(c).
Anuncio
.")
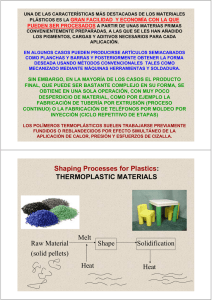
MATERIALES POLIMÉRICOS Y COMPUESTOS TEMA 7.- MÉTODOS DE PROCESADO UNA DE LAS CARACTERÍSTICAS MÁS DESTACADAS DE LOS MATERIALES PLÁSTICOS ES LA GRAN FACILIDAD Y ECONOMÍA CON LA QUE PUEDEN SER PROCESADOS A PARTIR DE UNAS MATERIAS PRIMAS CONVENIENTEMENTE PREPARADAS, A LAS QUE SE LES HAN AÑADIDO LOS PIGMENTOS, CARGAS Y ADITIVOS NECESARIOS PARA CADA APLICACIÓN. EN ALGUNOS CASOS PUEDEN PRODUCIRSE ARTÍCULOS SEMIACABADOS COMO PLANCHAS Y BARRAS Y POSTERIORMENTE OBTENER LA FORMA DESEADA USANDO MÉTODOS CONVENCIONALES TALES COMO MECANIZADO MEDIANTE MÁQUINAS HERRAMIENTAS Y SOLDADURA. SIN EMBARGO, EN LA MAYORÍA DE LOS CASOS EL PRODUCTO FINAL, QUE PUEDE SER BASTANTE COMPLEJO EN SU FORMA, SE OBTIENE EN UNA SOLA OPERACIÓN, ↓CON MUY POCO DESPERDICIO DE MATERIAL, COMO POR EJEMPLO LA FABRICACIÓN DE TUBERÍA POR EXTRUSIÓN (PROCESO CONTINUO) O LA FABRICACIÓN DE TELÉFONOS POR MOLDEO POR INYECCIÓN (CICLO REPETITIVO DE ETAPAS) ↓ LAS ETAPAS PRINCIPALES EN TODOS LOS PROCESOS DE ELABORACIÓN DE LOS MATERIALES PLÁSTICOS SON: (I).- FUSIÓN (II).- MEZCLADO Y HOMOGENIZACIÓN (III).- TRANSPORTE DEL FUNDIDO. LAS TRES ETAPAS ANTERIORES, USUALMENTE, SE LOGRAN POR MEDIO DE UN TORNILLO DE ARQUÍMEDES QUE IMPLICA LA DISPERSIÓN DE LOS ESTABILIZANTES, PIGMENTOS Y OTROS ADITIVOS, LA EXCLUSIÓN DEL AIRE Y LOS VOLATILES Y LA TRANSFORMACIÓN DE LA ALIMENTACIÓN EN FORMA DE POLVO O GRÁNULOS EN UN FUNDIDO UNIFORME (IV) .-CONFORMADO PRIMARIO ESTE PUEDE SER LOGRADO, EN DOS DIMENSIONES, POR EL FLUJO DEL FUNDIDO A TRAVÉS DE UN DADO O BOQUILLA Y EN TRES DIMENSIONES POR EL FLUJO EN UN MOLDE DE VARIAS PARTES O POR PRENSADO EN UN MOLDE ABIERTO. ALGUNOS TERMOESTABLES SON PROCESADOS, SIMPLEMENTE, POR VERTIDO EN UN MOLDE ABIERTO. (V). - CONFORMADO SECUNDARIO ESTE PUEDE IMPLICAR EL CORTE O EL ARRASTRE DE UNA MASA DE POLÍMERO, COMO OCURRE EN LA PRODUCCIÓN DE FIBRAS, PELÍCULAS O EL MOLDEO POR SOPLADO MOLDEO POR SOPLADO (VI).- ESTABILIZACIÓN DE LA FORMA PARA LOS TERMOPLÁSTICOS ESTO CONSISTE EN EL PROCESO DE ENFRIAMIENTO (Y DE AHÍ LA SOLIDIFICACIÓN), MIENTRAS QUE PARA LOS TERMOESTABLES Y ELASTÓMEROS ES EL PROCESO DE CURADO (ENTRECRUZADO DE LAS CADENAS) (VII).- OPERACIONES DE ACABADO ESTAS PUEDEN INCLUIR EL TEMPLADO, EL MECANIZADO O EL RECUBRIMIENTO EXTRUSION LAS MÁQUINAS DE EXTRUSIÓN CONSTAN DE UN CILINDRO O BARRIL EN CUYO INTERIOR SE ALOJA UN HUSILLO O TORNILLO, QUE AL GIRAR RECOGE EL MATERIAL DE LA TOLVA DE ALIMENTACIÓN, LO HACE AVANZAR A LO LARGO DEL CILINDRO, LE SOMETE A IMPORTANTES ESFUERZOS DE CIZALLA A LA VEZ QUE LO COMPRIME Y LO DOSIFICA A TRAVÉS DE UN PLATO ROMPEDOR HASTA LA BOQUILLA O DADO QUE PROPORCIONA EL PERFIL O LA FORMA FINAL DESEADA. PARA HACER CADA FUNCIÓN MÁS EFICIENTE SE DIVIDE EL EXTRUSOR EN TRES ZONAS: ALIMENTACIÓN, COMPRESIÓN Y DOSIFICACIÓN. LA ZONA DE DOSIFICACIÓN VA SEGUIDA POR EL CABEZAL Y EL DADO (L/D)=16:1 A 32:1 LA “RAÍZ” O NÚCLEO DEL TORNILLO ES DE DIÁMETRO VARIABLE, DE MANERA QUE EL CANAL EN ESPIRAL VARÍA EN PROFUNDIDAD. EN GENERAL, LA PROFUNDIDAD DEL CANAL DISMINUYE DESDE EL EXTREMO DE ALIMENTACIÓN HASTA EL EXTREMO DEL DADO LA FINALIDAD DEL CONJUNTO TORNILLO-CILINDRO ES: (1).