procedimiento de fabricacion de un arbol de levas(es2007075)
Anuncio
")
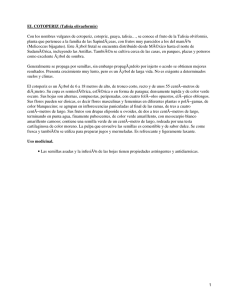
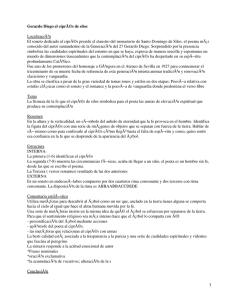
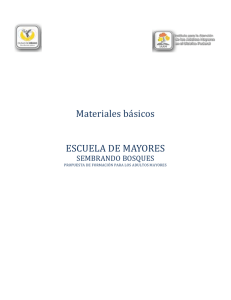
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL k 4 PATENTE DE INVENCION k 22 Fecha de presentación: 10.07.87 k 21 51 ESPAÑA 12 k ES 2 007 075 kNúmero de solicitud: 8702045 kInt. Cl. : B21K 1/06 11 N.◦ de publicación: k 73 Titular/es: GKN Technology Limited Birmingham New Road, Wolverhampton, Wv4 6bw, US 30 Prioridad: 12.07.86 GB 8617052 07.03.87 GB 8705385 k 72 Inventor/es: Suter, Geoffrey Michae k 74 Agente: Gomez-Acebo Pombo, J. Miguel 45 Fecha de anuncio de la concesión: 01.06.89 46 Fecha de publicación del folleto de patente: 01.06.89 k Dawson, Ronald John k k kResumen: 54 Tı́tulo: Procedimiento de fabricación de un árbol de levas. 57 Procedimiento de fabricación de un árbol de levas para un motor de combustión interna. Comprende montar una pluralidad de anillos de levas inicialmente circulares (12) sobre un elemento tubular central (10); deformar los anillos de levas hasta el perfil deseado de las levas mediante presionado en cavidades de troquelado (20-22) de un dispositivo de conformado; y expansionar, radialmente hacia el exterior, el elemento tubular al interior de los anillos de levas de perfil configurado mediante la aplicación de fluido interno a presión al elemento tubular (10). Los anillos de levas configurados (12) quedan asegurados ası́ contra el movimiento rotacional y axial respecto al elemento tubular (10). Venta de fascı́culos: Registro de la Propiedad Industrial. C/Panamá, 1 – 28036 Madrid A6 1 2 007 075 DESCRIPCION Esta invención se relaciona con un árbol de levas, construido en forma tubular, para una máquina de pistón alternativo, tal como un motor de combustión interna o un compresor, en donde una pluralidad de elementos del árbol de levas quedan asegurados en un elemento tubular central que pasa a través de los referidos elementos. Los elementos comprenden levas y también pueden comprender cojinetes, engranajes, etc todos los cuales quedan asegurados en el elemento tubular central y axialmente separados a lo largo de este último. Los árboles de levas han sido producidos tradicionalmente como piezas fundidas o forjadas, normalmente de acero, y han comprendido un elemento central sólido que presenta, en el mismo, de forma solidaria, una pluridad de levas y cojinetes, axialmente separados. Sin embargo, se han reconocido que pueden obtenerse ventajas en la fabricación de árboles de levas como construcciones de elementos separados, en donde las levas y los cojinetes que preforman inicialmente a la configuración deseada y posteriormente se montan y aseguran en posiciones predeterminadas a lo largo de la longitud de un árbol tubular central. Dichos árboles de levas tubulares ası́ construı́dos ofrecen las siguientes ventajas, en comparación con los árboles de levas sólidos, fundidos o forjados: un menor peso; una mayor facilidad de suministro de lubricante a las superficies de levas y cojinetes desde el interior hueco del árbol; y la posibilidad de seleccionar distintos materiales para la leva, para el cojinete y para el árbol. Por ejemplo, GB-A-275842 (Yassenoff) describe la soldadura de anillos de levas y anillos de cojinete, previamente formados, en un árbol tubular central en donde las levas, salvo una abertura central, pueden ser sólidas o pueden ser formadas a partir de tubo estirado ó a partir de bandas de metal curvadas al perfil requerido de la leva. GB-A-1115093 (GKN Screws & Fasteners Limited) describe la sujeción mecánica de anillos de levas preformadas a un árbol tubular central, siendo los anillos de levas de un espesor de pared sustancialmente constante y siendo formados por estirado de un tubo hasta el perfil deseado de la leva y posterior corte de porciones del tubo estirado para proporcionar los anillos de levas individuales. En dicha patente, cada anillo de leva es mecánicamente sujetado al árbol en la posición axial