producción a gran escala porque necesita en las coladas, láser de coloreado (laser dye) en serie de gran consumo de potencia Li. La mayor dificultad de la técnica LIS, es su escalabilidad para una gran producción ya que para volúmenes de producción grandes debería considerarse el generar planos/volúmenes de incidencia láser y campos intensos (de alcance), o considerar para el uso paralelo de la técnica un número de unidades (LIS) enorme, lo que convierte a la técnica en prohibitiva para la producción industrial. Ocurre algo similar con las técnicas de enriquecimiento "en-haz". Resulta en principio sencillo generar desde un plasma de vapor de litio un haz de átomos de litio (basta ionizarlos lo que resulta sencillo y acelerarlos con campos eléctricos) y deflectarlos con campos magnéticos en virtud de sus diferentes radios de Larmor (1/6, 1/7). Con la tecnología actual de aceleradores de iones y las corrientes que alcanzan (por debajo de 2 mA) se puede calcular de manera sencilla, el número de los necesarios o los tiempos de funcionamiento y consumos eléctricos para la 6 producción de 1 Kg de Li lo que hace inviable el procedimiento (1kg: 1000 aceleradores, 5 años en operación 500 MWe)!. Debemos considerar la técnica AVLIS para Litio como Técnica no escalable al igual que la separación en haz. T3. Resinas/amalgamas de intercambio Iónico: La cromatografía para 6 7 intercambio iónico es una técnica química estándar para la separación isotópica de Li/ Li. Ya en 1938 se realizo un primer intento de intercambiadores iónicos para la separación y el enriquecimiento de isótopos. Los intercambiadores iónicos de esos primeros experimentos fueron de zeolita (alumino-silicatos hidratados) [18]. Los iones de Na+ en las redes de zeolitas de sodio se intercambian con cationes mono y divalentes como son el Mg2+, Li+, Ca2+, Ba2+, K+, Rb+ y el H+ en la fase acuosa que rodea la resina. Otro tipo de mecanismo de intercambio iónico para la separación isotópica es el proceso de amalgama. Explota los mecanismos de intercambio químico para la separación isotópica. En particular usa el mecanismo de 6 7 intercambio a través de Hg para la separación de Li/ Li. Los resultados experimentales que se han 6 publicado muestran como Sn, Ga, grafito y PC/Ni preferentemente aumentan Li, mientras que los óxidos de 7 metal son ligeramente específicos para separarar Li. Los factores de enriquecimiento publicados de esos materiales (Sn, Ga, grafito y PC/Ni) podrían sobrepasar aquellos obtenidos para amalgama con Hg. 6 T4. Destilación a alta temperatura: Puede explotarse efectivamente para el enriquecimiento de Li gobernando la evaporación/condensación selectiva con la dependencia isotópica de la presión de vapor del 6 7 Li versus la del Li (unos 3,5 ºC en el punto de ebullición 1342 ºC a 1 atmósfera). La idea consiste en disponer de baños y una amplia superficie con control fino de la temperatura en ella, evaporando el isotopo 6 de menor punto de ebullición ( Li) y condensándolo posteriormente; y dejando en fase líquida el isótopo de 39ª Reunión Anual de la SNE Reus (Tarragona) 25-27 septiembre 2013 mayor punto de ebullición [31,16]. La existencia de presiones de vapor de ambos isótopos por debajo de sus respectivos puntos de ebullición obliga a una destilación multi-etapas o en cascada. Las dificultades de la técnica se refieren normalmente a que hace falta mucho control para la estabilización de la temperatura (lo que es factible utilizando