Selección del material - INEA l Instituto de Neurociencias
Anuncio

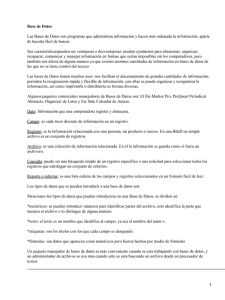
1 TITULO: CAMBIO DE PROCESOS PRODUCTIVOS EN LACTARIOS AUTORES: Licenciadas en Nutrición Blasi S., Alvarez A., Cresta A.. Sector de Elaboración de Fórmulas Lácteas. Area de Alimentación. Hospital de Pediatría “Prof. Dr. J. P. Garrahan”. Combate de los Pozos 1881. Ciudad autónoma de Buenos Aires. 1999. Envío de correspondencia: Licenciadas en Nutrición Blasi Sandra ó Alvarez Andrea. Area de Alimentación. Hospital de Pediatría “Prof. Dr. J. P. Garrahan”. Combate de los Pozos 1881. Ciudad autónoma de Buenos Aires. Código postal: C1245AAM. Teléfono: 4308-4300 internos 1266 y 1251.Fax: 4308-5325. E-mail: [email protected] ó [email protected] Fecha de envío: 9 de agosto de 2001. Recuento de palabras: 6417. 1 2 NUEVA MODALIDAD DE SERVICIO EN LACTARIOS Blasi S., Alvarez A., Cresta A. Sector de Elaboración de Fórmulas Lácteas. Area de Alimentación. Hospital de Pediatría Prof. Dr. J.P.Garrahan. Buenos Aires. 1999. OBJETIVO Lograr un proceso de mejoramiento en la producción de fórmulas lácteas para obtener productos bacteriológicamente seguros y nutricionalmente adecuados con una relación costo-beneficio superior al proceso tradicional respondiendo a las necesidades de nuestros pacientes. MATERIALES Y METODOS Se realizó diagnóstico y análisis del proceso tradicional del Lactario de nuestro hospital que funciona desde 1987. En base a las oportunidades, amenazas, debilidades y fortalezas se formuló el nuevo proceso. Se decide reemplazar el material de vidrio de los envases por plástico descartable, estandarización de las fórmulas, semiautomatización de procesos, remodelación de planta física, acopio en frío de la producción por 48 horas y la reducción, promoción y capacitación específica del personal. RESULTADOS Los cambios se comenzaron a realizar por etapas desde octubre de 1998. Se concretó el reemplazo de vidrio por plástico, todo lo referente al personal y la disminución del 13% del gasto global del sector. Se cumplió en un 30% la adquisición del nuevo equipamiento, estando en etapa de compra licitatoria el 70% restante de equipos y planta física. CONCLUSION La obsolescencia del equipamiento, los problemas de abastecimiento del material de vidrio y la inaptabilidad del frasco de alimentación enteral a las nuevas bombas de infusión, son algunas de las causas que estimularon el cambio de procesos, a repensar nuevas modalidades de trabajo mejorando calidad y eficiencia. El reconocimiento del desgaste natural de los procesos es el primer paso para todo cambio. PALABRAS CLAVES Reingeniería - Lactario - Cambio de procesos 2 3 NEW PROCESS IN A FORMULA PREPARATION ROOM OBJETIVE To improve the formula room unit production process in order to obtain safe and adequate nutritive products with a better cost-benefit equation than traditional process. METHOD The traditional process was analyzed through the opportunities and weakness method, to enable reformulation of the new inputs, throughputs and outputs. The reformulation system process followed the next steps: Replacement of glass bottles by disposable plastic bottles. Standarization of formulas. Semi-automatization of process. Changes in layout and equipment. Cool storage production up to 48 hours. Employees promotion and training. RESULTS Changes were planned in steps, the first one started in October 1998 with the replacement of glass baby bottle and enteral feeding bottle by disposable units. At the same time, the traditional flow chart in the washing/sterilized area was discontinued and the corresponding employee staff was separated with a personal cost reduction of 38%. Layout and new equipment was completed partially. CONCLUSION Equipment obsolescence, market problems with glass material, and artesanal preparation of formulas are some causes that stimulated the change process and to re-thinking new works modalities, improving quality and efficiency. The recognition of obsolete processes is the first step to reach an integral response to reengineering the system. KEY WORDS Reengineering - Formula room - Improvement process. 3 4 INTRODUCCION HISTORICA La globalización de la economía mundial en las últimas décadas del siglo XX ha vinculado aún más la realidad interna con el contexto externo. A tal punto que las decisiones sectoriales en la producción de bienes y servicios evalúan la trascendencia de estos cambios en la práctica cotidiana de sus organizaciones a todos los niveles y en todos los ámbitos, tanto público como privado. (1) Paralelamente a esta realidad los innumerables esfuerzos por mejorar la calidad nos estimulan a repensar procesos. Las palabras reingeniería y calidad aparecen cubiertas por un aura mágica, como la solución para todos los problemas. Si tenemos la necesidad de replantear algo es porque aunque haya dado buenos resultados por algún tiempo, la existencia de hechos nuevos amenazan o comprometen los buenos resultados. Evidentemente calidad y reingeniería están unidas. En el tema que nos ocupa, si pensamos en las herramientas de cambio que nos brindó el mercado durante la paridad cambiaria y antes de la crisis devaluatoria, tales como la globalización, tecnología y reingeniería e intentamos establecer una línea de desarrollo y evolución en la industria de alimentos y fórmulas para alimentación enteral, rápidamente reconoceríamos los extraordinarios avances. Paradójicamente, con los servicios de elaboración de