mejora al área operativa de una empresa de productos
Anuncio

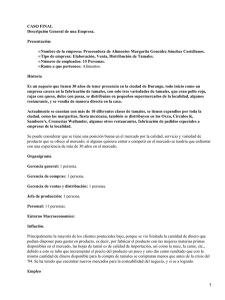
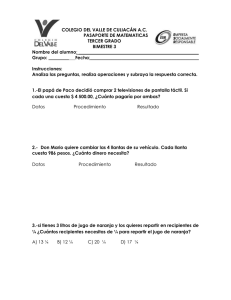
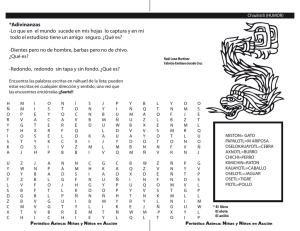
Título: Mejora Al Área Operativa De Una Empresa De Productos Alimenticios Para Su Integración Exitosa Al Distrito Internacional De Agro Negocios PYMES En Ciudad Obregón. Resumen El presente proyecto aborda la problemática presentada en el área operativa de una empresa dedicada a la elaboración de productos alimenticios, la cual, manifestó tener a principios del presente año, gran interés por integrarse al Distrito Internacional de Agro negocios para Pequeñas y Medianas Empresas (DIAP®). Ante esto fueron puestos a su disposición los servicios de consultoría por parte de un grupo de trabajo multidisciplinario integrado por maestros investigadores y estudiantes de distintas áreas académicas de una institución de educación superior (ITSON) con el firme objetivo de Implementar estrategias de mejora a los principales procesos productivos de esta empresa que le permitieran su integración con éxito al denominado DIAP. La metodología empleada consistió en lo siguiente: Antecedentes del problema (paso preliminar), para esto se hizo uso de una técnica para la identificación de los desperdicios generados en proceso (MUDA), se aplicó una lista de verificación emitida por el Instituto Mexicano del Seguro Social (IMSS) con miras a identificar problemas relacionados con la seguridad e higiene y se identificó la secuencia de trabajo actual para conocer el sistema ® Es un proyecto creado por diferentes organismos gubernamentales y el Instituto Tecnológico de Sonora (ITSON) con la convicción de impulsar el desarrollo competitivo de las compañías, crear un mercado más amplio y con la oportunidad de exportar sus productos. productivo; Caracterización del proceso productivo, para lograr esto se identificaron las entradas y salidas de proceso, el equipo y maquinaria empleado, así como la secuencia de actividades y capacidad actual; Implementación estrategias para la mejora del proceso productivo, aquí se emplearon diversas técnicas como 5´S, Fábrica visual y trabajo estándar con miras a reducir o eliminar las desviaciones o problemas identificados en la fase de diagnóstico; Diseño de la propuesta de integración física al DIAP, se presentó una propuesta de distribución de planta en relación a la proyección de demanda establecida, la capacidad y el espacio disponible. De acuerdo a todo lo anterior se llegó a la conclusión que el empleo de este tipo de estudio a manera de autodiagnóstico puede contribuir enormemente al desarrollo integral de toda empresa y que la empresa de alimentos es fuerte candidata a lograr con éxito su integración al DIAP. Método El método que se utilizó para llevar a cabo el estudio en la empresa de alimentos, así como los materiales empleados en la implementación de mejoras en el área operativa y el procedimiento se presenta a continuación. Objeto de estudio El objeto bajo estudio fue el proceso para la elaboración de tamales en sus cuatro tipos de tamales (elote salado, elote dulce, res y puerco) de la empresa de alimentos Materiales Los materiales que se utilizaron para realizar el estudio fueron: Cronómetro digital, Listas de verificación, Normas oficiales mexicanas, equipo de cómputo y software. Procedimiento Los pasos empleados durante el desarrollo del proyecto fueron: Caracterizar el proceso productivo, En este paso se identificaron las características principales del producto seleccionado para el estudio, para lo cual fue necesario recabar información referente a: a) Entradas, procesos y salidas del sistema de elaboración de tamales. Se identificaron las tres fases principales en la elaboración de un producto como son la obtención de la materia prima, el proceso de transformación y por último el producto terminado. b) Equipo y maquinaria empleado Se hizo una matriz por actividad ya que fueron identificadas en la identificación de los procesos que esta empresa realizaba con el fin de conocer lo cual el equipo que más se utilizó. Para ello se consideraron todos los procesos, sus elementos con que cuenta la empresa y el equipo utilizado en su elaboración. c) Cálculo de capacidad actual del sistema productivo Se analizó el proceso actual en términos de tiempo estándar para detectar áreas de oportunidad, en cuanto a tiempo de respuesta para cubrir la demanda y el flujo de proceso. Implementar estrategias para la mejora en el proceso productivo. Se implantaron estrategias tendientes a resolver la situación problemática