II.-H2SO4 - Web del Profesor
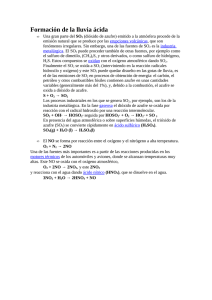
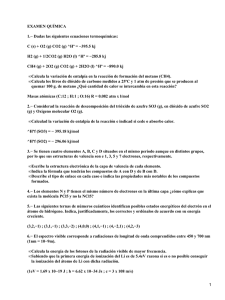
Anuncio

33 S, H2SO4 II.- AZUFRE. ACIDO SULFURICO II.1.- INTRODUCCION El azufre y sus compuestos ocupan un lugar preeminente en la química industrial. Toman parte en la mayoría de las transformaciones químicas y constituyen la primera y la mas estudiadas de las áreas de la química industrial. El azufre se conoce desde tiempos prehistóricos; con el nombre de piedra inflamable se le menciona en la Biblia y en otros escritos antiguos. A causa de su inflamabilidad, los alquimistas lo consideraron como un elemento esencial de la combustión . El azufre se encuentra disperso en toda la corteza terrestre, la mayor parte bajo la forma de sulfatos y disperso en combustibles fósiles. Tradicionalmente la industria se abasteció de materia prima: inicialmente de los yacimientos de azufre elemental y, posteriormente, de los óxidos de azufre provenientes de la tostación de sulfuros. Actualmente, los requerimientos ambientales, que exigen la desulfuración de los combustibles fósiles, han abierto una fuente muy importante de suministro de azufre elemental. Los derivados inorgánicos del azufre comprenden innumerables óxidos, ácidos y sales; los derivados orgánicos todas las posibles moléculas imaginables al combinar C, H, O, N, S y otros elementos. Mas de 90% del consumo de azufre en insumos químicos se canaliza a través del empleo del ácido sulfúrico en la gran industria química. En el ámbito nacional las plantas de producción de ácido sulfúrico se abastecen mediante el azufre producto de la desulfuración de crudos de petróleo. Mas del 90% de ácido sulfúrico producido se consume en la fabricación fertilizantes fosfatados. En este curso se hace énfasis en: a) el estudio del proceso de producción de azufre elemental a partir del ácido sulfhídrico proveniente de la desulfuración de crudos de petróleo y, b) la producción de ácido sulfúrico por el método de contacto. Ambos procesos aplicados en el ámbito nacional. II.2.-AZUFRE II.2.1.- INFORMACION GENERAL El azufre elemental volcánico es conocido desde los orígenes de la civilización. Llamado piedra ardiente, se le consideró como el combustible de las regiones infernales. Hasta mediados del siglo XIX, los yacimientos de la isla de Sicilia en Italia suministraban la casi totalidad de los requerimientos del producto a nivel mundial. A comienzo del siglo XX comenzaron a explotarse nuevos yacimientos en la zona del Golfo de México, que abastecieron los requerimientos de la industria americana, el azufre se cotizaba puesto en el Golfo de México. A mediados del siglo XX se comenzó a producir azufre como producto de la desulfuración de arenas bituminosas, sobre todo en Canadá, y se comenzó a cotizar el azufre Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S, H2SO4 34 puesto en Vancouver. Por exigencias ambientales, el petróleo y sus derivados deben someterse a etapas de desulfuración, aumentando continuamente las disponibilidades de azufre provenientes de esta fuente. Desde el punto de vista químico es posible obtener azufre por reducción de cualquiera de sus óxidos, pero el alto consumo de energía del proceso, no permite obtener un producto a precio competitivo. La mayor parte de la producción de azufre es destinada a las plantas de ácido sulfúrico. En el ámbito nacional, los requerimientos de azufre son suplidos por el producto proveniente de la desulfuración de petróleo. Propiedades.- El azufre es un sólido cristalino de color amarillo pálido, los átomos están asociados en moléculas de ocho átomos, S8, su densidad es de 2,06. Al estado sólido se presenta en 2 formas cristalinas o estados alotrópicos, rómbica y monoclínica; la transición cristalina se produce a la temperatura de 95,5oC: S rómbico S monoclínico + 76,8 Kcal/mol El azufre monoclínico funde a la temperatura de 119 oC. El azufre monoclínico funde a la temperatura de 112oC. La transición de azufre rómbico a monoclínico es lo suficientemente lenta para permitir que la forma rómbica pueda calentarse hasta su fusión a 112oC. La transición monoclínica a rómbica es más lenta que la transición inversa, los cristales monoclínicos pueden enfriarse hasta la temperatura ambiente; después, en unos cuantos días pasan a la forma rómbica estable. El azufre líquido a una temperatura cercana al punto de fusión es un líquido fluido de color amarillo, con una viscosidad cercana a la del agua. Cuando la temperatura aumenta, se oscurece hasta un color rojo pardo, su viscosidad crece en forma notable a partir de los 160oC. Entre 200 y 250oC, se convierte en una sustancia plástica que apenas fluye. Entre 250o y la temperatura de ebullición a 444,6oC, la masa vuelve a hacerse fluida. Las moléculas gaseosas de azufre están formadas por 8 átomos, S8.Figura II.1 La temperatura del azufre fundido que se maneja industrialmente debe mantenerse entre 120 y 160oC. 104 103 102 10 1 100 200 300 400 500 temperatura oC Figura II.1.