procedimiento de fabricacion de calzados deportivos.
Anuncio

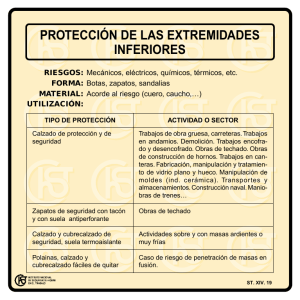
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL k ES 2 010 799 kNúmero de solicitud: 8802823 kInt. Cl. : A43B 5/00 11 N.◦ de publicación: 21 4 51 ESPAÑA A43B 13/04 k 12 PATENTE DE INVENCION k 73 Titular/es: Cauchos Ebro, S.A. k 72 Inventor/es: Rudiez Segura, José y k 74 Agente: Izquierdo Faces, José 22 Fecha de presentación: 15.09.88 45 Fecha de anuncio de la concesión: 01.12.89 45 Fecha de publicación del folleto de patente: 01.12.89 k Lope de Vega, 11 P. Ind. de Cascajos Logroño Logroño, ES Talleres Olsa, S.A. k Santamarı́a Jiménez, Jose Angel k k kResumen 54 Tı́tulo: Procedimiento de fabricación de calzados deportivos. 57 Procedimiento de fabricación de calzados deportivos comprendiendo una primera operación constituyente separadamente por vulcanizado de un elemento de suela provisto de la configuración espacial y colorido deseados, y una segunda operación en que dicho elemento de suela prevulcanizado es introducido al corte del zapato deportivo a través de la inclusión intermedia de una mezcla de caucho, alcanzándose ası́ la constitución final del zapato deportivo. Venta de fascı́culos: Registro de la Propiedad Industrial. C/Panamá, 1 – 28036 Madrid A6 1 2 010 799 DESCRIPCION La presente memoria descriptiva tiene como fin la declaración del objeto sobre el que ha de recaer el privilegio de explotación industrial y comercial, exclusivo en el territorio nacional, de una Patente de Invención, de acuerdo con la vigente Legislación sobre propiedad Industrial que, como el tı́tulo indica, se trata de “Procedimiento de fabricación de calzados deportivos”. El procedimiento objeto de la presente invención está particularmente destinado para ser aplicado para la fabricación de calzados deportivos mediante la técnica de vulcanización. Esta técnica de vulcanización, como es conocido, consiste en que la constitución del piso o suela del deportivo y su unión al corte se verifican al mismo tiempo en el propio proceso y molde en que tiene lugar tal vulcanización. Como contrapunto a esta técnica de vulcanización existe la técnica de pegado, según la cual primero es constituı́do separadamente el piso o suela para después pegar esta suela al corte en la constitución final del calzado deportivo. El gran auge experimentado en los últimos tiempos por los calzados deportivos de que, trascendiendo su primaria naturaleza y funcionalidad de calzado especialmente destinado a la práctica deportiva, estos calzados deportivos se emplean en la actualidad como calzado habitual de uso en la vida diaria, lo que ha hecho que los mismos hayan entrado de pleno en la rueda de la moda y, en tal sentido, se han convertido en objetos de diseño. Como consecuencia de ello, no sólo el corte, sino también lo que aquı́ interesa, que es la suela de los deportivos, es diseñada con gran fantası́a de formas y coloridos, haciendo que un mismo elemento de suela presente capas de distinto color y de caprichosa configuración espacial. También es usual que en busca de mejoras en la comodidad y comportamiento del piso, también sea distinta la naturaleza, consistencia, etc. del material de cada una de dichas capas. Desde el punto de vista del fabricante de calzado, cuando la técnica de fabricación empleada es la de pegado, no resulta especialmente problemático el ajustarse a la caprichosidad de formas y coloridos impuesta por la moda para las suelas, ya que este fabricante de calzado por pegado se limitará a adquirir suelas ya fabricadas con la configuración y combinación de colores deseadas, para unirlas por pegado a los correspondientes cortes de calzado deportivo compuestos en su propia fábrica o bajo su dictado. Sin embargo, cuando se trata de un fabricante de calzado deportivo que emplea la técnica de vulcanización, el asunto se complica debido a los motivos principales que se indican a continuación. Por una parte, ha de tenerse en cuenta que los moldes de vulcanización son válidos para una forma concreta y son de un elevado coste que sólo se justifica y hace económicamente rentable cuando con él se pueden fabricar grandes series. Por otra parte, resulta complicado y costoso hacer moldes de vulcanización capaces de producir suelas de dos o más colores separados que habrı́an de ser constituı́das en la misma operación y al tiempo de verificar su unión al corte del de2 5 10 15 20 25 30 35 40 45 50 55 60 65 2 portivo; lo cual resulta agravado por el hecho de que, al responder estos moldes a caprichosos y efı́meros diseños dictados por la rápidamente cambiante moda, muy probablemente no se lograrı́a rentabilizar económicamente tales moldes. En relación con la problemática planteada existen dos importantes aspectos a tener en cuenta: de un lado, que la más costosa fabricación por vulcanizado ofrece a cambio un apreciable superior nivel de calidad; de otro lado, que el fabricante de este tipo de calzado de portivo que tiene su fábrica preparada para producir por el sistema de vulcanización no puede de la noche a la mañana renunciar a sus instalaciones