detectada, tales como: a) Implementar programa 5´S en el área de producción. El primer paso en todo proyecto de mejora es ordenar el área de producción de la empresa, para ello se llevó a cabo la aplicación de una serie de actividades donde se consideran la clasificación, orden y limpieza, que en todo sistema de operación debe prevalecer. Estas actividades son: a1) Seleccionar (Seiri): Se identificaron y separaron los artículos que sirven y los que no, esto se logro con la ayuda de los trabajadores del área de producción ya que ellos son los que tienen el conocimiento de los artículos que son los necesarios de los que no. a2) Organizar (Seiton): Una vez que los trabajadores de la empresa identificaron elementos o instrumentos necesarios para las actividades de la empresa, se procedió a ordenar los artículos de acuerdo a su frecuencia de uso, esto es, los que son utilizados con más frecuencia se ubicaron cerca de su lugar de uso y los menos usados en espacios alejados del área de trabajo. Para ello fue necesario señalar, mediante líneas en el piso, los lugares asignados para cada artículo. a3) Limpiar (Seiso): En este paso se definió la frecuencia y tiempo de las actividades de limpieza en todas las instalaciones incluyendo pisos, maquinaria, equipos de trabajo, materiales, herramientas y refacciones necesarias. b) Diseñar ayudas visuales Se emplearon ayudas visuales, las cuales como su nombre lo indica, son un indicador visual o señal utilizado para mostrar el estado de producción (Schonberger, 1994). Particularmente se buscó la manera de apoyarse en esta herramienta para fomentar los hábitos de limpieza, seguridad e higiene entre los miembros de la empresa. c) Aplicar técnica de Trabajo Estándar El empleo de esta técnica favoreció en gran medida con la mejora del sistema actual en términos de evitar la sobreproducción y los demás desperdicios derivados de este y con ello empezar a trabajar bajo un clima de buenas prácticas de manufactura. Esta estrategia consistió en determinar la capacidad actual del sistema en función del tiempo de las actividades y el número de trabajadores para después establecer una propuesta con un flujo de trabajo más lineal. Diseñar propuesta de integración física al DIAP Con la información obtenida, se aplicó la metodología PSSD de distribución de planta, ya que requiere información más precisa, especifica y detallada, dimensiones y técnicas de análisis, para la localización individual de los equipos y máquinas en general (Meyers, 1981) por lo que es más confiable que los otros métodos para diseñar la distribución de planta. Desarrollo Hoy en día la globalización va en aumento cada vez mas rápido por lo cual las empresas micro, pequeña, mediana y grande, no solo compiten en un sector determinado si no que compiten con empresas de todo el mundo por lo cual es importante promover el desarrollo económico nacional a través del fomento a la creación de micro, pequeñas y medianas empresas y el apoyo para su viabilidad, productividad, competitividad y sustentabilidad. Por lo cual se deben de establecer programas de desarrollo empresarial para crear las condiciones para incrementar la competitividad de las empresas en particular de las Pequeñas y Medianas Empresas (PYMES). En este contexto, y gracias a la creación de programas sociales y económicos, La Cámara Nacional de la Industria y la Transformación (CANACINTRA) en Ciudad Obregón, Sonora México promueve el desarrollo regional a través de la identificación de campos de oportunidades que permiten atraer nuevas inversiones, aprovechando las ventajas competitivas y comparativas de la región y que representen una oportunidad para las empresas existentes. Por lo cual integró, junto con otras instituciones como El ITSON, Honorable Ayuntamiento de Cajeme, Gobierno del Estado de Sonora, Secretaria de Economía, Impulso Integral de Proyectos y Fideicomiso de Riego Compartido, el proyecto del Distrito Internacional de Agro negocios para Pequeñas y Medianas Empresas (DIAP), para que las mismas empresas compitan con un mercado más amplio y con oportunidad de exportar. (http://www.canacintra-digital.com.mx/) Bajo esta perspectiva diversas empresas pertenecientes a la región ha mostrado interés por formar parte del proyecto DIAP y en especial una de ellas dedicada a la elaboración de productos alimenticios. Dicha empresa produce diferentes tipos de alimentos como lo son: Tamales de carne de res, tamales de carne de puerco, tamales de elote dulce, tamales de elote salados, tamales de piña y tamales de carne de pollo, además produce