fórmulas lácteas ocurre exactamente lo contrario. Con adaptaciones y modernizaciones pequeñas los Lactarios de hoy son casi idénticos a los de las décadas del 30 al 50. En nuestro país, las áreas de elaboración de fórmulas lácteas nacieron del esfuerzo conjunto de hospitales y productores de leche en 1928. (2) Desde entonces existe una amplia gama de lactarios con equipamiento y procesos similares cuya diferencia principal se basa en decisiones referentes al tipo de población a asistir y unidades a administrar. Si a esta situación la evaluamos en la actualidad es difícil reconocer ante tan turbulento panorama el impacto que las decisiones tendrán en la aplicación de cambios en el futuro. Es posible imaginar mercados depresivos, oferta de productos y servicios genéricos con poca o inexistente diferenciación y una actitud orientada al control de costos versus la generación de valor a través de variables referentes a la mejora contínua. ANTECEDENTES Las técnicas de mejoramiento incluyen modelos que guían los esfuerzos de todos nosotros y herramientas para la descripción de procesos y análisis de datos. Ningún administrador puede negar la posibilidad de mejorar sus procesos, de realizarlo con una cantidad mínima de errores, con un costo y tiempo organizacionalmente determinado (3). Es necesario comentar que cambiar caprichosamente tampoco coincide con el espíritu del trabajo, el mismo se basó en dos años de investigaciones (1997-1999) de evaluaciones del producto-servicio y en pensar respuestas más acordes a nuestra realidad institucional con demandas distintas de las planteadas en su inauguración en 1987. 4 5 Para la guía del presente trabajo adoptamos uno de los numerosos modelos de mejoramiento de la calidad existentes. Los modelos son una representación gráfica de la realidad, una especie de mapa que nos recomienda cómo explorar los procesos de trabajo que nos interesan y guían nuestras decisiones a través del método científico. El modelo utilizado (4) resume la secuencia de acción que arrojó el diagnóstico de situación y basó las acciones futuras que definieron el nuevo proceso. DEFINICIÓN DEL PROCESO ACTUAL ANÁLISIS DE AMBIENTES (Externo: Oportunidades – Amenazas. Interno: FortalezasDebilidades ) para la aplicación del cambio de proceso. DIAGNÓSTICO DEFINICIÓN DEL PROCESO ACTUAL: PROCESO TRADICIONAL (RECICLADO DE MATERIAL DE VIDRIO) Desde su inauguración en el año 1987 el Lactario del Hospital de Peditría “Prof. Dr.J.P.Garrahan” posee una estructura tradicional diferenciada en dos sectores (sucio y limpio) con una producción diaria de 1200 unidades. Los envases de vidrio (biberones y frascos para alimentación enteral) provenientes de las áreas de cuidado son recepcionados en el área sucia y considerándolos contaminados. Posterior a la recepción y categorización del material se procede al lavado (manual y automático) y armado del mismo. Para el acondicionamiento final, los envases vacíos y completos son esterilizados en autoclave a 121ºC durante 30 minutos. La recolección del material sucio proveniente de las áreas de internación, categorización del material, lavado y armado es realizado por Auxiliares (Lavadoras) entrenadas para tal fin. Los procesos de esterilización (inicial y terminal) son realizados por personal técnico del Area de Esterilización del Hospital. Posteriormente a la esterilización inicial en autoclave doble puerta, las unidades acondicionadas se disponen en el área limpia para su clasificación, rotulado, llenado y esterilizado; actividades realizadas (excepto el proceso de esterilización inicial y final) por Ayudantes de Servicio (Preparadoras) pertenecientes a la dotación del Area de Alimentación. El total de fórmulas a reconstituir responde a indicaciones individuales tipificadas según normativas de tipo de fórmula, frecuencia y horarios establecidos (5). La preparación, llenado, esterilización final (98ºC durante 10 minutos) y distribución se realiza en dos turnos que contemplan la totalidad de la demanda institucional. El proceso se realiza con: Recurso Humano: 1 Supervisor: Nutricionista principal. 1 Nutricionista Asistente. 11 Lavadoras: Primario completo. 16 Preparadoras: Ciclo básico completo. 3 Técnicos de Esterilización. 2 Personas de Mantenimiento. 2 Personas de Limpieza. 1 Personal administrativo. 5 6 Control bacteriológico Se realiza control bacteriológico dos veces por semana en diferentes turnos de las unidades listas para el consumo pre-esterilización terminal y post-esterilización Terminal. El número de muestras representativo de la producción diaria es del 10% del total del lote producido. El autoclave inicial es controlado semanalmente con testeo biológico. Distribución El proceso tradicional, implica la preparación artesanal y diaria de las tomas a proveer cuya distribución se realiza coincidentemente con los horarios de toma. Todas las tomas son de producción del día. (ANEXO I) PROCESO TRADICIONAL COSTO MENSUAL GLOBAL DE LA PRESTACIÓN: A) PERSONAL: Costo mensual $ (TABLA I) B) MATERIALES E INSUMOS Biberones de borosilicato completos: Frascos de vidrio para alimentación enteral completo: Material de limpieza y acondicionamiento: Descartables: Útiles de librería y fotocopias: Uniformes: Costo mensual $ $ $ $ $ $ $ C) GASTOS DE VAPOR Y SERVICIOS: Costo mensual $ D) CONTRATOS A TERCEROS PARA MANTENIMIENTO DE EQUIPOS: Costo mensual $ COSTO TOTAL MENSUAL CON PROCESO TRADICIONAL: ( Puntos : A , B . C y D ) = $. ANALISIS DE AMBIENTES Ambiente externo: Para el estudio del nuevo proceso fue necesario evaluar las oportunidades y amenazas del ambiente externo a nuestra organización cuyas variables no son modificables y pueden modificarnos. (6) OPORTUNIDADES: Globalización. Tecnología. 