una superficie flotante porosa o malla de W) y los aspectos de materiales debido a la reactividad química del Litio a alta temperatura. Esto se resuelve con una apropiada elección de ellos. La técnica es escalable a demandas de la fusión en columnas multi-etapa en paralelo en la planta (técnica volumétrica). Los consumos energéticos son moderados gracias a las interesantes características termo-físicas del litio. T5. Termo-Difusión en fase líquida/gaseosa : los isótopos Litio-6 y Litio-7 tienen difusividades atómicas distintas en fase gaseosa. Un simple gradiente térmico estabilizado en una barra 6 líquida puede enriquecer en Li la zona caliente y viceversa. El requisito es estabilizar dicho gradiente en un volumen importante de Litio. Debido a las conocidas características de agregación del litio como alcalino, no se puede enriquecer por centrifugación. El enriquecimiento por termo-difusión en fase líquida exige gravedad cero para evitar la convección. T6. Técnicas Electroforéticas: La electroforesis en baño líquido es una técnica prometedora para los requisitos de la FNT debido a que: (1) es sencilla, (2) se apoya de forma robusta en las características del material, (3) es naturalmente escalable en coladas o cascadas, (4) es energéticamente eficiente, (5) es segura y (6) es limpia. La alimentación de la cámara en Litio natural se sitúa a un lado de la membrana en contacto. La cámara de enriquecimiento en Litio-6 está al otro lado. Si se recircula el producto se van obteniendo enriquecimientos/empobrecimientos en ambos isótopos a ambos 7 6 lados de la celda. El proceso de electroforesis para la separación Li/ Li explota diferentes conductividades iónicas en el litio o electrolito y las características de membrana Superconductora iónicas de Litio de estado 6 7 sólido (SCI) compatible con Li [13]. Los isótopos de litio Li y Li migran por substitución en la membrana y cuando está sometida a una diferencia de potencial eléctrico hace que ambos se muevan a diferentes velocidades. Como los SCI se degradan y corroen en Li puro, se suele elegir un electrolito inorgánico. Los electrolitos inorgánicos pueden ser "tipo óxidos" o "tipo no-óxido". El desarrollo de la tecnología de separación isotópica del litio con conductores iónicos se considera una alternativa competitiva al método de la amalgama en términos de los factores de enriquecimiento [14]. Los puntos clave en el desarrollo de la celda electroforética son: (1) la elección del electrolito apropiado, (2) el uso del SCI compatible , (3) la apropiada selección de electrodos porosos y (4) los materiales de la envoltura de la celda (housing) y los materiales para el diseño eléctrico de la celda. Los SCI para aplicación a celda electroforética para Li -2 deberían demostrar (i)Alta conductividad iónica > 10 S/cm a temperatura de operación de la celda, con conductividad electrónica despreciable sobre un rango amplio de actividad del Li;(ii) Ánodo y cátodo, electrolito y material de la envoltura de la celda compatibles iónicamente y (iii) Características higroscópicas bajas (se debe evitar la presencia de agua para el SCI). Las conductividades iónicas de los conductores -7 -1 varían en un amplio margen desde 10 a 10 S/cm (a temperatura de 80 ºC). Exactamente las 6 conductividades de más interés a gran escala para las aplicaciones de enriquecimiento de Li muestran las conductividades más altas. Particularmente ventajosos son los de tipo espinela Li1+x T2-x