-Viscosidad del S líquido Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 35 S, H2SO4 II.2.3.-EXTRACCION DE AZUFRE ELEMENTAL DESDE YACIMIENTOS El azufre se extrae desde depósitos subterráneos aplicando el Proceso Flasch, figura II.2. Se comienza por perforar el estrato que conduce al azufre, que se encuentra a una profundidad de entre 250 y 450 m. Se introduce en el agujero de la perforación un sistema formado por 3 tubos concéntricos. A través de la envolvente tubular exterior se inyecta agua caliente a 160 oC y presión de 10 a 18 atm. El azufre funde en contacto con el agua caliente y se va acumulando en el fondo de la perforación, pasa a través de unos agujeros que posee el tubo en su exterior, y que actúan como cedazo, y penetra en el tubo intermedio. Mediante aire comprimido que se inyecta por el tubo central se obliga al azufre a ascender a la superficie donde se le recoge en grandes depósitos donde se solidifica. El consumo de energía es considerable, por cada tonelada de azufre se requiere de inyectar de 10 a 15 toneladas de agua recalentada. Fig. II.2.- Proceso Flasch II.2.4.- OXIDACION DEL H2S El sulfuro de hidrógeno o ácido sulfhídrico reacciona con el oxígeno produciendo agua y azufre elemental: H2S + ½ O2 H2O + S + 53 Kcal La reacción no es completa si se emplea la cantidad teórica de aire; si se emplea un exceso de aire, parte del H2S pasa a SO2 en lugar de producir S. El empleo de bauxita, mineral de Al2O3, como catalizador en la oxidación del H2S facilita el control del proceso y mejora el rendimiento. La producción de azufre en hornos de oxidación de H2S en presencia de catalizador de bauxita se conoce como proceso Claus. Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S, H2SO4 36 II.2.5.-PROCESO CLAUS Oxidación del H2S a S sobre un lecho catalítico de bauxita. H2S + ½ O2 H2O + S + 53 Kcal Todas las modificaciones introducidas al proceso original pretenden mejorar la conversión de H2S a S, aumentar la eficiencia energética y reducir la cantidad de gases sulfurados descartados a la salida de la planta. Proceso Claus original. Figura II.3 En el proceso original la reacción se efectuaba en una etapa catalítica. El calor de reacción se disipaba por radiación, el rendimiento de azufre oscilaba entre 80 y 90% del alimentado en el H2S. El disipar el calor por radiación limitaba la conversión por masa de catalizador, y por lo tanto la producción de S posible de obtener para un determinado tamaño de planta. Proceso Claus modificado 1 Se quema una tercera parte del H2S disponible produciendo SO2 H2S + ½ O2 SO2 + H2O + 124 Kcal El SO2 producido se mezcla con las restantes dos terceras partes de H2S y se alimenta a hornos Claus, donde se produce la reacción: 2H2S + SO2 3S + 2H2O + 35 Kcal Los gases salen de la etapa de combustión del H2S a SO2 a una temperatura cercana a los 1000oC, se enfrían y se mezclan con los dos tercios del H2S remanente, se alimentan a la etapa catalítica a una temperatura de entre 200 y 300oC. O2 (aire) H2S H2S Vapor alta presión Reactor catalítico 200 a 350 oC Vapor Horno combustión 950 a 1250oC O2 (aire) Intercambiador de calor S líquido Reactor catalítico 170 a 350 oC Condensador de azufre 130 a 200 oC Tratamiento de gases purga Fig.II.3.-Proceso Claus S líquido Vapor baja presión Condensador de azufre 130 a 200 oC gases purga Tratamiento de gases purga S líquido gases purga Fig.II.4.-Proceso Claus modificado Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S, H2SO4 37 Proceso Claus modificado 2. Figura II.4 y II.5. Este es el proceso que se conoce industrialmente como Claus modificado La conversión de H2S a S se realiza en 2 etapas sucesivas. A la planta se alimenta el H2S con el aire teórico, entre un 60 y 70% del H2S es quemado en la cámara de combustión de una caldera produciendo S; el S producido condensa y se separa de los gases. Los gases que contienen el H2S y el O2 que no han reaccionado se alimentan a hornos Claus a una temperatura comprendida entre 170 y 350oC. La mayor cantidad de S se forma en la cámara de combustión y es removido en el condensador. Se reduce la carga en la etapa catalítica, aumentando la conversión hasta un 92 a 94%. La cantidad de H2S que se puede procesar alcanza de 250 a 300 m3 