6 7 AMENAZAS Del Macroambiente: Inestabilidad Económica. Disminución de la inversión y el crédito. Transición política. Del Microambiente: Desempleo. Aumento del índice de pobreza. Cambios en el Sector Salud. Achicamiento del mercado. Ley de oferta y demanda en productos y servicios. Discontinuación en la fabricación industrial de material de vidrio borosilicato. Imposibilidad de utilizar envases descartables por costos de producción no competitivos. Ambiente interno: Así también se realizó el análisis interno de la organización y del sector en particular evaluándose las debilidades y fortalezas. DEBILIDADES Organizacionales: Cambios lentos de personal. Rendimiento decreciente del personal. Inconvenientes intragrupales. Ecuación costo-beneficio. Obsolescencia de materiales. Del Sector Lactario: Reciclado de vidrio: implica una cuantiosa dotación de recurso humano para las tareas de recolección de frascos sucios y su lavado, la compra de productos para el lavado específico de material, inspecciones, mantenimiento de equipamiento, transporte de material contaminado de las unidades de cuidado al sector Lactario. Del material (vidrio): El manipuleo del material genera accidentes por rotura en personal de Lactario y enfermería, madres y pacientes. Además de las pérdidas de unidades al someterlos al calor (esterilización pre y post). Esterilización inicial: Demanda tiempos en el proceso y es necesario contar con personal idóneo (Técnico de Esterilización), gastos de mantenimiento de equipos y controles para evaluar su funcionamiento. Equipamiento obsoleto: El agotamiento de la vida útil determina la necesidad de inversión (recambio-reciclado) en equipamiento (procesadores, esterilizador inicial, tolvas mezcladoras, heladeras, etc.) Crecimiento de la complejidad en la demanda del producto-servicio: La diversidad de patologías generó la producción de fórmulas artesanales cada vez más personalizadas, de difícil estandarización, mayor dificultad en la elaboración y mayor posibilidad de error. 7 8 Proceso de elaboración artesanal y reconstitución: La producción programada pero artesanal día a día, genera dificultades ante imponderables (licencias médicas del personal, rotura de equipos, etc.). Inocuidad: El hecho de reciclar material contaminado de las salas de internación implica riesgos latentes que pueden minimizarse y/o eliminarse pero cuya probabilidad está presente. FORTALEZAS Tipo de organización: Administración descentralizada que permite mayor flexibilidad en los cambios y autonomía de ejecución presupuestaria. Nivel decisorio: Poder centrado en el servicio experto o especialista. Producción estable: El promedio histórico de producción cuantitativa se mantiene estable (1000 biberones y 200 frascos para alimentación enteral por día). Conocimiento de las patologías prevalentes: Permite conocer la demanda de fórmulas a utilizar y sus características cualicuantitativas. Planta Física: De tamaño adecuado y con espacio para programar remodelaciones. Abastecimiento: La generación de compra de equipamiento e insumos es adecuada. MATRIZ DE POSICIONAMIENTO: Una vez evaluados los ambientes se utilizó una matriz de posicionamiento (7), instrumento que expresa una autoapreciación del desempeño y alcances de cambio de una organización. Para la confección de la matriz se establecen puntajes de 1 a 10 a cada uno de los escenarios evaluados y se ubica en la grilla para visualizar la estrategia a seguir. Se asignó nueve puntos a oportunidades y amenazas del ambinte externo,y del ambiente interno, diez puntos a fortalezas y nueve a debilidades. (TABLA II y GRÁFICO I) DIAGNOSTICO: La estrategia de mejoramiento del proceso es la elegida. Para el desarrollo del nuevo proceso se disminuirán al máximo las debilidades internas y se utilizarán al máximo las fortalezas organizacionales y sectoriales. OBJETIVO Es intención del presente trabajo lograr un proceso de mejoramiento que permita obtener productos bacteriológicamente seguros, nutricionalmente adecuados con una relación costobeneficio superior al proceso tradicional para responder a las necesidades integrales de nuestros pacientes. Los puntos para la evaluación, cumplimiento y seguimiento del objetivo general se detallan a continuación: 8 9 OBJETIVOS ESPECIFICOS 1. Reemplazo de material de vidrio por material descartable (discontinuación de los procesos en área sucia). 2. Implementación de proceso semiautomático en área limpia. 3. Acopio en frío en banco de fórmulas de 48 hs como mínimo y 72 hs como máximo. 4. Estandarización de las fórmulas lácteas hospitalarias. 5. Disminución del 38% de la dotación de personal afectado a tareas. 6. Promoción y capacitación específica del personal afectado al nuevo proceso. 