y orientación angular deseadas mediante una chaveta acoplada dentro del saliente del anillo hueco de la leva y dentro de una abertura de la pared del árbol; siendo asegurado además, opcionalmente, cada anillo de leva al referido árbol mediante un adhesivo o mediante estañosoldeo, broncesoldeo ó electrosoldeo. GB-A-1117816 (GKN Screws & Fasteners Limited) describe la fijación de elementos de levas y cojinetes, sólidos preformados, aperturados centralmente, en un árbol tubular central mediante deformación, radialmente hacia el exterior, del árbol para su acoplamiento por agarre dentro de las aberturas de las levas y cojinetes. Dicha deformación del árbol, radialmente hacia el exterior, es ejecutadal, tal y como se indica en dicha patente, 2 5 10 15 20 25 30 35 40 45 50 55 60 65 2 mediante estirado de un mandril de un tamaño en exceso a través del árbol o por expansión del árbol mediante técnicas de conformado por fluido a presión ó conformado explosivo. La abertura central de cada elemento sólido de leva o cojinete es rebajada radialmente hacia el exterior, de un modo eficaz para proporcionar una disposición de estrias, para mejorar el acoplamiento por agarre seguro entre la parte expandida radialmente hacia el exterior del árbol y las levas y cojinetes. JP-A-7644/1971 (Nakamura et al) describe la fijación de anillos de levas preformadas en un árbol tubular central mediante expansión del árbol, radialmente hacia el exterior, por fluido a presión, dentro del interior hueco de cada anillo de leva. El fluido a presión se aplica en uno de los extremos del árbol tubular (estando cerrado el otro extremo) al mismo tiempo que los anillos de levas preformados se mantienen con una separación axial y una orientación angular predeterminadas, respecto al árbol, en una matriz cerrada que presenta rebajos de levas correspondientes a los anillos de levas para acomodarlos en unas posiciones deseadas. Una descripción similar a la de JP-A-7644/ 1971 se encuentra en GB-A-1530519 (Klockner Humboldt Deutz AG) en donde un árbol tubular central es expansionado radialmente hacia el exterior por medios hidráulicos, electrohidráulicos o mecánicos dentro de los interiores huecos de anillos de levas preformadas de un espesor de pared prácticamente constante. Constituye un objeto de la presente invención proporcionar un método de fabricación de un árbol de levas construı́do, ası́ como el arbol de levas producido por dicho método, en donde los elementos de levas, en forma de anillos de levas huecos, se aseguran a un árbol tubular central de un modo que ofrece diversas ventajas en comparación con los métodos conocidos para asegurar anillos de levas a un árbol tubular central. De acuerdo con un primer aspecto de la invención, se proporciona un método para la producción de un árbol de levas que tiene un árbol tubular central y una pluralidad de anillos de levas axialmente separados a lo largo del mismo, caracterizado porque los anillos de levas son de una sección transversal inicialmente circular y se montan en relación axialmente espaciada alrededor del árbol tubular, mediante el empleo de un dispositivo de conformado; y porque el dispositivo de conformado se cierra para prensar cada uno de los anillos de levas de sección transversal inicialmente circular hasta el perfil deseado de las levas, al mismo tiempo que se deforma el árbol tubular respecto a los anillos de levas, por lo cual estos últimos quedan retenidos en el árbol contra el desplazamiento axial y angular respecto al mismo. De acuerdo con otro aspecto de la invención, se proporciona un árbol de levas construido que comprende una pluralidad de anillos de levas axialmente espaciados a lo largo de un árbol tubular central, en donde cada anillo de leva queda retenido, en el árboll, contra el desplazamiento axial y angular respecto al mismo y respecto a una porción asociada de dicho árbol que se deforma en relación al anillo de leva, habiendo sido de- 3 2 007 075 formada mecánicamente dicha porción del árbol, respecto al anillo