por hr y por m3 de catalizador. Los gases descartados a la salida de la planta son incinerados para destruir el H2S. El SO2 formado debe ser eliminado, mediante absorción en soluciones alcalinas u otro procedimiento, antes de descartar los gases inertes a la atmósfera. Para aumentar la eficiencia se emplean varias etapas de conversión catalítica. Entre cada etapa se condensa el S formado. Procesos Claus Super 99. Diagrama de flujo figura II.5 Corresponde al proceso Claus modificado, mas una etapa final de conversión catalítica con un catalizador más eficiente que la bauxita. La composición de la mezcla gaseosa que se alimenta a esta última etapa se ajustada mediante la adición de aire o H2S. Se logra alcanzar mas de 99% de eficiencia en la conversión a azufre elemental. Proceso Claus Modificado purificador gases vapor Reactor Reactor bauxita bauxita catalítico catalítico Reactor x catalítico quemador S caldera H2S Aire vapor vapor vapor Condensador Condensador Condensador S S S vapor Conden sador Fig. II.5.-Proceso Claus Super 99 Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S gases sin S S, H2SO4 38 El funcionamiento de las plantas es perturbado por: a) fluctuaciones en el flujo y la composición de la mezcla gaseosa alimentada. b) variaciones de temperatura en el catalizador que disminuyen el porcentaje de conversión; c) Impurezas que acompañan a la mezcla gaseosa alimentada, como: CO2, CH4, NH3, y que conducen a reacciones secundarias que alteran las condiciones de equilibrio de la reacción principal. FISICO QUIMICA DEL PROCESO En la conversión del H2S a S participan varias reacciones; sin embargo, la conversión total es representada por la ecuación: H2S + ½ O2 l/x Sx + H2O + 53 Kcal El azufre de acuerdo a la temperatura se asocia en moléculas que contienen desde 2 a 8 átomos, x varía de 2 a 8. El proceso se complica cuando la corriente gaseosa que alimenta el H2S a la planta se encuentra contaminada con otros componentes como: CO2, CH4, NH3. Equilibrio La constante de equilibrio en función de las presiones parciales queda expresada por: K p1/Sx x pH 2O pH 2 S p1/O2 2 K es función de la temperatura de acuerdo a una relación del tipo ecuación de Arrhenius. La reacción es exotérmica, a medida que la temperatura aumenta disminuye el valor de la constante de equilibrio. En la figura II.5 se representa una curva experimental de la conversión al equilibrio de H2S a S., en un estudio hecho con una mezcla estequiométrica de H2S y O2. Entre 200 y 550oC, el porcentaje de conversión cae continuamente, la reacción es exotérmica, el valor de la constante de equilibrio disminuye. En este mismo rango de temperatura, el número de átomos que forman la molécula de S va disminuyendo de 8 a 2, S8 S2 , en la misma masa de azufre se tiene un mayor número de moléculas, la presión parcial del S aumenta proporcionalmente 100 90 80 70 60 50 100 Zona catalítica 200 400 Zona combustión 600 800 1000 1200 temperatura oC Figura II.6.- Conversión H 2S a S. Equilibrio. Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 39 S, H2SO4 al número de moléculas. A una temperatura dada, la cantidad de S necesaria para alcanzar el valor de la presión parcial de S, que satisface la constante de equilibrio, disminuye a medida que las monóculas pasan de S8 a S2, por lo que disminuye el porcentaje de conversión. A partir de 550oC, el porcentaje de conversión aumente con el aumento de la temperatura, el H2S comienza a descomponerse térmicamente en S e H2, cambia el mecanismo de producción de S. En los hornos de azufre, en la etapa inicial del proceso Claus modificado, la descomposición térmica del H2S es el mecanismo preponderante en la producción de S. Cinética La velocidad de reacción en sentido directo, v1, es proporcional al producto de la presión parcial del H2S por la presión parcial del O2 elevada a un ½, la constante de proporcionalidad, k1, es función de la temperatura de acuerdo a la ecuación de Arrhenius: v1 = k1 pH2S pO21/2 La velocidad de reacción en sentido inverso, v2, es proporcional al producto de la presión parcial del Sx elevada a 1/x por la presión parcial del H2O, la constante de proporcionalidad, k2, es función de la temperatura de acuerdo a la ecuación de Arrhenius: v2 = k1 pSx1/x pH2O Al equilibrio, las velocidades en sentido directo e inverso son iguales. A medida que la temperatura disminuye la velocidad de reacción se hace más lenta. Cerca de 350oC, la velocidad de producción de S es tan lenta que alcanzar el equilibrio requeriría un tiempo infinito, prácticamente el proceso se detiene. El proceso solo es posible en presencia de