7. Disminución del 16% en el gasto global del sector. MATERIALES Y METODOS Definición del Nuevo proceso Debido a la discontinuación del material reciclable (vidrio) y su reemplazo por material plástico descartable se excluyó del proceso las tareas que tradicionalmente se realizaban en el área sucia (sector que desaparece de la estructura y proceso) incluyendo la esterilización inicial del frasco vacío, proceso que ya no será necesario por partir de material apirógeno libre de patógenos. Los nuevos envases (biberones y frascos para alimentación enteral) serán preparados para su uso en el sector de acondicionamiento del área limpia. En este sector el material será armado y colocado en canastos portaenvases, rotulado con tipo de fórmula, volúmen y fecha de elaboración. Estación de llenado El proceso de preparación y llenado de las fórmulas lácteas se asemeja a un flujo semiindustrial. Se continuará utilizando fórmulas en polvo y agua segura para la reconstitución. El personal tendrá una mínima intervención en dichas operaciones, disminuyendo de esta manera la posibilidad de contaminación inicial y de errores por factor humano. Los envases acondicionados serán transportados por una línea sin fin (tracking) hasta la estación de llenado. La programación de la producción diaria de cada tipo de fórmula se realizará en tolvas semiautomáticas con una etapa de cargado de agua, mezclado y dispendio en el envase. El operador programará el lote y la etapa de llenado (calidad y cantidad de fórmula, volúmen de agua y tamaño del lote). La estación de llenado contará con balanza digital, provisión de agua a temperatura deseada por circuito indirecto, volcado de polvos y mezclado final en forma automática. Posterior al llenado y cierre hermético las unidades serán sometidas a esterilización final a 98ºC durante 10 minutos en procesadores terminales por vapor húmedo. Acopio en frío: Los lotes se almacenarán en dos cámaras frigoríficas a una temperatura ambiental que permita el mantenimiento de la fórmula entre 0ºC y 2ºC durante 48 hs. (8) 9 10 Acondicionamiento para el servicio: Debido a la baja temperatura de conservación las unidades serán acondicionadas por calor en microondas industrial y rotulados individualmente (sector, apellido, fecha, tipo de fórmula, volumen y horario de toma). Distribución: La misma se realizará según horarios normatizados (08, 11, 13, 16 19, 21, 23, 01 y 04 hs). Las tomas correspondientes a cada horario se distribuirán por área y se entregarán a Enfermería en el sector limpio para su consumo posterior. Forma de preparación: Las fórmulas se prepararán con una antelación de 48 hs. La semana laboral se planificará en base a la producción histórica de demanda, por ende el sector elaborará tipos de fórmula específica durante cada jornada. Ejemplo: Lunes (turno mañana): formula de inicio y continuación, martes (turno mañana): hidrolizado de caseína y fórmula sin lactosa. (ANEXO II) INVESTIGACIONES QUE SOPORTAN LOS OBJETIVOS ESPECÍFICOS: Reemplazo de material de vidrio por material plástico descartable (discontinuación de los procesos en Area Sucia) Para discontinuar el material de vidrio, fue necesario elegir el envase adecuado que reemplazara el vidrio, que soportara las modificaciones de manipuleo y esterilización final, que el calor no produjera migraciones del material plástico al contenido, y que pudiera incinerarse sin producir efectos nocivos al ambiente. Fundamentos para la elección del material plástico: Versatilidad: se puede variar la arquitectura de las moléculas del plástico obteniendo infinidad de variedades, cada una disponible para un propósito particular. Bajo peso: los materiales plásticos son mucho más livianos a igualdad de volúmen, que materiales tales como el vidrio: bastan 42 gramos para almacenar un litro de líquido. Resistencia: su estructura está específicamente diseñada para presentar gran resistencia. Seguridad: basada en que es un material irrompible. Además, no es un terreno adecuado para el desarrollo de microorganismos, por lo tanto no es atacado por éstos. (9) (10) Selección del material: El plástico elegido fue del tipo de los termoplásticos, los mismo no sufren cambios en su estructura química durante el calentamiento,son flexibles y resistentes a los golpes. Por sus características y los condicionantes propios de la manipulación en el lactario, los materiales elegidos son el polietileno (PE) de alta y baja y el polipropileno (PP) para la fabricación de frascos para alimentación enteral y biberones respectivamente. (11) (12) Estudios realizados al material: Para la adquisición por parte del Hospital de las unidades cada uno de los componentes de los envases deberán ser aprobados por la autoridad sanitaria competente a través del Instituto Nacional de Alimentos (INAL) según la Legislación Mercosur vigente, y en cumplimiento de las normas del Código Alimentario Argentino actualizado para materiales en contacto con alimentos. 10 11 Los estudios de evaluación y validación de los envases se llevaron a cabo en el Instituto Nacional de Tecnología Industrial (INTI) - Centro de Investigación Tecnológica para la Industria Plástica (CITIP), a continuación se detallan los estudios solicitados: 1) Ensayo de migración de componentes no poliméricos según Resoluciones GMC Nº 30 y Nº 36 del Mercosur (ó Resoluciones GMC Nº3/92, 56/92 y complementarias) en las condiciones de tiempo y temperatura habituales de uso en el Hospital. Con este análisis se evalúa si hay migración del material plástico al contenido, es decir a las fórmulas lácteas. 2) Modificación de caracteres organolépticos: el sabor, aroma y color de los productos envasados no deben modificarse. 