de leva, durante el prensado del anillo de leva hasta el perfil deseado de la leva, a partir de un anillo de leva de sección transversal inicialmente circular situado alrededor del árbol inicialmente no deformado. Podrá apreciarse que el árbol de levas construı́do y el método para su producción, como se ha descrito en los dos párrafos anteriores, se diferencia de todas las enseñanzas del estado de la técnica, anteriormente referidas, dado que los anillos de levas son conformados, desde una sección transversal inicialmente circular, hasta el perfil deseado de las levas, exclusivamente mediante prensado de dichos anillos, dentro del dispositivo de conformado, según una relación axialmente espaciada, predeterminada, alrededor del árbol tubular central al mismo tiempo que, durante la misma operacion de prensado, el árbol es deformado respecto a los anillos de levas, por lo cual los anillos de levas quedan retenidos en el árbol contra el desplazamiento axial y angular respecto al mismo. Como ventajas particulares obtenidas según la invención, pueden mencionarse: 5 10 15 20 25 1. los anillos de levas circulares se proporcionan inicialmente como porciones de corte en dimensión axial predeterminada a partir de un tubo de sección transversal circular, relativamente barato; y 2. los anillos de levas circulares pueden montarse en el árbol tubular central y situarse axialmente, de manera fácil, en matrices conformadoras de levas del dispositivo de conformado mientras que, cuando los anillos de levas fueron preformados hasta el perfil deseado de las levas, como se describe en el estado de la técnica, con anterioridad a su montaje en el árbol tubular central, fue comparativamente dificil situar los anillos de levas con exactitud dentro de las cavidades de los perfiles de levas de una plantilla o similar, antes de asegurar los anillos al árbol por soldadura, deformación mecánica del árbol radialmente hacia el exterior o deformación del árbol por fluido a presión. El prensado de los anillos de levas y la deformación del árbol pueden realizarse con los anillos de levas y con el árbol a temperatura ambiente. Alternativamente los anillos de levas inicialmente circulares pueden ser calentados antes de su montaje alrededor del árbol y posteriormente enfriados para conseguir un ajuste con apriete respecto al árbol antes, durante o después del prensado de los anillos de levas y deformación del árbol en el dispositivo de conformado. El método según la invención puede incluir la etapa adicional de deformar el árbol tubular respecto a los anillos de levas mediante fluido a presión aplicado esn el interior del árbol. Preferiblemente, dicha deformación adicional del árbol se efectúa en otro dispositivo de conformado que tiene una cavidad central de extensión axial y una pluralidad de cavidades conformadas en levas dentro de las cuales se ajusta el árbol y los anillos de levas respectivamente; siendo las dimensiones 30 35 40 45 50 55 60 65 4 interiores de las cavidades conformadas en levas superiores a las dimensiones exteriores de los anillos de levas por lo que, tras la aplicación de fluido a presión por el interior del árbol, los anillos de levas son elásticamente deformados y el árbol resulta plásticamente deformado. El método de la invención incluye también, convenientemente, la etapa adicional de someter el árbol de levas a un proceso de tratamiento térmico para endurecer los anillos de levas. El método puede incluir también la etapa adicional de acoplar los anillos de levas al árbol tubular mediante un método que utiliza broncesoldadura, estañosoldadura, electrosoldadura en caliente (gas, arcoeléctrico, laser o rayo electrónico), electrosoldadura en frio, inmersión encolado, enchavetamiento, intersujección mecánica o cualquier otro método de acoplamiento adecuado. Dicho método de acoplamiento adicional puede realizarse convenientemente durante el referido proceso de tratamiento térmico, comprendiendo dicho método la fusión de un metal de broncesoldadura ó estañosoldadura