chorizo, Bolonia, pastel pimiento, jamón de pavo, y alimentos procesados como fríjol refrito, refrito con chorizo y puercos, cochinita pibil, chilorio, barbacoa y chiles rellenos de queso. Algunos de los productos mencionados se ilustran en la figura 1. a) Presentación de tamal b) Jamón de pavo Figura 1. Productos elaborados en la empresa de productos alimenticios. En la figura anterior se aprecian dos de los productos con mayor demanda en la empresa, sin embargo, según información proporcionada por el dueño de la empresa, el “Tamal” en sus diferentes presentaciones de elote dulce, elote salado, maseca con carne de res y de maseca con carne de puerco, el que mas ventas ha presentado siendo estas alrededor de 19,760 tamales. Antecedentes del problema Al ser el producto tamal, en sus distintas presentaciones, el de mayor relevancia se procedió a la identificación de los desperdicios generados en su proceso de elaboración encontrando lo siguiente: a) Sobreproducción de alrededor de 3000 piezas de tamal a la semana, las cuales se empaquetan y se congelan para ser vendidas; b) Inventario conformado por 70.14kg de azúcar y 14.03kg de sal el cual se utiliza para la sobreproducción lo cual genera una pérdida de $876.75 pesos; c) Merma que se genera por los 30 tamales en promedio por semana defectuosos, siendo estas consumidas por los trabajadores o el dueño; d) Transporte de 4212.6 metros provocado por el recorrido del producto al sobre producirse, además de detectar diversos cruces durante los diferentes recorridos de proceso; e) Tiempo perdido de 1119.48 minutos derivados de la sobreproducción y los cuales generan una pérdida de $972.55 pesos. Para más detalle de cálculo de estos desperdicios ver Apéndice A. La segunda fase del Diagnóstico consistió en la aplicación de una lista de verificación correspondiente a la seguridad e higiene en los centros de trabajo emitida por el IMSS, ver Apéndice B, de la cual se obtuvo determinó: • La falta de señalamientos de rutas de evacuación. los objetos que implican un alto grado de incendio no están identificados, no hay imágenes ni indicaciones visuales para prevenir o como reaccionar en caso de un incendio o un sismo, como se determina en la Norma Oficial Mexicana Número 026 emitida por la Secretaría del Trabajo y Previsión Social y cuya última revisión se llevó a cabo en el año 1998. (NOM-026-STPS-1998)®. (www.stps.gob.mx) . • Existen solamente dos extintores en la empresa y ambos se identificaron como obstruidos por otros objetos. • La empresa no cuenta con sistemas fijos de hidrantes para el combate contra incendios. • Los trabajadores no cuentan con un equipo necesario de protección personal, por ejemplo: fajas, guantes para tomar objetos calientes. • Los pisos de la empresa son inadecuados para la elaboración del proceso de los tamales debido a que están manchados y tienen boquillas donde se pueden alojar bacterias que pueden contaminar al producto. • Las instalaciones eléctricas son inadecuadas, ya que están en constante cercanía de agua, y esto puede ocasionar un corto. La maquinaria no cuenta con delimitaciones en las áreas de trabajo, y eso no es seguro para los trabajadores ni personal. (Ver figura 2). ® Norma Oficial Mexicana emitida relativa a los colores y señales de seguridad e higiene en los centros de trabajo. Figura 2. Motor con cables al descubierto en el área de producción Una vez identificados los desperdicios se plantea el siguiente problema: ¿Qué estrategias de mejora deberán implementar en sus principales procesos productivos de la empresa de productos alimenticios para su Integración exitosa al Distrito Internacional de Agro negocios PYMES Ciudad Obregón? Es hasta entonces que surge el Objetivo que dará respuesta a la problemática presentada: Implementar estrategias de mejora a los principales procesos productivos de la empresa de productos alimenticios que permitirán su integración con éxito al Distrito Internacional de Agro negocios PYMES Ciudad Obregón. Caracterización del proceso productivo, Para conocer ampliamente el sistema productivo en la empresa de alimentos se identificó lo siguiente: a) Entradas, procesos y salidas del sistema de elaboración de tamales. La información referente al proceso de obtención de tamal en cuanto a las entradas, los distintos procesos y las salidas, se puede apreciar en la figura mostrada a continuación. MATERIA PRIMA Elote Maseca Carne Especies Ingredientes Verduras PROCESO Jimado Molido Batido Preparado Cocina Empaquetado y etiquetado PRODUCTO TERMINADO Tamales de elote, dulce y salados, Tamales de maseca