3) La tetina debe cumplimentar la directiva de la Unión Europea Nº93/11/CEE. 4) El material debe ser de color natural, sin pigmentos ó de color blanco para roscas y cubretetinas con pigmento aprobado según Resolución GMC 28/93 del Mercosur. (13) Disposición final del material usado: Una vez utilizados los envases plásticos en las áreas de internación se disponen en las bolsas de basura junto con los demás residuos biopatogénicos de estos sectores cuyo destino final se realiza por incineración en el horno pirolítico del Hospital. Cabe destacar que la disposición final no produce residuos clorados al medio ambiente. Del volúmen total de residuos biopatogénicos incinerados diariamente en el hospital los biberones y frascos plásticos alcanzan sólo el 1% del total de productos. (14) Implementación de proceso semiautomático en Area Limpia Remodelación de la Planta Física Teniendo en cuenta la superficie actual, se consideró ampliar el Area Limpia redistribuyendo la superficie actual Area Sucia. (15) (ANEXO II) Revestimiento de pisos y paredes: Se colocará en toda la superficie del Area limpia sobre paredes, pisos y zócalos un revestimiento de vinilo específico para lugares asépticos, de color claro. Las ventajas de este producto son brindar un excelente nivel de resistencia a hendiduras, solventes, manchas, productos químicos y cargas rodantes. Sus juntas soldadas a calor constituyen una barrera excelente contra la penetración de la suciedad y la humedad. Tiene propiedades antideslizantes y baja inflamabilidad. No se utiliza pintura tipo Epoxi debido a su escasa durabilidad. El azulejo se excluye en su totalidad de las áreas de preparación. Aire acondicionado: El Area limpia deberá contar con una temperatura ambiente de confort de aproximadamente 25ºC durante todo el año, A tal fin se contará con aire acondicionado con gradiente positivo con filtros, prefiltros y filtros absolutos (HEPA) al 99,97% de eficiencia que eviten el pasaje de partículas mayores de 0,03 micrones de diámetro. 11 12 Equipamiento (16) Procesadores terminales: Serán cuatro unidades y reemplazarán a los existentes ya obsoletos. Serán totalmente automáticos, con control de microprocesador, con impresión de cada uno de los ciclos realizados: el tiempo de calefacción hasta alcanzar los 98ºC, la temperatura durante los diez minutos del proceso y el tiempo de enfriamiento hasta alcanzar los 40ºC aproximadamente por entrada de agua por sistema spray. Esto permite la contínua supervisión y documentación de todos los ciclos. El ciclo total dura aproximadamente 25 minutos y tienen una capacidad de 100 biberones ó 60 frascos cada uno. (17) Tolvas mezcladoras: Se utilizarán para realizar la disolución, el mezclado y el dispendio de la fórmula láctea en polvo con agua segura previamente hervida. Serán dos unidades de acero inoxidable calidad AISI-316L con terminación interior y exterior pulida sanitaria espejo. La capacidad de carga ó volúmen será de 65 litros a una cadencia de trescientos envases por hora por línea aproximadamente. Cada unidad constará de un tanque donde el operador volcará el polvo, un sistema de agitación con paletas que garantice la adecuada preparación de las fórmulas sin formación de grumos, una conexión de tuberías para limpieza, enjuague y desinfección, y un dispensador semiautomático programable para el llenado de las unidades. Serán de fácil limpieza y apertura, desarmables y con tapa hermética. Responderá a las especificaciones y procedimientos de aplicación según las recomendaciones de la International Dairy Federation (IDF) relacionados con los procesos de limpieza de instalaciones y máquinas utilizados en los procesos de la industria lechera. Generador contínuo de agua caliente: La función es la provisión automática de agua segura y caliente a las tolvas para la elaboración de las fórmulas lácteas. El generador producirá agua caliente con calefacción a 105ºC por circuito indirecto con terminación sanitaria interna y externa y entregará diez litros por minuto. Deberá tener un controlador automático que permitirá monitorear el tiempo de exposición del agua a 105ºC durante cinco minutos, enfriamiento a un rango de 70ºC ±2ºC, y un indicador de agua lista para su uso. Ablandador de agua: Su función es la provisión de agua blanda al generador contínuo. Será de plástico sanitario con sistema de regeneración automática. Línea de tracking: Servirá para el transporte de los envases hasta las tolvas donde se detendrán debajo del dispenser para su llenado con la fórmula láctea según volúmen programado. Balanza electrónica: Se utilizará para el pesado de los polvos para la realización de las prescripciones dietéticas específicas (preparaciones individuales). Tendrá una capacidad mínima de 0,5 gramos, una carga máxima de hasta un kilo y una resolución de peso de 0,5 gramos. Cámara frigorífica: Su función será almacenar los envases llenos y esterilizados durante un mínimo de 48 horas entre 0 a 2ºC. 12 13 Serán dos unidades de tipo modular con una antecámara que deberá mantener una temperatura de 10ºC aproximadamente, con revestimientos y puertas de acero electrozincado. Racks (estanterías móviles): Se utilizarán para el transporte de los envases en sus canastos en el área limpia y para su posterior acopio dentro de las cámaras frigoríficas. Serán de chapa prepintada con pintura tipo Epoxi, con cuatro ruedas para permitir el deslizamiento. Horno microondas: Su uso se destinará exclusivamente para el acondicionamiento de la temperatura de los biberones que serán servidos en las salas de internación. Estas unidades serán consumidas inmediatamente por el paciente, por lo tanto se calentarán entre 20 y 25ºC, se agitará su contenido para lograr homogeneizar el calor y se distribuirán. Se utilizará un horno de tipo