situado previamente entre el árbol y el anillo de leva. Otras caracterı́sticas de la invención serán evidentes a partir de la siguiente descripción ofrecida aquı́ exclusivamente a titulo ejemplificativo y con referencia a los dibujos adjuntos, en los cuales: La figura 1 es una vista isométrica, algo esquemática, de un árbol de levas construido de acuerdo con la invención. La figura 2 es una vista isométrica de un extremo del árbol de levas mostrado en la figura 1, que ilustra con mayor detalle, la deformación del árbol tubular central respecto a los anillos de levas. La figura 3 es una vista en sección transversal, longitudinal, tomada a través de la parte del árbol de levas mostrada en la figura 2. La figura 4 es una vista en sección transversal, esquemática, de un anillo de leva circular montado alrededor de un árbol tubular central en la posición de formación de la leva de un dispositivo de conformado antes de cerrar dicho dispositivo. La figura 5 es una vista en sección transversal similar a la de la figura 4 pero que ilustra el dispositivo en su posición cerrada, por lo que el anillo de leva inicialmente circular ha sido prensado hasta el perfil deseado de la leva y el árbol ha sido deformado respecto al anillo de leva. La figura 6 es una vista en sección transversal, similar, del anillo de leva formado sobre el árbol deformado (como se ilustra en la figura 5) pero situado dentro de una cavidad de matriz cooperante de un dispositivo de conformado adicional para la aplicación de fluido a presión al interior del árbol. Con referencia en primer lugar a las figuras 1 a 3 de los dibujos, se ilustra en las mismas un árbol de levas producido según la invención y que comprende en este ejemplo, un árbol tubular central 10 sobre el cual están montados 8 anillos de levas 12 de un perfil de levas predeterminado y 5 cojinetes 14 de perfil circular estando el árbol tubular radialmente deformado respecto a los anillos de levas, por lo que los anillos quedan retenidos en el árbol contra el desplazamiento axial y angular respecto al mismo. 3 5 2 007 075 El medio por el cual cada uno de los anillos de levas 12 queda retenido en el árbol 10 se ilustra esquemáticamente en la figura 4. En la figura 4, se ilustra un árbol tubular central 10 de sección transversal circular uniforme, formado convenientemente de acero de bajo contenido en carbono, aunque podrı́a estar formado de aluminio o de cualquier otro material plásticamente deformable, adecuado. También se ilustra un anillo de leva 12 de sección tranversal circular y espesor de pared constante que es de un diámetro interno ligeramente superior al diámetro externo del árbol tubular; siendo proporcionado el anillo de leva como un corte “rebanado” a partir de una longitud de tubo de sección transversal circular uniforme. El material del tubo a partir del cual se corta el anillo de leva es convenientemente un acero dúctil, endurecible, de alta resistencia, u otro acero adecuado para el comportamiento de las levas. En la figura 4 se ilustran también dos partes opuestas 16 y 18 de un dispositivo de conformado que incluye las respectivas cavidades de conformado de levas 20 y 22 en las dos partes del dispositivo; siendo la cavidad 20 del perfil deseado de la leva y siendo la cavidad 22 de configuración semicircular. Para producir el árbol de levas, se montan el número necesario de anillos de levas circulares 12 y de cojinetes circulares 14 sobre el árbol tubular central 10, situandose cada anillo de leva y cada cojinete, respectivamente, en la correspondiente cavidad de troquelado 22. El dispositivo se cierra entonces a la posición mostrada en la figura 5 por lo que los anillos de levas inicialmente circulares 12 son prensados cada uno de ellos hasta el perfil de leva definido por la configuración de la cavidad de troquelado para el conformado de las levas 22-22. Al mismo tiempo, el árbol tubular central 10 es deformado radialmente dentro de cada anillo de leva hueco hasta esencialmente la forma mostrada en la figura 