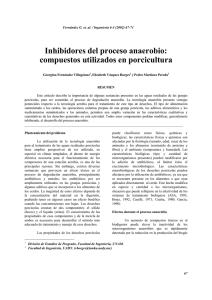
ESQUEMA GENERAL DEL FERMENTADOR ANAEROBIO
Anuncio

AUTOR: Dña. Elena Romero COAUTOR: Dr. Carlos Romero Batallán Doctor en Ingeniería Química Licenciado en CC. Químicas Diplomado en Plásticos y Caucho Máster en Medio Ambiente Tel.: 91 725 84 27; www.cta-r.com; [email protected] Avda. Manoteras, 22; oficina 119; 28050-MADRID PATENTE DE INVENCIÓN Nº 200402938 “MÉTODO Y REACTOR PARA TRATAMIENTO FERMENTATIVO DE LIXIVIADOS PROCEDENTES DE VERTEDEROS Y PLANTAS DE TRATAMIENTO DE RESIDUOS SÓLIDOS URBANOS Y UTILIZACIÓN DEL LIQUIDO RESULTANTE COMO ABONO PARA PLANTAS” PATENTE Nº 200900699 “PROCEDIMIENTO PARA OPERACIÓN DE UNA INSTALACIÓN DE BIOMETANIZACIÓN DE RESIDUOS SÓLIDOS ORGÁNICOS, E INSTALACIÓN PARA LLEVARLO A CABO”. ESQUEMA GENERAL DEL FERMENTADOR ANAEROBIO PROCEDENCIA LIXIVIADOS CENTROS DE TRATAMIENTO DE RESIDUOS URBANOS. INDUSTRIA AGRARIA INDUSTRIA GANADERA INDUSTRIA ALIMENTARIA Y DE PROCESADO DE ALIMENTOS ESQUEMA FUNCIONAMIENTO FERMENTAR VALORIZAR INTERIOR FERMENTADOR ANAEROBIO SISTEMA PRECALENTAMIENTO RESULTADOS PRELIMINARES (pruebas realizadas a escala en laboratorio) pH EN EL REACTOR 40 11 pH 30 10 mg O2/l 35 9 25 8 20 7 15 10 6 5 5 0 4 0 10 20 30 40 50 60 0 10 20 30 50 60 70 CARBONO ORGÁNICO TOTAL TOCi 2000 0 10 60 70 80 Día mg/l 30 40 50 60 0 10 20 30 8000 STVe STTi 6000 STVi 40 50 60 70 80 Día METANO 3,0 1250 2,5 2,0 Acético 750 Propiónico 500 Butírico 1,5 1,0 250 0,5 0 0 50 20 1500 2000 40 DQOi 6000 4000 1000 STTe 4000 30 DQOe 8000 ÁCIDOS GRASOS 10000 TOCe 10000 Día 12000 20 12000 0 14000 10 14000 SÓLIDOS TOTALES 5000 4500 4000 3500 3000 2500 2000 1500 1000 500 0 0 16000 Día Día mg/l 40 18000 5,00 4,50 4,00 3,50 3,00 2,50 2,00 1,50 1,00 0,50 0,00 -0,50 mgO2/l 12 mg/l ºC 45 DEMANDA QUÍMICA DE OXÍGENO OXÍGENO DISUELTO l/día TEMPERATURA EN EL REACTOR 0 10 20 30 40 50 60 70 80 0 10 20 30 40 50 60 70 80 90 100 110 120 Día 0,0 0 20 40 60 80 100 120 Día Día MÓDULO DE PREPARACIÓN PREVIA DEL INFLUENTE (SISTEMA DE PRECALENTAMIENTO) Este módulo tiene por finalidad conseguir que el influente que se introduzca en fermentador alcance una temperatura entre los 32 a 35 ºC con el fin de lograr que la fermentación anaerobia y mesófila se mantenga en proceso continuo y en régimen laminar dentro del fermentador anaerobio. Construida con perfiles metálicos imprimados y acabados en pintura epoxi, paneles tipo “sándwich” lacados en ambas caras y malla metálica de cerramiento. Instalación hidráulica (bombas, intercambiador con serpentín, tuberías, filtro, valvulería ….) Instalación calefacción (grupo térmico de gasóleo (caldera) para calentamiento de agua, depósito, quemador, válvulas y bombas, filtros, indicadores…) Armario eléctrico de control, con componentes de protección y automatismos, PLC con tarjeta analógica y digital. MÓDULO DE FERMENTACIÓN ANAEROBIA MESÓFILA Contenedor metálico con dimensiones exteriores de 12 x 2,5 x 2,74 m, que representa un volumen útil interior de 64 m 3 Carcasa metálica de acero al carbono, chorreada con granalla y pintado con pinturas epoxi. Refuerzos y septos divisorios de la misma calidad. Todos ellos soldados y/o atornillados entre sí para garantizar la resistencia del conjunto. Chapas de acero y perfiles granallados previamente con chorro de arena hasta acabado SA 2-1/2. Finalizados los procesos de soldadura se aplica al interior y al exterior una imprimación epoxi. El equipo dispone de entrada y salida del líquido influente y efluente realizada en tuberías de PVC, de entradas y salidas de gas para barridos de aire mediante nitrógeno, dispone también de salidas laterales de líquidos para vaciado rápido. Además tiene sondas de temperatura, de nivel, sensores y equipos de medida necesarios para controlar la producción de biogás y caudales. Incluye instalaciones neumáticas. Todo el exterior del equipo está aislado térmicamente mediante paneles de espuma de poliestireno.