- PRESURIZAR EL MATERIAL (2).- FUNDIR O PLASTIFICAR EL POLÍMERO (CALENTAR) (3).- ASEGURAR UNA MEZCLA ADECUADA (HOMOGENEIZACIÓN) (4).- ACTUAR COMO MEDIO DE TRANSPORTE DEL POLÍMERO FUNDIDO HACIA EL DADO DEBIDO AL MOVIMIENTO RELATIVO ENTRE EL TORNILLO Y EL CILINDRO, EL MATERIAL SE MEZCLA ÍNTIMAMENTE, SE CALIENTA POR EFECTO, NO SÓLO DEL CALOR APLICADO AL CILINDRO, SINO, SOBRE TODO, POR LA ENERGÍA DISIPADA POR LOS ESFUERZOS CORTANTES. El DADO PUEDE CONSIDERARSE COMO UNA RESISTENCIA AL FLUJO. ENTRE MÁS LARGO Y PEQUEÑO SEA EL ORIFICIO DE PASO, MAYOR SERÁ LA RESISTENCIA Y MAYOR SERÁ LA POTENCIA NECESARIA PARA EMPUJAR EL MATERIAL FUNDIDO A SU TRAVÉS EL DADO TIENE COMO FUNCIÓN EL OBTENER LA FORMA FINAL DESEADA DEL MATERIAL EXTRUIDO (AUNQUE PUEDE REALIZARSE UN CONFORMADO POSTERIOR). EL DADO ESTA CALENTADO EXTERNAMENTE Y DEBE ASEGURAR QUE EL FLUJO DE MATERIAL FUNDIDO CAMBIE DE FORMA SUAVEMENTE DESDE LA CONFIGURACIÓN PROVENIENTE DEL TORNILLO HASTA LA FORMA DESEADA DEL PRODUCTO FINAL. POR EJEMPLO, PARA LA PRODUCCIÓN DE BARRAS CIRCULARES SE REQUIERE UN DADO DE FORMA TRONCOCÓNICA UNA VEZ QUE SALE DEL DADO, EL FLUIDO DEBE SER ENFRIADO RÁPIDAMENTE PARA MANTENER LA FORMA QUE SE OBTIENE. EXTRUSION UNA CONSECUENCIA DE QUE DISMINUYA LA PROFUNDIDAD DEL CANAL ES EL INCREMENTO DE LA PRESIÓN A LO LARGO DEL EXTRUSOR , QUE ES LA QUE IMPULSA EL MATERIAL FUNDIDO A PASAR A TRAVÉS DEL DADO. EXTRUSION Feed zone To pre-heat polymer & supply correct quantity. Uniform (“large”) depth A B C D Compression zone - To compact & melt the polymer - Screw depth gradually decreases (often linear) Metering zone - To produce a homogeneous (mixed) melt & maintain constant pressure & temperature at die - Uniform (“small”) depth Para un polímero que funde poco a poco, como por ejemplo, el polietileno de baja densidad, es apropiado un tornillo como el que se muestra en la figura a, con la longitud total dividida en tres zonas iguales Los tornillos de este tipo se conocen a menudo como tornillos para polietileno. Tipos de extrusor: (a).- Tradicional de tres zonas (b).- De tres zonas con una sección de aireación (c).- Tipo PVC para polímeros amorfos (d).- Tipo Nylon para polímeros cristalinos con punto de fusión abrupto. Placa rompedora y juego de mallas. 1.- EVITAR EL PASO DE MATERIAL EXTRAÑO, POR EJEMPLO, POLÍMERO NO FUNDIDO, POLVOS, CUERPOS EXTRAÑOS. 2.- CREAR UN FRENTE DE PRESIÓN CUANDO SE OPONE UNA RESISTENCIA AL BOMBEO DE LA ZONA ANTERIOR, REGULARIZANDO ASÍ EL FLUJO DEL MATERIAL. Esta presión es la que proporciona la fuerza impulsora para vencer la resistencia del dado. 3.