5, por lo que los anillos de levas quedan retenidos en el árbol contra el desplazamiento axial y angular respecto al mismo. Se apreciará que cada una de las porciones radialmente deformadas 24 del árbol tubular 10 no pueden ser deformadas de manera precisa hasta la configuración mostrada en la figura 6; por ejemplo, cada porción deformada no puede llenar en su totalidad el interior hueco de su anillo de leva asociado. Las partes 26 del árbol situadas axialmente entre anillos de levas adyacentes o entre un anillo de leva y un cojinete, quedan retenidas en el dispositivo de conformado dentro de una cavidad cooperante, generalmente cilindrica, contra la deformación durante el cierre del dispositivo de conformado aunque, como puede apreciarse mejor en la figura 3, el árbol tubular puede llegar a deformarse radialmente hacia el exterior alrededor de al menos parte de su periferia, para proporcionar protuberancias 28, que se extienden radialmente hacia el exterior, sobre cada lado axialmente exterior de un anillo de leva o cojinete, para proporcionar una retención adicional de la respectiva leva o cojinete contra el movimiento axial respecto al árbol. La operación de prensado mecánico descrita anteriormente puede realizarse manteniendo todos los elementos del árbol de levas a temperatu4 5 10 15 20 25 30 35 40 45 50 55 60 65 6 ras ambiente, es decir, la producción del árbol de levas se efectúa mediante una operación de prensado en frio. Alternativamente, cada uno de los anillos de levas inicialmente circulares y cada uno de los cojinetes, pueden calentarse con anterioridad a su montaje en el árbol tubular central y posteriormente enfriarse antes, durante o después de la operación de prensado mecánico para conseguir un ajuste con apriete de los anillos de levas y cojinetes respecto al árbol. En dicha disposición, podrá apreciarse que, a temperatura ambiente, los diámetros internos de los anillos de levas inicialmente circulares y de los cojinetes son ligeramente inferiores al diámetro externo del árbol tubular central. La invención proporciona también métodos para mejorar la retención de los anillos de levas y cojinetes contra el desplazamiento axial y angular respecto al árbol. Por ejemplo, aunque no se ilustre en los dibujos, los anillos de levas y los cojinetes pueden asegurarse adicionalmente en el árbol central mediante broncesoldadura, estañosoldadura, electrosoldadura en caliente (por ejemplo, gas, arco eléctrico, láser o rayo de electrones), electrosoldadura en frio, inmersión, encolado, enchavetamiento, intersujeción mecánica o por cualquier otro método de fijación adecuado. Por otro lado, la retención de los anillos de levas en particular puede mejorarse mediante la aplicación de fluido a presión suministrado por el interior del árbol tubular central 10 en otro dispositivo de conformado. Con referencia a la figura 6 de los dibujos, en la misma se ilustra las partes opuestas cerradas 30 y 32 de otro dispositivo de conformado que tiene respectivas cavidades de troquelado complementarias a cada perfil de anillo de leva prensado pero de dimensiones internas ligeramente superiores a las dimensiones externas del anillo de leva. Como se ilustra esquemáticamente en la figura 6, el fluido a presión se aplica por el interior del árbol tubular central 10, una vez que las partes de troquelado 30 y 32 han sido cerradas e inmovilizadas conjuntamente, por lo que el árbol es expansionado radialmente hacia el exterior por la aplicación del fluido a presión. Durante dicha expansión radialmente hacia el exterior, el árbol tubular 10 es deformado plásticamente mientras que los anillos de levas 12 son deformados elásticamente debido al hecho de que las cavidades de troquelado 34-36 presentan dimensiones interiores superiores a las dimensiones exteriores de los anillos de levas, permitiendo con ello una expansión elástica, radialmente hacia el exterior, limitada, de los anillos de levas. Cuando el fluido a presión interno se libera del interior del árbol, los anillos de