catalizadores. Un aumento en la concentración de H2S en la alimentación aumenta la velocidad de reacción. Un aumento en la concentración de O2 aumenta la formación de SO2 en detrimento del S. Una disminución de agua de humedad y de nitrógeno, hace aumentar las presiones parciales del H2S y O2 aumentando la velocidad de reacción. El retiro continuo del S como S líquido favorece velocidad de la reacción directa al mantener presiones parciales altas de H2S y O2; y disminuye la velocidad de la reacción inversa al disminuir la presión parcial del S gaseoso. El retiro del S de la fase gaseosa entre las etapas de catálisis, permite operar en etapas sucesivas disminuyendo la temperatura del catalizador para aumentar el % de conversión. Catalizadores El catalizador tradicional del proceso Claus es la bauxita. En los procesos Claus Super se emplean catalizadores que operan a más bajas temperatura, conduciendo a conversiones sobre 99%; información sobre: naturaleza, tipo y características de estos catalizadores, se mantiene en reserva por parte de las firmas que lo fabricantes. La bauxita es un mineral de aluminio compuesto por óxido de aluminio con varios grados de hidratación. Suele estar mezclada con impurezas, en especial con hierro. Entre los minerales con contenido en aluminio de la bauxita están la gibbsita, Al(OH)3, y el diásporo, HAlO2. La bauxita es un mineral blando con una dureza que varía entre 1 y 3 y una densidad relativa entre 2 y 2,55. Su color puede variar del blanco al castaño y es de aspecto mate. La bauxita suele encontrarse en agregados del tamaño de un guisante. Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 40 S, H2SO4 II.3.-ANHIDRIDO SULFUROSO II.3.1- INFORMACIÓN GENERAL El anhídrido sulfuroso es un gas incoloro, tóxico, de gusto ácido. Su punto de fusión es de – 75,5oC y su punto de ebullición de –10,0oC. La solubilidad en agua a 25oC y una presión parcial de SO2 de 1 atm. es cercana a los 20 gr/lt. Es un gas muy estable; su descomposición térmica comienza a manifestarse sobre los 2000oC. La reacción del SO2 con O2 para formar anhídrido sulfúrico, SO3, es una de las reacciones más importantes de la química industrial. En fase gaseosa se produce a elevadas temperaturas, con muy bajo rendimiento; para lograr un rendimiento satisfactorio, se requiere la presencia de catalizadores. En fase acuosa, el SO2 es oxidado por el aire a H2SO4 en presencia de carbón activado o de óxidos de nitrógeno. El SO2 se puede producir por: a) combustión de S; b) Combustión o tostación de piritas, FeS2; c) Tostación de sulfuros metálicos otros que la pirita; d) A partir de cualquier sal que contenga S. Solo las tres primeras vías presentan interés industrial. Combustión de S Se quema el S líquido en presencia de aire, se genera 70,2 Kcal por mol de SO2 formada, se alcanzan temperaturas de entre 800 y 1300oC, de acuerdo a la relación S/aire: S + O2 SO2 + 70,2 Kcal La cantidad de aire se regula de manera de tener como producto una mezcla gaseosa que contenga entre 8 y 10% de SO2, lo que la hace adecuada para alimentarla a los convertidores catalíticos que transforman el SO2 a SO3. Si el S es puro, el SO2 producido no contiene contaminantes, antes de alimentarlo a unidades catalíticas, solo se le debe filtrar y secar. Combustión o tostación de piritas La pirita o bisulfuro de hierro se presenta en forma de cristales amarillos de brillo metálico. La pirita pulverizada se quema presencia de aire a temperaturas del orden de los 1000 oC, se produce SO3 y óxidos de hierro, Fe2O3 y Fe3O4: 2FeS2 + 5,5 O2 Fe2O3 + 4SO2 + 411,1 Kcal 3FeS2 + 8 O2 Fe3O4 + 6SO2 + 585,8 Kcal El SO2 producido se encuentra contaminado con: polvo, componentes coloidales en suspensión, óxido de arsénico, humedad. Debe ser sometido a varias etapas de purificación antes de alimentarlo a la oxidación catalítica. En países Europeos, como España, la pirita es una fuente importante de azufre en las plantas de ácido sulfúrico. Los óxidos de hierro residuales se procesan por vía metalúrgica para fabricar acero. Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S, H2SO4 41 Tostación de sulfuros de metales no ferrosos Una vía piro metalúrgica para procesar sulfuros de metales no ferrosos, como galena ( PbS), blenda (ZnS), sulfuro de cobre (CuS), consiste en: pasarlos a óxidos por tostación y, los óxidos reducirlos con coque. La tostación produce SO2: 2XS + 3O2 2XO + 2SO2 La factibilidad económica del proceso queda supeditada al empleo del SO2 en la fabricación de ácido sulfúrico. En la localidad de Bailadores, Estado Mérida, existe un yacimiento de poli sulfuros de Zn, Pb y Cu. La explotación y posterior procesamiento de los sulfuros podría ser la base de una planta pequeña de H2SO4. El H2SO4 permitiría la fabricación de fosfatos simples, aprovechando las fosforitas, abundantes en la Zona Andina. II.3.2.