- ELIMINAR LA “MEMORIA DE GIRO” DEL MATERIAL FUNDIDO, ES DECIR TRANSFORMAR EL FLUJO HELICOIDAL DEL MATERIAL EN FLUJO PARALELO MÁS REGULAR LAS MOLÉCULAS DE UN PLÁSTICO CUALQUIERA CONSISTEN DE LARGAS CADENAS QUE TIENDEN A TOMAR UNA CONFIGURACIÓN AL AZAR —EN FORMA DE OVILLO—SIEMPRE QUE SEA POSIBLE CUANDO ESTOS MATERIALES FLUYEN A TRAVÉS DE UN CANAL, LAS MOLÉCULAS TIENDEN A ORIENTARSE, ES DECIR, A QUEDAR ALINEADAS EN LA DIRECCIÓN DEL FLUJO. ASÍ, CUANDO EL PLÁSTICO FUNDIDO SALE DEL DADO, MUCHAS DE SUS MOLÉCULAS HABRÁN SIDO ORIENTADAS EN LA DIRECCIÓN DEL FLUJO. A LA SALIDA, LAS MOLÉCULAS TIENDEN A TOMAR DE NUEVO UNA CONFIGURACIÓN AL AZAR EN FORMA DE OVILLO, CAUSANDO ASÍ UNA CONTRACCIÓN EN LA DIRECCIÓN LONGITUDINAL PARALELA AL FLUJO Y UNA EXPANSIÓN EN LA DIRECCIÓN RADIAL, CONOCIDA COMO HINCHAMIENTO DEL EXTRUIDO POR ESTA RAZÓN, LA SECCIÓN TRANSVERSAL DE LOS EXTRUIDOS SERÁ SIEMPRE MAYOR QUE LA SECCIÓN TRANSVERSAL DEL DADO (A MENOS QUE LA VELOCIDAD LINEAL DE LA EXTRACION DEL EXTRUIDO SEA MAYOR QUE LA VELOCIDAD DE EXTRUSIÓN) BAJO CIRCUNSTANCIAS NORMALES, EL HINCHAMIENTO DEL EXTRUIDO PUEDE REDUCIRSE DE LA SIGUIENTE FORMA: (I).- DISMINUYENDO LA VELOCIDAD DE EXTRUSIÓN (II).- AUMENTANDO LA TEMPERATURA DEL PLÁSTICO FUNDIDO (III).- AUMENTANDO LA LONGITUD PARALELA DEL DADO (IV).- AUMENTANDO LA VELOCIDAD DE TIRON DE EXTRUIDO CARACTERÍSTICAS DEL EXTRUSOR EL FLUJO POR ARRASTRE DEL MATERIAL FUNDIDO A LO LARGO DEL TORNILLO ES EL RESULTADO DE LAS FUERZAS DE FRICCIÓN, Y ES EQUIVALENTE AL ARRASTRE VISCOSO ENTRE LAS PLACAS ESTACIONARIA Y MÓVIL SEPARADAS POR UN MEDIO VISCOSO. ESTO CONSTITUYE LA COMPONENTE DE TRANSPORTE DEL EXTRUSOR. AL FLUJO DE ARRASTRE SE LE OPONE LA COMPONENTE DEL FLUJO DE PRESIÓN, PRODUCIDO POR EL GRADIENTE DE PRESIÓN QUE HAY A LO LARGO DEL EXTRUSOR. ES IMPORTANTE COMPRENDER QUE NO HAY FLUJO REAL RESULTANTE DEBIDO A LA PRESIÓN, ÚNICAMENTE ES UNA OPOSICIÓN. EL COMPONENTE FINAL EN EL MODELO DE FLUJO ES EL FLUJO DE FUGA. HAY UN ESPACIO FINITO ENTRE EL TORNILLO Y LA CAMISA A TRAVÉS DEL CUAL SE PUEDE FUGAR EL MATERIAL. ESTE ES TAMBIÉN UN FLUJO IMPULSADO POR EL GRADIENTE DE PRESIÓN QUE TAMBIÉN SE OPONE AL FLUJO DE ARRASTRE FLUJO TOTAL = = FLUJO DE ARRASTRE - FLUJO DE PRESIÓN - FLUJO DE FUGA. 3 2 DH sen P 2D 2 3 1 P 2 2 QT D NHsen cos tag 12 L 2 12e L δ N (rps) EXTRUSION EXTRUSION P P QT C1N C2 C4 Curva característica de un extrusor. EXTRUSION K = Factor que depende de la forma Q C3 P R 4 C3 8L EXTRUSION Características del extrusor y del dado. Punto de operación. La gráfica de la figura es muy útil, ya que nos permite analizar el efecto que producen los cambios de los valores de los parámetros. Las posiciones de las líneas de la gráfica se modifican por cambios en las condiciones de operación. P P QT C1N C2 C4 Q C3 P Un aumento en la viscosidad tiene un efecto opuesto sobre el caudal de salida del tornillo y del dado, incrementa el del tornillo y disminuye el del dado PUEDE SER MECÁNICA O HIDRÁULICA MOLDE DE INYECCIÓN Gate Sprue