levas elásticamente deformados se contraerán de nuevo sobre el árbol tubular central plásticamente deformado. Podrá ser apreciado que el tamaño de las cavidades de troquelado de los anillos de levas 34-36 en este otro dispositivo de conformado, no deben ser demasiado grandes ya que de lo contrario la expansión radial del árbol tubular central 10 puede expandir a los anillos de levas 12 más allá de su limite elástico. Por el contrario, las cavidades de troquelado no deberán ser demasiado pequeñas ya que de lo contrario los anillos de levas 7 2 007 075 no conseguirı́an el grado de deformación elástica. El acoplamiento de los anillos de levas 12 respecto al árbol 10 puede mejorarse aún más si cada una de las cavidades de troquelado 34-36 del otro dispositivo de conformado se modifican en la forma ilustrada en las figuras 7 u 8 en donde, en la figura 7, se han localizado cuñas diametralmente opuestas 38 a través del ancho de la leva en cada una de las partes de troquelado superior e inferior 30 y 32 mientras que, en la figura 8, las cuñas han sido situadas a través de la linea de división de las partes de troquelado. Cuando se aplica fluido a presión por el el interior del árbol tubular central 10, cuando el árbol de levas está situado dentro de un dispositivo de conformado del tipo mostrado en las figuras 7 u 8, el cierre inicial del dispositivo de troquelado comprime a la totalidad de los anillos de levas 12 a través de su ancho causando el alargamiento de los anillos de levas 12 trás lo cual, durante la aplicación del fluido a presión al interior del árbol 10, el árbol se deforma al perfil de leva alargado, distorsinado. Una vez liberado el fluido a presión y trás la apertura de las partes de troquelado, cada anillo de leva 12 agarra, de un modo eficaz, a la porción deformada asociada 24 del árbol en tres áreas, dos de ellas en cada uno de los lados del saliente de la leva y la otra en la base. Una ventaja de este método de producción modificado es que no se confia totalmente en el fluido a presión aplicado por el interior del árbol para generar la sujeción de los anillos de levas respecto al árbol, sino únicamente para llenar el perfil interno creado por el apriete de la leva a través de su ancho durante el cierre de las partes de troquelado. En cualquiera de los métodos anteriormente descritos, cada uno de los anillos de levas 12 es presionado desde su forma en sección transversal inicialmente circular prácticamente hasta su perfil de leva deseado en el dispositivo de conformado mecánico ilustrado esquemáticamente en la figura 4. No se requiere ningún otro mecanizado sustancial de los anillos de levas, aunque puede aplicarse un ligero mecanizado de acabado. En general, será conveniente aplicar cierta forma de tratamiento térmico bien locamente al conjunto o bien a porciones seleccionadas de cada anillo de leva, o bien como un tratamiento térmico total al árbol de levas completo. Dicho tratamiento térmico total puede endurecer los anillos de levas pero no el árbol tubular central ya que sus composiciones quimicas y, por tanto, su reacción al endurecimiento y al temple, son diferentes, aunque podrá ser apreciado que el tratamiento térmico total deberá ser realizado antes de cualquier etapa de expansión radial (tal como la descrita con referencia a las figuras 6 a 8) dado que de lo contrario dicho tratamiento térmico podrı́a relajar a los componentes montados en un grado tal que los anillos de levas 12 llegarı́an a soltarse del árbol tubular central 10. Durante el tratamiento térmico total, los anillos de levas y el árbol tubular central pueden calentarse a una temperatura del orden de 850 a 900◦ C y, por tanto, es conveniente, mientras 5 10 15 20 25 30 35 40 45 50 55 60 65 8 los componentes se encuentran a esta temperatura elevada, llevar a cabo la etapa de fijación adicional, opcional, indicada anteriormente, mediante broncesoldadura o estañosoldadura. Por ejemplo, podrı́a realizarse un proceso de broncesoldadura situando previamente una hoja o tira