- PROBLEMAS DE COMBUSTIÓN DE AZUFRE 1.- Se quema azufre empleando un 110% de exceso de aire. Determinar la composición de los gases de combustión. S + O2 SO2 Compon. SO2 O2 N2 REACTOR S 1 átomo Suma Compon. O2 N2 Suma % 21,0 79,0 100,0 moles 1,0 1,1 7,896 9,996 % 10,00 11,00 89,00 100,0 Moles 2,1 7,896 9,996 Entrada Componente moles S 1 SO2 O2 2,1 N2 2,1 3,76 =7,896 Salida moles 0 1 1,1 7,896 9,996 % 10,00 11,00 89,00 100,00 2.-10 átomos de azufre se queman con 100 moles de aire. El 90% de S pasa a SO 2 y el 10% a SO3. Determinar la composición de los gases de combustión. S + O2 SO2 S + 1,5O2 SO3 REACTOR S 10 átomo Compon. O2 N2 G Suma % Ÿ21,0 79,0 100,0 Compon. SO2 SO3 O2 N2 suma moles 9,0 1,0 10,5 79 99,5 % 9,05 1,00 10,55 79,34 100,0 Moles 21,0 79,0 100,0 Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S, H2SO4 42 Entrada Componente moles S 10 SO2 SO3 O2 21 N2 79 Salida moles % 0 10 0,9 = 9,0 9,05 10 0,1 = 1,0 1,00 21- 9-1,5 = 10,5 10,55 79 79,34 99,5 100,00 3.-El análisis de un gas proveniente de la combustión de azufre, sin considerar el SO 3 formado, indica: SO2 9,14%; O2 10,66%; N2 80,20%. Determinar él % de S que pasa a SO3. S + O2 SO2 S + 1,5O2 SO3 S B átomos REACTOR A Compon. O2 N2 suma % 21,0 79,0 100,0 Base 100 moles sin SO3 Compon. % moles SO2 9,14 9,14 SO3 a O2 10,66 10,66 N2 80,2 80,2 suma 100,0 100,0 +a Base 100 moles de gas de combustión sin SO3 Todo el N2 en los gases de combustión proviene del aira: Balance de N2: A 0,79 = 80,20 A = 101,52 moles Balance de átomos de O: 101,52 0,21 = 9,14 2 + 10,66 2 + 3 a a = 1,01 mol de SO3 Balance de átomos de S: B = 9,14 1 + 1,01 B = 10,15 átomos de S S que pasa a SO3 = (1,01/10,15) 100 = 9,95 % 4.-Una planta quema azufre de 99,4 % de pureza a razón de 680 Kg/hr. La temperatura promedio del aire es de 15,6 oC. Los gases de combustión salen a una temperatura de 760 oC y contienen 17,4 % de SO2 y 2,7 % de O2. Los gases pasan a un enfriador que reduce la temperatura a 21,1 oc, el agua de refrigeración se calienta de 14,4 a 32,2 oC. Determinar: a) % S que pasa a SO3. b) Kg/hr de SO2 que abandona el quemador. c) Volumen de aire consumido por minuto de operación. d) Volumen de gases que abandonan el quemador por minuto. e) Volumen de gases que abandonan el enfriador por minuto f) Agua usada en el enfriador en m3/hr. Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S, H2SO4 43 Balances en el quemador: 680 0,994/32 = G 0,174 + A Balance de S, en átomos Balance de N, moles A 0,79 = G 0,799 A 0,21 2 = G(0,174 2 + 0,027 2) + 3 a Balance de O, en átomos G = 116,3 moles A = 117,6 moles a = 0,9 moles a) S que pasa a SO3 = [ 0,9/(680 0,994/32)] 100 = 4,26 % b) SO2 que abandona el quemador = 116,3 0,174 64 = 1295 Kg/hr c) V aire/ min = 117,6 22,4 ( 273 + 15,6 /273 )/60 = 46,41 m3/min d) V gas/ min que abandona el quemador = = (116,8 + 0,9) 22,4 [( 760 + 273) /273] /60 = 166 m3/min e) gas/ min que abandona el enfriador = = (116,8 + 0,9) 22,4 [( 21,1 + 273) /273] /60 = 47,3 m3/min f) Calor disipado en el quemador. Kcal/hr S 680 Kg/hr 99,4% pureza REACTOR G 760 oC 15,6 oC A Base 100 moles sin SO3 Compon. % moles SO2 17,4 17,4 SO3 a O2 2,7 2,7 N2 79,9 79,9 suma 100,0 100,0 +a Compon. % O2 21,0 N2 79,0 suma 100,0 H2O 14,5 oC H2O 32,2 oC G+a 21,1 oC Temperatura de referencia = 15,6 oC Reacción S + O2 SO2 S + 1,5O2 SO3 Ho Kcal/Kmol -70960 -94450 Moles Q Kcal/Kmol 20,24 0,9 -1436230 - 85005 - 1521235 Calor sensible de los gases a la salida del quemador: Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 44 moles cp Mol. cp SO2 20,24 11,7 236,8 SO3 0,90 17,0 15,3 O2 3,14 7,8 24,5 N2 92,92 7,3 678,3 954,9 Calor sensible = 954,9(760-15,6)= 710828 Kcal/hr Calor perdido en el quemador = -1521235 + 710828 = -810407 Kcal/hr g) Agua empleada en el enfriador: Calor sensible de los gases a la salida del enfriador: moles 20,24 0,90 3,14 92,92 cp 9,5 12,0 7,0 7,0 Mol. cp 192,3 10,8 22,0 650,4 875,5 Calor sensible =875,5(21,1-15,6)= 4815,3Kcal/hr Calor que pierden los gases = calor que saca el agua 710828 - 4815,3 = masa agua - cp agua - t masa agua = (710828 - 4815,3)/ 1 (32,2-14,4) = 39664 m3/hr Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S, H2SO4 45 S, H2SO4 II.4.- ANHÍDRIDO SULFURICO II.4.1.