actuales y sustituirlas por otras apropiadas al sistema de fabricación por pegado, lo que en definitiva serı́a tanto como crear una nueva fábrica. El objeto de esta invención es un nuevo y ventajoso procedimiento aplicable a la fabricación de calzados deportivos. Básicamente, el procedimiento de acuerdo con la invención presenta la particularidad de que consta de una primera operación mediante la cual es constituı́do separadamente por vulcanizado un elemento de suela, o parte inferior del piso del zapato deportivo a través de la cual se produce el contacto directo con el suelo, elemento de suela prevulcanizada que tendrá la configuración espacial y colorido deseados; y una segunda operación en la que el elemento de suela prevulcanizada es introducido en un molde de vulcanización destinado a proporcionar la constitución final del zapato deportivo y en este molde se verifica la unión del elemento de suela prevulcanizada al corte del zapato deportivo mediante la inclusión entre ambos de una mezcla de caucho de naturaleza esponjada o sin esponjar. Con esta simple exposición se desprende de inmediato que la principal virtud y ventaja proporcionada por la presente invención consiste en que ahora es posible hacer compatible el sistema de vulcanización, que ofrece un mayor nivel de calidad, con la posibilidad de adecuar el diseño a la caprichosidad de formas y colorido impuestas por la moda; todo ello debido a que ya el elemento de suela prevulcanizada puede ser diseñado con la forma especial y colorido deseados y, además, en combinación con la capa o estrato de aportación formado por la mezcla de caucho que en el proceso de vulcanización es incorporada entre dicho elemento de suela prevulcanizada y el corte del calzado deportivo. Para comprender mejor la naturaleza del presente invento, en el plano adjunto representamos una forma preferente de realización industrial, que tiene carácter de ejemplo meramente ilustrativo y no limitativo. La figura 1 es una vista en perspectiva que muestra una posible configuración del elemento de suela prevulcanizada (1a). La figura 2 es una vista en proyección ortogonal que muestra en alzado lateral un zapato deportivo constituı́do de acuerdo con la invención. La figura 3 es una vista ampliada correspondiente a la sección marcada con el indicativo (4) en la figura 2 y con la particularidad de que en la representación de esta figura 3 ha sido incorporado el molde (3). En estas figuras están indicadas las referencias 3 2 010 799 siguientes: 1 .- Piso de calzado 1a.- Suela prevulcanizada 1b.- Mezcla de caucho 2 .- Corte del calzado 3 .- Molde 4 .- Indicativo de sección A través de los dibujos antes reseñados se ilustra una preferente realización del procedimiento preconizado aplicable a la fabricación de calzados deportivos por el sistema de vulcanización y que resulta particularmente ventajoso para la constitución de zapatos deportivos que, como el de la figura 2, presenta unido al corte (2) un piso (1) integrado por varios estratos o partes de caprichosa configuración espacial y que presentan distinto color y/o naturaleza del material en cada uno de dichos estratos o partes. El procedimiento según la invención consiste 5 10 15 4 en constituir separada e independientemente un elemento de suela prevulcanizada (1a) como el que, a modo de ejemplo, aparece representado en la figura 1 y que, según puede apreciarse, tiene una caprichosa configuración espacial, a la vez que Presenta una constitución de apariencia y color uniforme, aunque esta constitución podrı́an también presentar una combinación de colores, apariencias y/o materiales diversos. En una operación posterior que trata de ilustrar la figura 3, el elemento prevulcanizado de suela (la) y el corte (2) del calzado se ubican en sus correspondientes posiciones en el molde (3) de vulcanización y, entonces, se procede a incluir entre ambos una mezcla de caucho (lb) que podrá ser esponjada o sin esponjar y que, asimismo, podrá ser del mismo o distinto color y/o acabado superficial y/o naturaleza del material respecto del elemento de suela prevulcanizada (1a). 20 25 30 35 40 45 50 55 60 65 3 5 2 010 799 REIVINDICACIONES 1. Procedimiento de fabricación de calzados deportivos, caracterizado porque consta de una primera operación mediante la cual es constituı́do separadamente por vulcanizado un elemento de suela (1a), o parte inferior del piso (1) del zapato deportivo a través de la cual se produce el contacto directo con el suelo, elemento de suela prevulcanizada (1a) que tendrá la configuración espacial y colorido deseados; y una segunda ope- 5 10 15 20 25 30 35 40 45 50 55 60 65 4 6 ración en la que el elemento de suela prevulcanizada (1a) es introducido en un molde (3) de vulcanización destinado a proporcionar la constitución final del zapato deportivo y en este molde (3) se verifica la unión del elemento de suela prevulcanizada (1a) al corte (2) del zapato deportivo mediante la inclusión entre ambos de una mezcla de caucho (1b) de naturaleza esponjada o sin esponjar. 2. Procedimiento de fabricación de calzados deportivos. 2 010 799 5