industrial, de acero inoxidable, con fácil acceso al filtro para su limpieza, con capacidad para treinta frascos para alimentación enteral ó cincuenta biberones. (ANEXO II) Acopio de la producción en Banco de Fórmulas El objetivo propuesto para el acopio es de un mínimo de 48 horas y 72 horas como máximo. Para definir el tiempo de almacenamiento se reprodujeron las condiciones habituales de trabajo y se tomaron muestras a las 12, 24, 36, 48, 60 y 72 horas de la producción con esterilización final almacenada a 0ºC. Se constató a través de análisis bacteriológico: sin desarrollo de microorganismos mayor a 103 unidades formadoras de colonias. Estandarización de fórmulas hospitalaria: Se estandarizó por tipo de fórmula, porcentaje de reconstitución, horario y volúmen. Tipificación L1: Fórmula de inicio al 13.5%. L1 plus: Fórmula de inicio al 18%. L2: Fórmula modificada al 15%. L2 plus: Fórmula modificada al 20%. C: Fórmula sin lactosa al 15%. C plus: Fórmula sin lactosa al 20%. E: Fórmula con caseína hidrolizada al 13%. E plus: Fórmula con caseína hidrolizada al 18%. Horario: 08, 11, 13, 16, 19, 21, 23, 01 y 04 horas. Volumen: Biberones: 50, 100, 150, 200 y 250 cc. Frascos: 100, 200, 300, 400, 500 y 600 cc. La tipificación responde a las recomendaciones nutricionales (18) de calorías, proteínas, calcio, hierro y líquido por kilo de peso según grupo etáreo. La utilización de agregados de nutrientes (hidratos de carbono, proteínas y grasas) se realiza sólo en casos excepcionales y según patologías específicas. 13 14 Disminucion del 38% de la dotación de personal afectado a las tareas del Lactario y nuevos perfiles de los cargos. La discontinuación de las actividades que se realizan en el Area Sucia modificaron drásticamente la cantidad de Auxiliares de Servicio (Lavadoras) a solo dos personas. El personal remanente fue trasladado a otros sectores dentro del Hospital. Nuevos Perfiles: El cambio en el proceso y en las actividades modificó de manera cualicuantitativa el perfil del cargo. Todo el personal afectado al Area tendrá asignadas actividades en cada estación (acondicionamiento, actividades en la estación de llenado, procesamiento, almacenado, acondicionamiento para el servicio y distribución). Promoción de personal: El 100% del personal posee en la actualidad el perfil acorde de Ayudante de Servicio (Preparadoras) según el Régimen de Personal de la institución. Las tareas de mayor responsabilidad son realizadas por tres agentes del sector provenientes de la dotación permanente. Reducción de las horas de trabajo asignadas al Lactario de los Técnicos de esterilización: Con el cambio de proceso las actividades del personal del Area de Esterilización disminuirán a la mitad del tiempo asignado con el proceso tradicional;limitándose a realizar y/o controlar el correcto procesamiento terminal de los frascos y biberones llenos. Capacitación de personal: Al automatizar tareas que se realizaban artesanalmente, el personal contará con mayor disponibilidad de tiempo para intensificar programas de capacitación orientados a los cuidados específicos que implica el nuevo proceso. Disminución del 16% en el gasto global del sector: NUEVO PROCESO. COSTO GLOBAL MENSUAL DE LA PRESTACIÓN: A) PERSONAL: Costo mensual $ (TABLA III). B) MATERIALES E INSUMOS: Costo mensual $ (TABLA IV) C) GASTOS DE VAPOR Y SERVICIOS: Costo mensual $ D) CONTRATOS A TERCEROS PARA MANTENIMIENTO DE EQUIPOS Y AIRE ACONDICIONADO: Costo mensual $ COSTO TOTAL MENSUAL CON NUEVO PROCESO ( Puntos A, B, C y D ): $ 14 15 El costo del nuevo equipamiento no se ha tenido en cuenta debido a la necesidad de recambio por obsolescencia. RESULTADOS Los cambios de proceso realizados deben respetar la prestación ininterrumpida del servicio, por ello la asignación presupuestaria fue planificada de manera gradual. Los objetivos específicos obtenidos se detallan a continuación: ETAPAS DE IMPLEMENTACIÓN 1) Reemplazo de material de vidrio por material descartable (discontinuación de los procesos en Area Sucia): 100% de cumplimiento. 2) Implementación de proceso semiautomático en Area Limpia: incorporado y en uso: 30%; en etapa licitatoria: 70% cumplimiento. 3) Acopio en Banco de Fórmulas de 48hs como mínimo: 0% cumplimiento. 4) Estandarización de Fórmulas hospitalaria: 100% cumplimiento. 5) Disminución del 38% de la dotación de personal afectado a tareas del Lactario: 100% cumplimiento. 6) Promoción y capacitación específica del personal afectado al nuevo proceso: 100% cumplimiento. 7) Disminución del 16% en el gasto global del sector: 100% cumplimiento. ETAPA 1 El primer reemplazo de material de vidrio por plástico descartable se realizó con las unidades de biberones en diciembre de 1998, y el de los frascos de alimentación enteral en mayo de 1999. Para el diseño de los biberones se respetó el envase estándar de 250 cc con escala graduada cada 50 cc. El prototipo de frasco para alimentación enteral requirió de numerosas pruebas respecto a las diferentes formas de administración, resistencia mecánica del material para el pasaje del líquido e introducción de las distintas guías y utilización de bombas para alimentación de los distintos proveedores disponibles en el Hospital. Con el reemplazo total del vidrio se procedió al cerrado del Area Sucia. ETAPA 2 La compra, instalación y puesta en marcha de los cuatro equipos procesadores de fórmulas lácteas finalizó en octubre de 1998. A partir de ese momento el procesamiento final contó con las características del nuevo equipo. Se construyó el area de acondicionamiento para el acopio y armado del material descartable en junio de 1999. Las especificaciones de las remodelaciones y equipamiento han sido elevadas para la ejecución de compra,sin embargo tanto la compra de equipamiento como el proyecto de remodelación de la planta física restante fueron suspendidos por razones presupuestarias en marzo del 2002. ETAPA 3 El acopio del producto preparado está ligado a la ejecución de la etapa 2 y se realizará una vez finalizada la obra y la instalación del equipamiento. 