-INFORMACION GENERAL El SO3 se produce por oxidación del anhídrido sulfuroso, SO2: : SO2 + ½ O2 SO3 + 22650 cal. El SO2 se obtiene: quemando azufre, quemando ácido sulfhídrico, descomponiendo térmicamente sulfatos, oxidando sulfuros con aire. El SO2 obtenido contiene SO3 en concentraciones relativamente bajas y variables, de acuerdo al proceso de producción. El SO2 se genera a temperaturas relativamente altas, donde el equilibrio está casi totalmente desplazado hacia la izquierda; al enfriar las condiciones de equilibrio favorecen el desplazamiento de la reacción hacia la formación de SO3; pero, la velocidad de reacción disminuye deteniendo la oxidación. El empleo de catalizadores de platino y vanadio hace posible realizar la reacción a temperaturas cercanas a los 400oC, a velocidades y rendimientos que permiten su aplicación industrial. A temperatura ambiente y presión atmosférica se presenta como un líquido fumante ligeramente coloreado. Su temperatura de fusión es de 16,8 oC y la de ebullición normal de 44,8 oC. Su densidad al estado líquido a 20oC es de 1,92 y al estado sólido a –10 oC de 2,29. II.4.2.-CATALISIS Y CATALIZADORES Los catalizadores a base de platino, hierro y vanadio, aumentan la velocidad de la oxidación de SO2 a SO3, a temperaturas lo suficientemente bajas que permiten alcanzar una conversión satisfactoria. Inicialmente se emplearon catalizadores a base de platino; en la actualidad, se usan solo catalizadores a base de pentóxido de vanadio. El catalizador debe aumentar la velocidad de la reacción; pero además, debe cumplir con otros requisitos, como son: estabilidad térmica; mantener su actividad en periodos largos de tiempo; propiedades físicas que permitan aglomerarlos y darles formas variadas, estables en el tiempo. Los catalizadores comerciales contienen entre 4 y 9% en peso de V2O5, junto con sulfatos de metales alcalinos que actúan como promotores. La relación molar entre sulfato de potasio a vanadio se mantiene en el rango 2,5 a 3,5. En las condiciones de operación en una planta, se produce fusión en la superficie del catalizador y es en la fase líquida donde se produce la reacción SO2 a SO3. Normalmente se emplea sulfato de potasio con algo de sulfato de sodio, para disminuir el punto de fusión, estos funden en el rango 410 a 430oC. En catalizadores dopados con Cesio, Cs, la fusión se produce en el rango 380 a 390oC. Como material base se emplea silicatos. tierra de diatomáceos, sílica gel, zeolitas, etc.; todas de gran superficie específica. Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 46 S, H2SO4 Los componentes del catalizador se mezclan en una pasta húmeda, y mediante extrusión se le da formas de pelets o anillos. Se secan y cocinan a altas temperaturas. La forma física en que se presenta el catalizador determina la perdida de carga en el lecho catalítico. El periodo de vida útil de una catalizador de vanadio es del orden de 10 años. La actividad del catalizador se mantiene sin grandes cambios en el tiempo, pero pelets o anillos manifiestas erosión por el flujo continuo de gases, se forma algo de granos pequeños o polvo que aumentan las perdidas de cargas en el lecho catalítico disminuyendo la capacidad de la planta. El mismo efecto tienen las partículas sólidas que acompañan a los gases de alimentación y se depositan en el lecho catalítico. Cada cierto tiempo, el catalizador debe ser retirado del reactor y tamizado para eliminar los finos y reponer el material desgastado. La presencia de vapor de agua en la alimentación no afecta la actividad del catalizador. Contaminación con fluor en la alimentación perjudica la estabilidad física del soporte del catalizador, el fluor reacciona con el silicio de los silicatos formando tetra fluoruro de silicio, SiF4, que es un gas. El cloro o cloruros, pueden forman compuestos volátiles con el vanadio, y desgastar el catalizador. El óxido de arsénico, As2O3, no envenena el catalizador y solo causa una disminución de la actividad cuando se acumula en grandes concentraciones. Etapas de la catálisis En una primera etapa: el SO2 se absorbe en el vanadato de potasio, el vanadio se reduce de +5 a +3, el S se oxida de +4 a +6, se forma un compuesto asociado de vanadito potasio y SO3: KVO3 + SO2 KVO2 SO3 En una segunda etapa: se desprende el SO3: NaVO2 SO3 NaVO2 + SO3 Finalmente, el vanadato de potasio se regenera al reaccionar con el oxígeno: NaVO2 + ½ O2 NaVO3 La oxidación catalítica se efectúa industrialmente en un reactor conocido como convertidor catalítico. Los convertidores se diseñan con miras a obtener un porcentaje de conversión lo mas elevado posible, para lo cual, la temperatura del catalizador debe mantenerse cercana a la de encendido. Las dificultades técnicas y los altos costos de equipos requeridos para