O4 , y los de tipo ramsdellita Li2Ti3O7 y los de tipo perovskita. Se plantean dudas sobre la escalabilidad de la técnica de electroforesis, si pensamos en los consumos energéticos de una planta de producción incluso con -2 superconductividades iónicas en celdas. Con conductividad iónica demostrada en el rango de 10 S/cm y las membranas celulares de referencia de dimensiones elevadas, la producción por línea sería alrededor de 6 15 kg de Li por año. Con 1000 líneas paralelas (de 100 celdas cada una), a partir de dichas líneas alimentadas con 14,7 toneladas LiI fundido natural, la producción es de LiI enriquecido (que se traduce en 6 -2 47 Tn de Li).La potencia eléctrica consumida por una Planta con membranas a (10 S/cm, 1 cm de espesor, 80 Volts por celda) para las corrientes iónicas son ~ 500 MWe (Un 30% del reactor de fusión a 6 alimentar con el Li producido). Son consumos de escala inaceptables. Debemos considerar la escalabilidad comprometida por las conductividades iónicas de los actuales SCI y consumos de potencia de 6 una planta de producción de Li. Tabla 1. Resumen técnicas de enriquecimiento y escalabilidad. Centrifugación en gas Electroforesis en m embranas superconductor iónicas Intercambio iónico en amalgamas (COLEX) Separaciones en haz (“ in beam) Separación láser (AVLIS) Destilación alta temperatura Métodos combinados escalables* ESCALABLE DUDAS NO NO NO ESCALABLE ESCALABLE La Tabla 1 muestra un resumen de análisis de escalabilidad de técnicas de separación fruto de la revisión bibliográfica. Se propone a continuación un ejercicio teórico de escalado y calificación del llamado "centridestilador" para un futuro prototipado y demostración experimental y posterior demostración industrial. 39ª Reunión Anual de la SNE Reus (Tarragona) 25-27 septiembre 2013 5. TÉCNICAS COMBINADAS: "CENTRIDESTILADOR" Existen dos técnicas identificadas como escalables a demanda: centrifugación y la termo-difusión. Una posibilidad a explorar -de alto interés- aparece si se combina una técnica de centrifugación con la destilación a alta temperatura, asistida por la termo-difusión dentro del recipiente. Se trataría de combinar ambos procesos en aras a ganar en compacidad, en eficiencias nominales y para optimizar en consumos energéticos del proceso de separación. La solución " 2 en 1" es en principio factible, sencilla y robusta, aun con la dificultad técnica del control de temperatura dentro de las diferencias de puntos de vaporización de ambos isótopos (3,5 ºC alrededor de 1230 ºC) [se ha visto factible] y la necesidad de uso de materiales refractarios compatible (W, Mo o aleaciones). T1 = 1329 ºC 6 Li 7 Li LIQUIDO LIQUIDO T2 = 1342 ºC VAPOR LIQUIDO VAPOR VAPOR Figura 2. Sección geométrica y modelo de cálculo y temperaturas de ebullición a presión atmosférica. Consideramos un recipiente cilíndrico en el que se vaporiza a alta temperatura el litio natural por encima de los puntos de vaporización de ambos isótopos (T > 1342 ºC) centrifugado de manera diferencial hacia la periferia; manteniendo la temperatura de su pared exterior a temperatura ligeramente por debajo del punto de ebullición del 7Li, temperatura a la que el 6Li se mantiene en estado gaseoso de manera que condensa 7 el Li continuándose con la centridestilación de ambos vapores isotópicos. El acoplamiento entre la 7 extracción de Li por condensación en la pared externa y la centrifugación aumenta de manera notoria la eficiencia del proceso. El