15 16 ETAPA 4 Se realiza desde octubre 1998. ETAPA 5 En general los cambios de procesos traen aparejado una disminución cuantitativa de personal y el incremento de automatización como ha sido detallado. En nuestra organización el personal ha pasado a cumplir funciones en otro sector, evitando los efectos indeseables de los despidos, situación altamente conflictiva y frecuente por la generación de alta resistencia al cambio. ETAPA 6 Los cursos con evaluación inicial y final se realizaron respetando los siguientes contenidos y fechas: 1)Hacia dónde vamos?: 2)Higiene personal: 3) Manipuladores de alimentos: 4) Principios de esterilización y microbiología: 5) Liderazgo y acción grupal: 6) Fórmulas disponibles en el mercado: Diciembre de 1998. Mayo de 1999. Junio de 1999. Agosto de 1999. Septiembre de 1999. Abril, julio y octubre de 1999. ETAPA 7 Los costos comparativos nos muestran claramente la ventaja económica del nuevo proceso (disminución del $ del gasto global del sector en un año). Los costos financieros de inversión de nuevo equipamiento y remodelación de la planta física que ascienden a $ se amortizarán en un período de dos años desde su ejecución e implementación efectiva. En la decisión resulta obvio que la viabilidad económico-financiero ha facilitado la ejecución del proyecto. De todas maneras resulta importante destacar que la decisión centrada en la relación costobeneficio es solo una variable en el componente decisorio. (GRÁFICO II) DISCUSION Por un lado resulta controvertido el uso e implementación de un proceso de estas características en cualquier área de elaboración de fórmulas. Lactarios con volúmenes pequeños de producción encontrarán otras posibilidades más eficaces y eficientes. En cambio la centralización de la producción de varios centros parecería una apuesta ventajosa desde todo punto de vista (económico, financiero, calidad del producto, estandarización, mano de obra) al igual que lactarios con una producción mayor a 600 unidades por día. Además, la elección del material utilizado es una variable de significancia. Nuestra meta fue conseguir que el costo de la unidad descartable sea muy bajo, más bajo que el precio promedio del mercado de comercialización. Para ello encaramos un estudio exhaustivo de materiales condicionando la búsqueda a proveedores de plásticos que pudieran realizar una matriz a bajo costo, tuvieran infraestructura para responder a nuestra demanda y fabriquen en nuestro país. Los precios que obtuvimos fueron el 65% más bajos que el precio del biberón y frasco para alimentación enteral promedio del mercado. 16 17 El producto biberón y frasco para alimentación enteral de material plástico descartable existe en el mercado nacional, sin embargo resulta evidente que con el nuevo escenario económico deberá evaluarse la opción más acorde (reciclado de vidrio-uso de descartables) con el presupuesto asignado. En nuestro caso y hasta la fecha (mayo 2002) la ecuación costobeneficio continúa siendo ventajosa en la utilización de unidades de descartables versus la exploración realizada en referencia al costo –beneficio del uso de material de vidrio. La discontinuación de los procesos en área sucia aportan sin duda las mayores ventajas institucionales respecto a la seguridad bacteriológica del producto terminado y a los riesgos que conlleva el reciclado de material contaminado proveniente de las salas de internación. El avance tecnológico en proyectos de esta índole es indiscutible y nos brinda herramientas que cada institución deberá evaluar para su implementación total o parcial; ya que de ningún modo los procesos utilizados para un sector pueden reproducirse en otros. Un comentario particular merece el incumplimiento en la finalización de la obra de remodelación y equipamiento y por ende la parcialidad de los resultados obtenidos. En este aspecto es posible que los autores hayan sobreestimado el valor de las fortalezas y oportunidades de los ambientes, como así también la fuerza política de las debilidades y amenazas en la generación de una estrategia de mejoramiento y sus fronteras de cumplimiento. CONCLUSIONES Frente a los numerosos inconvenientes que presentó el proceso tradicional a través de los años ,estimularon la necesidad de repensar nuestra forma de trabajo. La necesidad de cambio fue nuestro primer Posiblemente haya sido esa nuestra primera pregunta. . El reconocimiento del desgaste natural de los procesos es el primer paso para todo cambio. Los productos y servicios tienen ciclos de vida que juegan un papel preponderante con el transcurso del tiempo. Todos los procesos siguen un ciclo de vida, la etapa de decadencia del nuestro ocurrió a los diez años de comenzar. Resulta destacable que los cambios que pudieron implementarse redundaron en la mejora del procedimiento tradicional a un costo menor. La discontinuación de los procesos del Area Sucia con la utilización de material descartable facilitó la implementación de sistemas de aseguramiento de la calidad en los procesos y mejoraron el servicio de fórmulas a pacientes (unidades perdidas por robo o rotura, frascos de vidrio con cierres no herméticos, gasto en insumos para el lavado, acondicionamiento y esterilizado). La estandarización de fórmulas hospitalarias facilitó todas las etapas del proceso, racionalizó el control de la indicación médica, la compra de insumos y minimizó los errores del operador. Los resultados obtenidos en la disminución de la dotación de personal están ligados al mejoramiento en la administración del recurso humano. 