de carne de res y puerco Figura 3. Proceso detallado para la obtención del producto o tamal La figura 3 presenta los ingredientes principales para la elaboración de los tamales o materia prima, para después pasar a las área de transformación o proceso, para elaborar los tamales de elote primero se tiene que jimar el elote, después se muele el grano de elote, los siguientes es batir la masa de elote con los ingredientes, para pasarlo a la preparación del tamal, para después enviarse a la cocina para cocerlos donde se obtendrán los tamales, después de sacarse del horno se les da un tiempo para que tengan una temperatura ambiente, para ser empaquetados y etiquetados y pasar a la congelación para su distribución o venta. Para los tamales de maseca de carne de res y puerco es el mismo proceso solo que estos no llevan los procesos de jimado y molido. b) Equipo y maquinaria empleado Se obtuvo la tabla matriz de los productos y la maquinaria, la cual muestra que tipo de maquinaria que se utiliza para la elaboración de los productos, esta se muestra a continuación. Tabla 1. Matriz de producto y maquinaria contestada La tabla anterior se muestra la maquinaria a utilizar para la elaboración de los diferentes productos de la empresa de alimentos como son el horno, la estufa, máquina de empaquetado, máquina de etiquetado y el congelador. El significado de las letras, en el proceso, es: A = Agregar masa a hoja B = Agregar la tira de papa C = Agregar la pasa D = Agregar la Aceituna E = Agrega la carne Como resultado de la misma se aprecia que: La actividad que mas se realiza es el de agregar la masa a la hoja de elote (A) la cual se puede convertir en una rutina tediosa y aburrida para el operador dado que el trabajo es pieza por pieza; las máquinas de mas uso son la estufa y refrigerador, por las condiciones naturales del producto; y las actividades empaque y etiquetado forman parte de todos los productos y se hace de acuerdo la presentación del producto en particular. c) Cálculo de capacidad actual del sistema productivo Para obtener la capacidad del sistema fue necesario recolectar información correspondiente a: La secuencia de trabajo actual; Tiempo estándar de cada actividad, para ello se recolectaron datos a través de una muestra, se obtuvo un promedio de estos y fueron aplicadas técnicas propias del Estudio del trabajo para obtener un valor justo; Número de operadores por actividad; Tiempo de ciclo por operador, que corresponde al tiempo proporcional asignado en relación al número de operadores y una vez determinado el tiempo estándar; y Eficiencia, la cual se conoce como la relación de las 1200 unidades producidas o de demanda divididas entre el valor de la capacidad. Estos datos se muestran en la tabla 2. Tabla 2. Capacidad actual del proceso de elaboración del producto o tamal de elote En la parte superior de la tabla anterior se visualizan los nombres de las actividades ordenados de acuerdo a la secuencia del proceso, es decir, el proceso empieza en Limpiado y termina una vez que es empacado el producto. Si se analiza a detalle se puede apreciar en los porcentajes de Eficiencia como todas las actividades no alcanzan ni siquiera el 60% de desempeño, esto se debe a la falta de un balanceo en la asignación de actividades y por lo mismo se tienen operadores en exceso en cada una de ellas. Implementación de estrategias para la mejora del proceso productivo De acuerdo a lo observado en la parte de antecedentes la empresa en su totalidad carece en gran medida orden y limpieza en las diferentes áreas lo que conlleva a la presentación de condiciones inseguras, ante esto se llevaron a cabo dos herramientas de mejora cuyo proceso de implementación se muestra mas adelante. a) Implementación del programa 5´S en el área de producción. Previo a la aplicación se realizó una junta en la cual se les explicó la importancia de la implementación de las 5´S en su área laboral, en la cual se obtuvo la participación de los trabajadores que están encargados del proceso bajo estudio, propuestas de mejoras dentro de su área laboral y su compromiso para seguir participando en la implementación del programa en la empresa. a1) Resultados de la implementación de Seleccionar (Seiri) El equipo de participantes se dio a la tarea de identificar los objetos que no deberían estar dentro del área de producción, cocina y almacén. El registro de esto se puede apreciar en la tabla 3, en la misma se observan los elementos encontrados durante la implementación especificando el área donde se encontró, la cantidad del articulo, las posibles