siguiente sistemas de ecuaciones diferenciales y condiciones de contorno modela el proceso de la centridestilación en 1-D: ∂ cv , 7 ∂t = Dv ,7 (T ) ∂ 2 cv , 7 ∂x 2 c v ,7 (0) = 0.935 ρ Li − Dv ,7 (T ) ∂cv ,7 ∂x =0 x =0 cv ,7 (R2 − R1, t ) = 0 + m7ω 2 x + Hv , 7 ∂cv , 6 ∂t = Dv , 6 (T ) ∂ 2 cv , 6 ∂x 2 + m6ω 2 x + Hv , 6 c v, 6 ( 0) = 0.065 ρ Li − D v ,6 (T ) ∂c v , 6 ∂x =0 x =R2 −R1 cv ,6 (0, t ) = 0 Los puntos de ebullición referidos en Tabla en Figura 2 (valores disponibles) se refieren a valores a presión atmosférica. Trabajando a sub-presión los valores ser reducen pero también la horquilla de desviación ,6 ,7 isotópica. Las difusividades (Dv , Dv ) de ambas especies isotópicas muestran dependencias isotópicas conocidas en su respectiva fase líquida: y Dv, 6 (T ) = 1. 3 ⋅ 10−7 exp(− 0.115 / k BT ) D7 (T ) = 7 .6 ⋅10 −8 exp(−0.102 / kBT ) y siguen razones clásicas de las razones de masa. No habiendo encontrado datos en la literatura podemos explotar las expresión teórica (Modelo de Chapman-Enskog) que 6 conduce a difusividades y coincide en órden de magnitud con la extrapolación desde la fase líquida: (Dv , 7 -4 2 Dv ) ~ 10 m /s. Calculamos las presiones de vapor respectivas a partir de la expresión para el material 6 7 natural: ln P (Pa) = 26.89 - 18880/T - 0.4942 ln T = 0.065 Pv,6(T) + 0.935 Pv,7(T) con Pv (T) / Pv (T) = 7/6. 39ª Reunión Anual de la SNE Reus (Tarragona) 25-27 septiembre 2013 Figura 3. Calificación paramétrica de centrodestilador. Eficiencias nominales en función de espesores de difusión (w = 100 rpm) (izda.) y calificación paramétrica de centrodestilador: eficiencias nominales en función de velocidades de centrifugación (dcha). Figura 4. Diseño de centrifugadoras comerciales (Krugger Inc, USA) de hasta 4000 rpm, óptimas para adaptaciones de diseño. Figura 5. Esquema configuración de una planta de producción sobre la base de centridestiladores. Así los términos fuente; los aportes de masas isotópicas a fase vapor desde un vaporizador inferior se pueden expresar en función de las presiones de vapor relativas para ambas especies a la temperatura considerada (Tabla en Figura 2): H v, 7 = H ⋅ Pv, 7 ; Hv , 6 = H ⋅ Pv, 6 ; siendo H el aporte de litio natural al recipiente. Expresamos las eficiencias del proceso para la separación en función de la evolución de los 39ª Reunión Anual de la SNE Reus (Tarragona) 25-27 septiembre 2013 7 cv ,7 (t ) . títulos en Li: η (ω , ∆R) = ) lim (1 − t −−>∞ cv ,7 (0) Las solución numérica del sistema de ecuaciones diferenciales (MathCad15.0) se representa en las Figuras 3. 6. CONCLUSIONES/RESUMEN Debemos considerar las técnicas AVLIS para enriquecimiento de litio como técnica no escalable al igual que la técnica de separación en haz., la centrifugación como técnica escalable -tanto en tamaños de los centrifugadores e integración compacta de cascada en ellos- como en la paralelización de estos en una planta para la producción a escala. La escalabilidad (de las celdas de electroforesis) comprometida por las conductividades iónicas de los actuales superconductores Iónicos y consumos de potencia de una planta de 6 producción de Li. La destilación a alta temperatura debe ser considerada como técnica escalable tanto en tamaño de columnas compactas en ellos; como en la paralelización de estos en planta para la producción 6 7 de Li y Li a escala. El análisis que se presenta es necesariamente simplificado y con el único fin de un dimensionado para calificación y