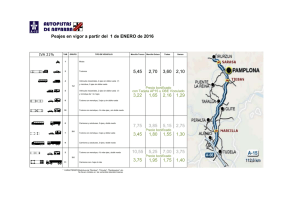
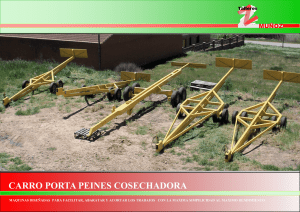
procedimiento para fabricar una rueda motriz para vehiculos oruga.
Anuncio

k OFICINA ESPAÑOLA DE PATENTES Y MARCAS 19 k 2 179 582 kInt. Cl. : B21D 53/26 11 Número de publicación: 7 51 ESPAÑA k B62D 55/14 TRADUCCION DE PATENTE EUROPEA 12 kNúmero de solicitud europea: 99120499.1 kFecha de presentación: 15.10.1999 kNúmero de publicación de la solicitud: 1 092 489 kFecha de publicación de la solicitud: 18.04.2001 T3 86 86 87 87 k 54 Tı́tulo: Procedimiento para fabricar una rueda motriz para vehı́culos oruga. k 73 Titular/es: Rothe Erde GmbH Tremoniastrasse 5-11 44137 Dortmund, DE k 72 Inventor/es: Spintig, Wilfried y k 74 Agente: Elzaburu Márquez, Alberto 45 Fecha de la publicación de la mención BOPI: 16.01.2003 45 Fecha de la publicación del folleto de patente: ES 2 179 582 T3 16.01.2003 Aviso: k Wozniak, Johannes k En el plazo de nueve meses a contar desde la fecha de publicación en el Boletı́n europeo de patentes, de la mención de concesión de la patente europea, cualquier persona podrá oponerse ante la Oficina Europea de Patentes a la patente concedida. La oposición deberá formularse por escrito y estar motivada; sólo se considerará como formulada una vez que se haya realizado el pago de la tasa de oposición (art. 99.1 del Convenio sobre concesión de Patentes Europeas). Venta de fascı́culos: Oficina Española de Patentes y Marcas. C/Panamá, 1 – 28036 Madrid 1 ES 2 179 582 T3 DESCRIPCION Procedimiento para fabricar una rueda motriz para vehı́culos oruga. El invento se refiere a un procedimiento para fabricar una rueda motriz que se compone como mı́nimo de un plato de rueda construido simétrico a la rotación respecto de un eje de rueda, para vehı́culos oruga, en el que el plato de rueda que presenta una zona de cubo interna situada alrededor del eje de rueda, una zona de periferia externa y una zona de transición situada entre ambas pasa desde un llantón plano de acero a una forma bruta predeterminada mediante laminado y moldeado con estiramiento y la zona cubo y la zona periférica reciben su forma definitiva mediante mecanización con arranque de viruta. Entonces, bajo forma bruta del plato de rueda debe entenderse aquella forma que se produce mediante una transformación pura y que, con excepción de las superficies mecanizadas con arranque de viruta, corresponde a la forma definitiva incluso por lo que se refiere a las tolerancias exigidas. Un procedimiento de este tipo es conocido por el documento EP 0 111 048 B1. En las ruedas motrices fabricadas según el procedimiento conocido a partir de este escrito, que se componen de dos mitades en forma de plato de rueda, puede llegarse, en el caso de grandes solicitaciones como consecuencia de grandes cargas sobre la rueda y/o como consecuencia de una marcha rápida sobre un suelo desigual, a deformaciones en las ruedas motrices y a un empeoramiento correspondiente de la tranquilidad de marcha del vehı́culo oruga o incluso una destrucción total del plato de la rueda o de la rueda motriz. El invento tiene como base la misión de modificar profundamente el procedimiento para fabricar una rueda motriz del tipo mencionado al comienzo con el fin de que se puedan fabricar ruedas motrices con mayor dureza. Esta misión será resuelta porque después de la fabricación de la forma bruta predeterminada se mejora el plato de la rueda y después del bonificado, y un correspondiente aumento de la forma condicionado por el mismo, se lleva a la forma bruta predeterminada nuevamente mediante laminado y moldeado con estiramiento antes del mecanizado con arranque de viruta de la zona del cubo y de la zona periférica. En los ensayos se ha probado que por la sola introducción del ya conocido proceso de bonificado en la fabricación de un plato de rueda, después del laminado y del moldeado con estiramiento se producen fuertes excentricidades de forma que los platos de ruedas no son adecuados para una producción en serie de vehı́culos oruga. El invento prevé entonces también el llevar los platos de rueda en una vez antes de mejorarlos a la forma bruta definitiva y eliminar las excentricidades y aumentos de forma del plato de rueda producidos durante el bonificado a continuación en otro proceso de laminado y moldeado por estiramiento que sigue al bonificado y con ello recuperar de nuevo simultáneamente la forma bruta predeterminada. Mediante el procedimiento previsto acorde con el invento se pueden fabricar con gran fia2 5 10 15 20 25 30 35 40 45 50 55 60 65 2 bilidad ruedas motrices de alta dureza que presentan platos de rueda con los que los pesados vehı́culos oruga pueden moverse a alta velocidad. Mediante la alta dureza que se puede alcanzar se puede prescindir del añadido adicional de un aro de desgaste, como está previsto según el documento EP 0 111 048 B1, para aumentar la resistencia al desgaste. Diseños secundarios del invento están descritos en las reivindicaciones subordinadas. Ası́, en la reivindicación 2 está previsto que durante el nuevo laminado y moldeado con estiramiento después del bonificado se utilice la herramienta interior de la en su caso última etapa de transformación antes del bonificado o una herramienta interior de igual forma. Esto significa en cada caso un almacén de herramientas simplificado. En pequeñas series de fabricación pueden utilizarse incluso las mismas máquinas con la misma herramienta. Para la fabricación de un plato de rueda se utiliza preferentemente un acero bonificado con como