metálica de broncesoldadura entre los anillos de levas y el árbol tubular central antes de la operación inicial de prensado mecánico; dicho metal de broncesoldadura se fundirá entonces durante el tratamiento térmico total para broncesoldar los anillos de levas (y los cojinetes, si ası́ se desea) sobre el árbol tubular central. Como se ha mencionado anteriormente, no es esencial que la etapa inicial de prensado mecánico deforme aquellas porciones del árbol tubular central hasta la posición completamente llena ilustrada esquemáticamente en la figura 5. Similarmente, no es necesario que cualquier etapa posterior de expansión por fluido a presión, tal y como se ha descrito con referencia a las figuras 6 a 8, deforme adicionalmente aquellas porciones del árbol tubular central completamente al interior hueco de cada anillo de leva. Si se desea, puede situarse inicialmente una pieza de material de relleno (no ilustrada) tal como una varilla de acero, dentro de cada anillo de leva por debajo de la posición del saliente de la leva, para proporcionar ası́ una rigidez extra al saliente de la leva cuando se forme este último. En la producción de un árbol de levas de acuerdo con cualquiera de las modalidades de la invención anteriormente descritas, podrá apreciarse que se montará una pluralidad de anillos de levas axialmente espaciados entre sı́, de una forma en sección transversal inicialmente circular, sobre un árbol tubular central dentro del dispositivo de conformado, con dicho anillo de leva situado en cada una de una pluralidad de correspondientes cavidades de troquelado para el conformado de las levas dentro del dispositivo de conformado. El montaje de los anillos de levas inicialmente circulares (y de los cojinetes circulares) sobre el árbol tubular central dentro del dispositivo de conformado se facilita ası́ enormemente ya que únicamente es necesario situar los anillos de levas y los cojinetes en las respectivas cavidades de troquelado; no siendo necesario situar de manera precisa cualquiera de los componentes angularmente respecto al árbol central antes de cerrar el dispositivo de conformado. Por tanto, una de las principales ventajas de la presente invención es que los anillos de levas se prestan por sı́ mismos a una producción a bajo coste dado que se producen simplemente como secciones cortadas o “rebanadas” de una dimensión axial predeterminada a partir de un material de tubo de sección transversal circular, relativamente barato. Descrita suficientemente la naturaleza del invento, ası́ como la manera de realizarlo en la práctica, debe hacerse constar que las disposiciones anteriormente indicadas y representadas en los dibujos adjuntos son susceptibles de modificaciones de detalle, en cuanto no alteren su principio fundamental. 5 9 2 007 075 REIVINDICACIONES 1. Procedimiento de fabricación de un árbol de levas, del tipo que tiene un árbol tubular central y una pluralidad de anillos de levas separados axialmente a lo largo del mismo, caracterizado porque comprende las etapas de montar los anillos de levas, que inicialmente son de una sección transversal circular, y en relación axialmente espaciada, alrededor del árbol tubular, en un dispositivo de conformado; y cerrar el dispositivo de conformado para presionar cada uno de los anillos de levas de sección transversal inicialmente circular hasta el perfil deseado de las levas y, al mismo tiempo, deformar el árbol tubular respecto a los anillos de levas, por lo que estos últimos quedan retenidos, en el árbol, contra el desplazamiento axial y angular respecto al mismo. 2. Procedimiento según la reivindicación 1, caracterizado porque el presionado de los anillos de levas y la deformación del árbol se llevan a cabo manteniendo los anillos de levas y el árbol a temperaturas ambiente. 3. Procedimiento según la reivindicación 1, caracterizado porque los anillos de levas de sección transversal inicialmente circular se calientan con anterioridad a su montaje alrededor del árbol y se enfrian posteriormente para conseguir un ajuste con apriete respecto al árbol antes, durante o después del presionado de los anillos de levas y deformación del árbol en el dispositivo de conformado. 