justificación de la demostración experimental en prototipo. El diseño conceptual de una configuración es sencillo. En principio la alta eficiencia nominal esperada para el proceso (a demostrar experimentalmente) no requiere esquemas de cascada o series de centridestiladores por lo que podemos considerar N/líneas paralelas modulares (M módulos) autónomos 6 (Figura 5). N y M escalan la demanda. Para 47 Tn de Li de demanda de un DEMO 1.5GWe en centridestiladores de 10 litros : N = 50; M = 20 con consumos de vaporización y centrifugación (centrifugadores de 10 W) de: ~ 6 MW e. BIBLIOGRAFÍA [1] Estudio Li IGME2010, http://www.igme.es/internet/PanoramaMinero/actual/ LITIO10.pdf. [2] The role of nuclear power and nuclear propulsion in the peaceful exploration of space. Vienna: International Atomic Energy Agency, 2005. p. ; 24 cm. STI/PUB/1197. ISBN 92–0–107404–2 Advanced Propulsion Systems; APS 100 Project, US (1980). [3] OIEA, ESARDA Boletín Nº 35. [4] Plataforma Induciencia: http://www.induciencia.es. [5] Prof. M-Abdou. Nuclear Fusion Technology grand challenges with Exciting opportunities for young researchers. KeyNote presentation at ISFNT-7, May 25, 2009. [6] L. A. Sedano. AVANCES DEL PROGRAMA “TECNO_FUS” DE TECNOLOGÍA DE FUSIÓN DE DESARROLLO DE ENVOLTURAS REGENERADORAS DUALES PARA REACTORES DE FUSIÓN DEMO. 37ª Reunión Anual de la Sociedad Nuclear Española; Burgos (2011). [7] Fuente: Pike researck. (http://www.peakresearchcorp.org) [8] POSCO Corp. Website http://www.koreatimes.co.kr/www/news/ nation/2012/ 02/182_105554.html [9] Ignacio E. Olivares. Lithium isotope separation with tunable diode lasers. 20 May 2002 Vol. 41, No. 15 APPLIED OPTICS 2973. [10] M. Fernández, A.I. Barrado, E.Conde. Revision of 6Li enrichment techniques.CONSOLIDER_TN _T42_LiPb_002 (2010). [11] F.A. Lindemann, F.A. Aston, The possibility of separating isotopes, Philos. Mag., 37 (1919) 523. [12] J.W.Beams, F.B Haynes., The separation of isotopes by centrifuging, Phys. Rev, 50 (1936) 91. [13] V. Thangadurai, W. Weppner. Chair for Sensor and Solid State Ionics, Faculty of Eng., Univ. of Kiel Germany. [14] M. Umeda, K. Tuchiya, H. Kawamura, Y. Hasegawa, and Y. Nanjo, Fus. Techn. ISNN 0748-1896 Vol 39(2) (2001). [15] S. Konishi, H. Ohno, T. Hayashi, K. Okuno. J. Am. Ceram. Soc. 73-6 (1990) 1710. [16] D.B. Trauger, J.J. Keyes, G.A Kuipers., D.M. Lang. Proc. Intern. Symp. On Isotope Separation, North-Holland Publishing Co., 1958. [17] Jose L. Herranz, Viabilidad Técnica para la explotación y separación isotópica de Li y prospectiva en el mercado de baterías ión-7Li y de 6Li como material base de diseño en reactores de fusión nuclear ETS INGENIEROS DE MINAS, Junio 2013. [18] Wikipedia http://es.wikipedia.org/wiki/National_Ignition_Facility [19] Velarde, G, et al, Nuclear Fusion by inertial confinement, 1984 [20] N.V. Karlov, B.B. Krynetskii, V.A. Mishin, A.M. Prokhorov, Sov. Phys. Uspekhi 22, (1979) 220. [21] T. Arisawa, Y. Suzuki, Y. Maruyama, K. Shiba, J. Phys. D Appl. Phys., 15, (1982) 1955. 65. [22] T. Arisawa, Y.Maruyama, Y.Suzuki, K. Shiba, Applied Physics B, vol. 28, Issue 1, p.73-76. 05/1982. [23] I.E. Olivares, A.E. Duarte, E.A. Saravia, F.J. Duarte, Appl. Opt. 41 (2002) 2973. [24] M. Saleem, S. Hussain, M.A. Zia, M.A. Baig, J. Appl. Phys. B 87 (2007) 723. [25] M. Saleem, S. Hussain, M. Rafiq, and M. A. Baig J. Appl. Phys. 100, 053111 (2006). [26] T. Arisawa, Y. Maruyama, Y. Suzuki, K. Shiba. Applied Physics B. 28-1, (1982) 73.