mı́nimo 1 % cromo y como mı́nimo 0,2 % molibdeno, el cual se mejora hasta una dureza de 1150 a 1250 Nmm−2 . Para que las deformaciones del plato de rueda durante el bonificado sean lo más pequeñas posibles está previsto además que el plato de rueda sea sometido al tratamiento térmico de un proceso de bonificado en un baño de salmuera o en un horno de vacı́o. Un ejemplo constructivo del invento será descrito a continuación con más detalle sobre la base del dibujo representado esquemáticamente. En una sección longitudinal fragmentaria se muestra Fig. 1 el plato de rueda durante el último proceso de trabajo para fabricar una forma bruta determinada y Fig. 2 el plato de rueda durante la nueva fabricación de la forma bruta predeterminada después del bonificado. Para la fabricación de un plato de rueda 10 se aprieta un llantón R plano, taladrado en el centro, de acero bonificado 42CrMo4 con un espesor d de manera conocida mediante una herramienta de apriete 11 contra una herramienta interior giratoria y se transforma en una forma bruta predeterminada por medio de laminación y moldeado con estiramiento. Este proceso de transformación se realiza, en el caso de una forma de plato de rueda como la que está representada en la figura 1, en varias etapas con las correspondientes múltiples herramientas internas. Aquı́ el plato de rueda 10 presenta una zona de cubo 13 con un vaciado 14 central, una zona de periferia 15 cilı́ndrica y una zona de transición 16 situada entre ambas. En la figura 1 está representada la última etapa de transformación del laminado y del moldeado con estiramiento en el que la zona de periferia 15 del plato de rueda es comprimida por un rodillo de presión 17 sobre la superficie de periferia 18 de la herramienta interna 12. El plato de rueda 10 fabricado de esta manera en la forma bruta predeterminada es recogido por la herramienta interna 12 e introducido totalmente en un baño de salmuera de un proceso de bonificado, en el que la dureza del acero aumenta hasta una zona entre 1150 y 1250 Nmm−2 . 3 ES 2 179 582 T3 Alternativamente es posible el aporte de calor durante el bonificado en un horno de vacı́o. Después del bonificado el plato de rueda 10 que debido a la acción del calor durante el bonificado ha crecido hasta la forma representada en la figura 2 con lı́neas 19 de trazos interrumpidos, es sujetado sobre la herramienta interna 12 de la última etapa de transformación antes del bonificado y comprimido nuevamente mediante el 5 4 rodillo de presión 17 sobre la superficie de periferia 18 de la herramienta interna 12, de manera que se consigue nuevamente la forma bruta predeterminada del plato de rueda fabricado antes del bonificado. A este procedimiento le sigue el mecanizado con arranque de viruta del plato de rueda conocido por el documento EP 0 111 048 B1 consiguiéndose su forma terminada. 10 15 20 25 30 35 40 45 50 55 60 65 3 5 ES 2 179 582 T3 REIVINDICACIONES 1. Procedimiento para fabricar una rueda motriz que se compone como mı́nimo de un plato de rueda (10) construido simétrico a la rotación respecto de un eje de rueda (A), para vehı́culos oruga, en el que el plato de rueda (10) que presenta una zona de cubo interna (13) situada alrededor del eje de rueda (A), una zona de periferia externa (15) y una zona de transición (16) situada entre ambas pasa desde un llantón plano (R) de acero a una forma bruta predeterminada mediante laminado y moldeado con estiramiento y la zona de cubo (13) y la zona de periferia (15) reciben su forma definitiva mediante mecanización con arranque de viruta, caracterizado porque después de la fabricación de la forma bruta predeterminada se mejora el plato de rueda (10) y después del bonificado, y un correspondiente aumento de la forma condicionado por el mismo, se lleva a la forma bruta predeterminada nuevamente mediante laminado y moldeado con estiramiento antes del mecanizado con arranque de viruta de la zona de cubo y de la zona de perife- 5 10 15 20 6 ria (13 y 15). 2. Procedimiento según la reivindicación 1, caracterizado porque durante el nuevo laminado y moldeado por estiramiento después del bonificado, se utiliza la herramienta interna (12) de la en su caso última etapa de transformación antes de la bonificación o una herramienta interna de la misma forma. 3. Procedimiento según la reivindicación 1 o 2, caracterizado porque el acero del plato de rueda (10) es un acero bonificado con como mı́nimo 1 % de cromo y como mı́nimo 0,2 % de molibdeno. 4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque el acero del plato de rueda (10) es bonificado hasta una resistencia de 1150 a 1250 Nmm−2 . 5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque el plato de rueda es sometido al tratamiento térmico de un proceso de bonificado en un baño de salmuera. 6. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque el tratamiento térmico durante el bonificado se lleva a cabo en un horno de vacı́o. 25 30 35 40 45 50 55 60 NOTA INFORMATIVA: Conforme a la reserva del art. 167.2 del Convenio de Patentes Europeas (CPE) y a la Disposición Transitoria del RD 2424/1986, de 10 de octubre, relativo a la aplicación del Convenio de Patente Europea, las patentes europeas que designen a España y solicitadas antes del 7-10-1992, no producirán ningún efecto en España en la medida en que confieran protección a productos quı́micos y farmacéuticos como tales. 65 Esta información no prejuzga que la patente esté o no incluı́da en la mencionada reserva. 4 ES 2 179 582 T3 5 ES 2 179 582 T3 6