causas de porque se encontraba dentro del área de trabajo y a acción a seguir para reubicarlo o eliminarlo del área, contando con el apoyo de los trabajadores y del empresario. Tabla 3. Elementos innecesarios de seleccionar Después de a ver implementado la selección de los artículos innecesarios dentro del área de trabajo y de aplicar la acción a tomar se siguió con la implementación de la organización. a2) Resultados de la implementación de organizar (Seiton) Se identificaron los lugares donde se coloca la materia prima para la elaboración de los productos, se observó que se encontraba materia prima mezclada, esto también provocaba una perdida de tiempo en la búsqueda de los ingredientes para los tamales y los recipientes no permiten que se puedan ver los materiales que se encuentran dentro de ellos, también se delimitaron las áreas, pasillos y maquinaria lo cual se apreciar en la figura 4. Figura 4. Proceso de implementación de la fase de organizar (seiton) En la figura anterior se ve como se identificaron los recipientes y ubicaciones de la materia prima y se delimitaron las áreas con cintas de colores, para delimitar la maquinaria y equipo se utilizo una cinta de color rojo, para delimitar el área de almacén, área de refrigeración y de empaquetado y etiquetado se utilizo una cinta de color azul y para delimitar los pasillos y área de proceso se utilizo una cinta de color amarillo, tomado en cuenta el espacio que ocupa el trabajador. Al terminar esta actividad se siguió con la implementación de la limpieza. a3) Resultados de la implementación limpiar (Seiso) Durante el proceso de elaboración del producto se tiraban demasiados desechos de la hoja de elote, agua y otras materias primas que se utilizan para los tamales los cuales provocan contaminación en el producto y hasta provocar un accidente en el personal por alguna caída provocada por el agua derramada. Para esto se realizó una campaña por medio de letreros y pláticas con el personal para promover la limpieza como se muestra en la figura 5. Figura 5. Ayudas visuales empleadas en el proceso de limpieza (seiso) b) Diseño ayudas visuales Tal como se mencionó en el punto anterior y haciendo referencia a la figura 5 se colocaron ayudas visuales de seguridad y higiene dentro de las área de trabajo y de los baños de los empleados para que tomen conciencia de la importancia que tiene la higiene personal y la limpieza de las equipos de trabajo para la elaboración de cualquier producto y para la seguridad de ellos mismo, por lo que es importante fomentar estos hábitos. Es importante señalar que no se llegó a la fase de estandarizar y disciplina tal como sugiere la metodología original ante la falta de tiempo. c) Aplicación de la técnica de Trabajo Estándar Se obtuvo la demanda diaria para la elaboración de los tamales de elote la cual es de 1200 piezas y se cuenta con siete horas y media para realizarlos, siendo estos 27000 segundos y se obtiene un takt time de 23 segundos para producir un producto o tamal. La herramienta de trabajo estándar se basa cuanto quieres producir y cuanto tiempo tienes disponible para realizarlo en cada una de las actividades del tal forma que se obtuvo lo siguiente: Figura 6. Grafica de takt time- tiempo de ciclo por operador para el tamal de elote. Como se aprecia en la figura anterior, el proceso de empaquetado esta fuera del takt time y es realizado por un operador, los procesos de limpiado, jimado, molido, batido y preparado están por debajo del takt time que es de 23 segundos, debido al exceso de operadores designados para cada actividad, por lo cual se cuenta con tiempo disponible para que los trabajadores realicen otras actividades como ayudar en el área de empaquetado, en la preparación de otros productos como rebanado de jamón, empaquetado, limpieza de las áreas para evitar los tiempos de ocio. El proceso del horno no aplica debido a que no se ocupo un operador que este durante todo el tiempo de ciclo, solo ocupa revisiones periódicas por lo que un operador de otro proceso puede realizar estas inspecciones, utilizando actualmente a 11 trabajadores. A raíz de lo anterior se llevó a cabo un ajuste de actividades en relación a lo manifestado resultando lo siguiente. Figura 7. Grafica de asignación propuesta para el tamal de elote Como se muestra en la figura 7, solo será necesario emplear a 8 trabajadores de 11 que actualmente utiliza para la elaboración del producto o tamal. El área de limpieza no se agrupó con otros áreas debido a que esta, es para desinfectar toda la materia prima que entre al proceso, por lo cual