4. Procedimiento según la reivindicación 1, caracterizado porque comprende la etapa adicional de deformar el árbol tubular respecto a los anillos de levas mediante aplicación de fluido a presión por el interior del árbol. 5. Procedimiento según la reivindicación 4, caracterizado porque dicha deformación adicional del árbol se efectúa en otro dispositivo de conformado que tiene una cavidad central que se extiende axialmente y una pluralidad de cavidades en forma de levas dentro de las cuales se ajustan el árbol y los anillos de levas respectivamente; siendo las dimensiones internas de las cavidades en forma de levas superiores a las dimensiones externas de los anillos de levas por lo que, tras la aplicación del fluido a presión por el interior del árbol, los anillos de levas se deforman elásticamente y el árbol se deforma plásticamente. 6. Procedimiento según cualquiera de las reivindicaciones 2 a 5, caracterizado porque comprende la etapa adicional de someter el árbol de levas a un proceso de tratamiento térmico para endurecer los anillos de levas. 7. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque comprende la etapa adicional de acoplar los anillos de levas al árbol tubular mediante 5 10 15 20 25 30 35 40 45 50 55 60 65 6 10 un método que utiliza broncesoldadura, electrosoldadura en caliente (gas, arco eléctrico, láser ó rayo electrónico), electrosoldadura en frio, inmersión, encolado, enchavetamiento, intersujeción mecánica o cualquier otro método de acoplamiento adecuado. 8. Procedimiento según la reivindicación 7, cuando ésta depende de la reivindicación 6, caracterizado porque dicho proceso de tratamiento adicional se efectúa durante dicho proceso de tratamiento térmico, comprendiendo dicho método la fusión de un metal de broncesoldadura ó estañosoldadura situado previamente entre el árbol y los anillos de levas. 9. Procedimiento para la fabricación de un árbol de levas sustancialmente como se ha descrito con anterioridad con referencia a cualquiera de los dibujos adjuntos. 10. Un árbol de levas montado que comprende una pluralidad de anillos de levas axialmente separados a lo largo de un árbol tubular central, caracterizado porque cada anillo de leva queda retenido en el árbol contra el desplazamiento axial y angular respecto a una porción asociada del árbol que es deformada respecto al anillo de leva, habiendo sido deformada mecánicamente dicha porción del árbol respecto al anillo de leva durante el presionado del anillo de leva hasta su perfil de leva deseado, a partir de un anillo de leva de sección transversal inicialmente sin deformar. 11. Arbol de levas según la reivindicación 10, caracterizado porque los anillos de levas y el árbol han sido mantenidos a temperaturas ambiente durante el presionado de los anillos de levas y deformación del árbol. 12. Un árbol de levas según la reivindicación 10, caracterizado porque los anillos de levas inicialmente circulares han sido calentados con anterioridad a su montaje alrededor del árbol y han sido enfriados para conseguir un ajuste con apriete respecto al árbol antes, durante o después del presionado de los anillos de levas y deformación del árbol. 13. Un árbol de levas según la reivindicación 10. caracterizado porque cada porción mecánicamente deformada del árbol ha sido deformada adicionalmente respecto a su anillo de leva asociado, por aplicación de fluido a presión al interior del árbol. 14. Un árbol de levas según cualquiera de las reivindicaciones 10 a 13, caracterizado porque cada anillo de leva ha sido unido adicionalmente a una porción deformada del árbol mediante broncesoldadura, electrosoldadura en caliente (gas, arco eléctrico, laser o rayo electrónico), electrosoldadura en frio, inmersión, encolado, enchavetado, intersujeción mecánica o por cualquier otro medio de acoplamiento adecuado. 2 007 075 7 2 007 075 8