17 18 BIBLIOGRAFIA (1) Ferrer Aldo. Historia de la globalización. Orígenes del orden económico mundial. Fondo de cultura económica. 1º edición 1996 Buenos Aires. (2) Blasi S.. Evolución histórica en Areas de Elaboración de Fórmulas Lácteas. Presentado en el curso “Management para el cambio en Procesos de Elaboración de Fórmulas Lácteas”. Hospital de Pediatría Prof. Dr. J.P. Garrahan. Septiembre 1998. (3) Drucker P. y Nakauchi I. Tiempo de desafíos. Tiempo de reinvenciones. Editorial Sudamericana, 1997. (4) Markides Constantino. El imperativo de la innovación. Revista Gestión 1999; Vol 4, Nº6: 176-185. (5) Area de Alimentación. Hospital de Pediatría Prof. Dr. J.P. Garrahan. Manual de asistencia alimentaria, 1º edición 1993 Buenos Aires. (6) Porter M., Estrategia Competitiva, E.Rei Argentina 2º edición marzo 1992 Buenos Aires. Cap 1, pag 23-52. (7) Lambin J.. Marketing Estratégico. La elección de una estrategia, Mc Graw-Hill 3ºedición 1995. Pag 329-332. (8) The American Dietetic Association. Preparation of Formula for Infants: Guidelines for Health care facilities, 1991.Chapter II: 29-30. (9) Clegg P. y Huck N.. Plastics. J.Chem 1961; 26: 282-283. (10) Revista Plásticos: publicación de la Cámara Argentina de la Industria Plástica. Buenos Aires. Noviembre 1985. (11) Sandiford D. y Willbourn A. Polythene, Renfrew D. y Morgan P. 2nd edition 1960 London. Chapter 8. (12) Fundación de la Industria Plástica para la preservación del medio ambiente. Boletín informativo y educativo sobre los plásticos y sus residuos. Buenos Aires, 1988. (13) Area de Alimentación. Hospital de pediatría Prof. Dr. J.P.Garrahan. Pliego de bases y condiciones para la adquisición de frascos para alimentación enteral y mamaderas descartables, 1998. (14) Hospital de Pediatría Prof. Dr. J.P.Garrahan. Normas de Bioseguridad. Precauciones universales, 1998. (15) Plastivida: Asociación Civil sin fines de lucro especializada en plásticos y medio ambiente. Gacetilla informativa, 1991. (16) The American Dietetic Association. Preparation of Formula for Infants: Guidelines for Health care facilities, 1991. Chapter I, pag 17-18. (17) The American Dietetic Association. Preparation of Formula for Infants: Guidelines for Health care facilities, 1991. Chapter II, pag 29-30. (18) Area de Alimentación. Hospital de pediatría Prof. Dr. J.P.Garrahan. Pliego de bases y condiciones para la adquisición de procesadores de fórmulas lácteas, 1º edición 1997 Buenos Aires. (19) National Academy of Sciencies. Recommendation Dietary Allowances, 10 th edition. J. Am. Diet. Assoc. 1989; 89: 12. 18 19 GRAFICOS, TABLAS Y ANEXOS ANEXO I: Proceso Tradicional: Planta física, equipamiento y flujograma. TABLA I: Costo mensual de personal en el Proceso Tradicional. Categoría Cantidad Sueldo bruto ($) Horas Extras ($) Preparadoras 16 - 8+3 (equivalente (categoría 6) Lavadoras (categoría 3) a 3 personas) Técnicos de esterilización 3 - 2 - 2 - Administrativo 1 - TOTAL a) 35 (categoría 12) Personal de limpieza Personal de Mantenimiento Personal $ 19 20 TABLA II: Análisis de ambientes. OPORTUNIDADES AMENAZAS FORTALEZAS Globalización Transición Política – Tecnología Cambios en el Sector Salud Acceso a la información Inestabilidad Económica Desempleo Ley de oferta y demanda en productos y servicios 9 puntos Discontinuació n de la fabricación de vidrio borosilicato. Imposibilidad de usar material descartable por costos no competitivos 9 puntos DEBILIDADES Tipo de organización y nivel decisorio Producción estable Reciclado de vidrio Del material (vidrio) Conocimiento de las patologías prevalentes Esterilización inicial Equipamiento obsoleto Planta Física Crecimiento de la complejidad de la demanda Proceso artesanal y reconstitución Abastecimiento Capacidad creativa y resolución de contingencias 10 puntos 9 puntos 20 21 GRAFICO I : Matriz de posicionamiento. +Oportunidad es Baja Media Alta X Alta Media Baja - Amenazas +Fortaleza s +Debilidades Referencias: Estrategias: Diversificación Mantenimiento Mejoramiento ANEXO II: Nuevo Proceso: Planta física, equipamiento y flujograma. 21 22 TABLA III: Costo global mensual de personal del Nuevo Proceso. Categorización Dotación Supervisión 3 Preparadoras 12 Técnicos de esterilización 1.5 Personal de limpieza 2 Personal de 2 Gasto en ($) mantenimiento Personal administrativo 1 TOTAL 21.5 22 23 TABLA IV: Costo global mensual de materiales e insumos del Nuevo Proceso. Denominación Gasto en ($) Biberón descartable completo Frasco descartable para alimentación Enteral completo Material para limpieza y acondicionamiento Uniformes Descartables Utiles de librería y fotocopias TOTAL 23 24 GRAFICO II: Estudio comparativo de costos. 40.000 35.000 TOTAL 30.000 25.000 Personal 20.000 15.000 Insumos 10.000 Otros 5.000 0 Tradicional GASTOS Nuevo METODO TRADICIONAL METODO NUEVO PERSONAL INSUMOS OTROS TOTAL AHORRO = % 24