es indispensable que este apartada de las otras para evitar contaminación. Con estas propuestas se pretende mejorar el sistema actual en términos de sobreproducción y los demás desperdicios derivados de este y con ello empezar a trabajar bajo un clima de buenas prácticas de manufactura. Diseño de la propuesta de integración física al DIAP Se detectó que la empresa cuenta con un espacio reducido en el área de producción, por lo cual el proceso productivo se cruza y propicia la contaminación y choques de mismo personal durante la elaboración de los productos. Ante esto, se le propuso emigrar a uno de los espacios o naves ofrecidas por el DIAP las cuales cuentan con el espacio suficiente para instalar la planta, cercanía con proveedores y los servicios de agua, luz y gas necesarios para elaborar sus productos. Después de esto se diseñaron tres alternativas de distribución de la planta para su integración al DIAP, considerando ante todo un flujo de procesos adecuado para cuidar los aspectos de inocuidad y el seguimiento a cada uno de los pasos propuestos por la metodología de Planeación Sistemática Simplificada de la Distribución (PSSD). La evaluación de cada alternativa se hizo a través del análisis de las distancias entre las áreas introducidas al programa en base la relación de cercanía, definida previamente como paso inicial de la metodología y de la ponderación de factores definidos por el equipo de trabajo. Los factores que se tomaron en cuenta son los de inocuidad en la distribución de las áreas, ya que estas deben de evitar que se contamine el producto que se elabora, el siguientes es el de condiciones de trabajo seguras, las cuales deben de contar con el equipo necesario para evitar algún accidente dentro de las áreas de trabajo, el otro punto es el flujo continuo del proceso, el cual debe de ser en lo posible lineal o en forma de U, para evitar cruces durante el proceso los cuales provocan accidentes, perdida de tiempo y contaminaciones a los productos y por ultimo el aprovechamiento máximo de los espacios, el cual es importante para reducir las distancia del proceso, no contar con áreas baldías, siempre y cuando se cuente con el espacio suficiente para los trabajadores, maquinaria y equipo. De acuerdo a la evaluación de los criterios presentados la alternativa que resultó la mejor es la mostrada a continuación: Figura 8. Distribución de planta propuesta. La figura 8 describe la distribución propuesta donde el acomodo de las áreas y maquinaria a utilizar están hechos considerando un flujo lineal permitiendo una menor distancia, eliminación de los cruces y un mejor control de higiene en la elaboración del producto, además de que se consideró un espacio para los demás productos que produce la empresa de alimentos. Concusiones y recomendaciones El presente proyecto ante la iniciativa de la empresa de alimentos de ingresar al DIAP y la fijación de un Objetivo de Implementar estrategias de mejora a sus principales procesos productivos lo cual se cumplió y no solo eso sino también se logró desarrollar una propuesta de diseño de distribución de planta una vez que suceda su ingreso. El empleo de este tipo de estudio a manera de autodiagnóstico contribuyó enormemente al desarrollo integral de toda empresa en materia de buenas prácticas de manufactura, mejoró su clima laboral y se hicieron propuesta tendientes a optimizar sus recursos, sin embargo, es recomendable dar seguimiento al nuevo esquema de trabajo para poder garantizar el éxito en su integración al DIAP. BIBLIOGRAFÍA • García, C. (1998). Estudio del trabajo. Medición del trabajo. 1ª edición. México: Limusa. • Harrell, C. (2000). Simulation using pro model. 3ª edición. Estados Unidos: McGrawHill. Azarang simulación. • Kogyo shimbun, nikkan. (1991). Poka-yoke mejorando la calidad de producto evitando los defectos. 1ª edición. Cambriadge: productvity press • Meyers Fred E. ( 1993 ). Plant Layout and Material Handling. E.U.A.: Prentice Hall. • Muther Richard (1981). Distribución en Planta. 4ta. Edición. España: Hispano Europea, S.A. • Niebel, B. y Freivalds, A. (2001). Ingeniería Industrial: Métodos, estándares y diseño del trabajo. 10ª edición. México: Alfaomega. • Schonberger, R.J.( 1994). World-Class Manufacturing: The Next Decade. México: Prentice-Hall. • .Vallhonrat, Josep M./ Corominas Albert (1991). Localización, distribución en planta y manutención. 1ª edición. Barcelona: Boixerau APENDICE A CÁLCULOS PARA DETERMINAR LOS MUDAS APENDICE B APLICACIÓN DE LA LISTA DE SEGURIDAD E HIGIENE EMIIDA POR EL INSTITUTO MEXICANO DEL SEGURO SOCIAL (IMSS)