refrigerar grandes lechos catalíticos, hacen que la reacción se desarrolle en condiciones adiabáticas. La temperatura de reacción aumenta y la conversión al equilibrio disminuye. Para lograr una alta conversión es necesario operar con varios lechos catalíticos en serie. Los gases que entran al primer lecho catalítico, reaccionan y aumentan su temperatura. Los gases se enfrían hasta la temperatura de encendido del catalizador y pasan al segundo lecho catalítico. Y así sucesivamente. Los gases entran a todos los lechos catalíticos a la misma temperatura, la cantidad de SO2 oxidada disminuye a medida que avanza en los lechos, los aumentos de temperatura son menores a medida que se avanza en los lechos. El porcentaje de conversión total aumenta continuamente a medida que se avanza en los lechos. La máxima conversión posible es la conversión de equilibrio a la temperatura de encendido del catalizador. Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S, H2SO4 47 II.4.3.-EQUILIBRIO Una mezcla gaseosa que contiene SO2, O2 y nitrógeno se pasa sobre un catalizador y se produce la reacción: SO2 + ½ O2 SO3 + 22650 cal La constante de equilibrio en función de las presiones parciales al equilibrio, queda expresada por: Se trata de una reacción exotérmica, el valor de la constante de equilibrio disminuye cuando Kp pSO 3 1/ 2 pSO 2 pO 2 aumenta la temperatura. A mayor temperatura menor conversión. Durante la reacción disminuye el número de moles, 1 mol de SO2 + 0,5 mol de O2 producen 1mol de SO3, un aumento de presión aumenta el % de conversión de SO2 a SO3. Kp es función de la temperatura de acuerdo a la ecuación, figura II.7: log Kp 5186,5 0,611 log T 6,75 T temperatura oC Esta ecuación e conocida como relación de Bodenstein y Pohl, reproduce la información experimental existente. 800 775 750 725 700 675 650 625 600 575 550 525 500 475 450 425 400 375 350 -1 10 10 0 FiguraII .7. log K p 1 10 Kp 10 2 10 3 5186,5 0,611log T 6,75 T Para relacionar la constante de equilibrio con la conversión, se toman 100 moles de gas de entrada, entrada o alimentación, se fija una composición y se supone una conversión. Se expresa la constante de equilibrio en función de la composición molar inicial y de la conversión. Alimentación(*) Moles totales = 100 Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S, H2SO4 48 Moles SO2 Moles O2 Moles N2 = 2a = b = 100 2 a -b (*) Base 100 moles iniciales; número de moles = % moles = % volumen 2SO2 + O2 Alimentación mol 2a b Producto mol 2a(1-x) 2a (1 x) P 100 - ax b-ax b - ax P 100 - ax p Kp 2 SO3 0 100 2ax 2ax P 100 ax 100-ax P pSO 3 1/ 2 pSO 2 pO 2 En la figura II.8 se representa la curva Kp en función de % de conversión, cuando se opera 1 2 Kp 2ax 100 ax 2ax (100 ax) 1 1 2 2 2a (1 x) ( b ax) P 2a (1 x) ( b ax) P 100 ax 100 ax % conversión K p= 100 95 90 85 80 75 70 65 60 55 50 45 40 35 30 25 20 15 10 5 0 10 Figura.II.8.-K p = 2 1 1 x P 1-x 2 100-ax b-ax 0 x 100-ax 1-x b-ax P 10 Kp 1 10 2 P=1atm,SO2=10,04%;O2=11,00% atm. de presión total, con una alimentación que contiene 10,04% de SO2 y 11,00% de O2. La composición de la alimentación corresponde a la proveniente del quemador de azufre cuando se emplea un 110% de exceso de aire. Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S, H2SO4 49 Asociando la ecuación de Kp en función del % de conversión con la de Kp en función de la temperatura, a 1 atm. y 10,04% de SO2 y 11,00% de O2 en la alimentación, se pueden determinar los valores de conversión en función de la temperatura y trazar. Figura II.9 100 90 80 % conversión 70 60 50 40 30 20 10 0 400 450 500 550 600 temperatura oC 650 700 750 Figura II. 9 .-Conversión SO2 a SO3. Teórica al equilibrio. P= 1 atm. inicial: SO2= 10,04%; O2 = 11,00% II.4.4.-CINETICA A temperatura ambiente la velocidad de la reacción de oxidación del SO2 es tan lenta que prácticamente no se produce. Al aumentar la temperatura, hasta unos 500oC, la reacción aún sigue siendo muy lenta. Solo en presencia de catalizadores apropiados la velocidad de conversión alcanza valores que permiten su aplicación industrial. En presencia de catalizadores de platino o vanadio la temperatura de encendido del catalizador se ubica cerca de los 400oC. La velocidad de reacción es determinada por la actividad específica del catalizador. La velocidad de conversión, expresada como porcentaje del SO2 alimentado que se convierte en el tiempo de residencia del reactor, depende además por la velocidad del gas y su distribución en el reactor. En las condiciones de operación industrial, las velocidades de conversión permiten entre un 95 y un 98 % de aproximación a las conversiones de equilibrio. En las condiciones de operación en las plantas industriales de oxidación de SO2, la velocidad de la reacción es alta pero los tiempos de reacción son cortos, de manera que no se alcanza la conversión correspondiente al equilibrio. Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S, H2SO4 50 II.4.5.-PROCESO Se emplean 2 variantes del proceso, ambas operan en etapas sucesivas: 1) A la salida de cada etapa de catálisis los gases se salida se enfrían y se alimentan a la siguiente etapa, hasta llegar a la etapa final. Figura II.10 2) Entre algunas de las etapas intermedias, los gases de salida se enfrían, se pasan por una torre de absorción de SO3, y se alimentan a la siguiente etapa de catálisis. En la primera variante del proceso se logran conversiones totales del orden de 98%. En el segundo proceso, la conversión total alcanza un 99,5%.. Figura II.11 SO 3, O2, N2 SO 3, O2, N2 H 2S O 4 9 8, 3 % Va por Cata liza dor Va por Cata liza dor Caldera Caldera Va por Va por Cata liza dor Inte rca mbia dor Inte rca mbia dor Cata liza dor Cata liza dor Va por Va por SO2 O2 N2 Va por Inte rca mbia dor Inte rca mbia dor Cata liza dor Absorc ión SO3 Cata liza dor Ole um Va por Cata liza dor Inte rca mbia dor Inte rca mbia dor SO 3 SO 3 Figura II.10.- Oxidación catalítica SO2 a SO3 4 etapas. Figura II.11- Oxidación catalítica SO2 a SO3 4 etapas con absorción intermedia SO3 CONVERSIÓN 1) 4 etapas catalíticas continuas. Figura II.12 En la figura II.12. se representa la curva de conversiones al equilibrio, a 1 atm y composición de alimentación inicial: 10,00% SO2 y 11,00% O2, en función de la temperatura. Mediante un balance de energía se determina el aumento de temperatura que corresponde a un determinado porcentaje de conversión, por ejemplo 40% conversión. Balance de energía La energía generada durante la formación de n moles de SO3 es igual a la energía consumida para calentar los gases en el reactor. Se considera un sistema adiabático. SO2 + ½ O2 SO3 + 22650 cal. Qreacción nSO3 formadas = (t- 450)[ cSO3 nSO3 + cSO2 nSO2 + cO2 nO2 + cN2 nN2] Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S, H2SO4 51 para una temperatura entrada 450oC y una conversión de 40%, se tiene: Moles entrada 0 10,04 11,00 78,96 100,00 SO3 SO2 O2 N2 Moles conv.40% 4,02 6,02 8,99 78,96 98,00 cp 13,3 12,2 7,0 6,9 Cp mol.40% 53,41 73,49 62,94 544,82 734,66 t = 573oC Al gráfico de la figura II.12, se entra con 40% de conversión y temperatura 573oC; se une el punto obtenido con el punto 0 % conversión a temperatura 450oC y se prolonga hasta cortar la línea de conversión al equilibrio, punto que corresponde a la conversión a la salida de la primera etapa catalítica, en este caso 60,0 %. Los gases que salen del primer lecho catalítico se enfrían a 450oC y entran al segundo lecho catalítico, y así sucesivamente. Las pendientes de las rectas aumento de temperatura en función de conversión se consideran constantes; la suma del producto de los calores específicos por las moles de cada componente, dividido por el calor de reacción, permanece constate. 1009 8 96 908 9 80 70 60 50 40 30 P total = 1 a tm A lim entación SO 2 = 10,04 % O 2 = 11,00 % 20 10 0 400 450 500 550 600 650 700 750 temperatura oC Figura II. 12.-Proceso catalítico en 4 etapas Conversión Etapa % conversión % conversión total 1 59,0 59,0 2 30,0 89,0 3 7,0 96,0 4 2,0 98,0 Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S, H2SO4 52 2) 2 etapas catalíticas, absorción del SO3, otras 2 etapas catalíticas. Figura II.13 En la figura II.13. se representa la curva de conversiones al equilibrio, a 1 atm y composición de alimentación inicial: 1,28 % SO2; 7,35% O2; 91,37% N2 en función de la temperatura. Composición de los gases que salen de la segunda etapa catalítica, después de retirar el SO3. Mediante un balance de energía se determina el aumento de temperatura que corresponde a un determinado porcentaje de conversión, por ejemplo 90% conversión. Balance de energía La energía generada durante la formación de n moles de SO3 es igual a la energía consumida para al calentar los gases en el reactor. Se considera un sistema adiabático. SO2 + ½ O2 SO3 + 22650 cal. Qreacción nSO3 formadas = (t- 450)[ cSO3 nSO3 + cSO2 nSO2 + cO2 nO2 + cN2 nN2] para una temperatura entrada 450oC y una conversión de 90%, se tiene: SO3 SO2 O2 N2 Moles entrada 0 1,28 7,35 91,37 100,00 Moles conv.90% 1,152 0,128 6,774 91,37 99,425 cp 13,3 12,2 7,0 6,9 Cp mol. 90% 13,30 1,56 47,42 630,45 692,73 t = 487,7 oC Al gráfico de la figura II.13, se entra con 90% de conversión y temperatura 487,7 oC; se une el punto obtenido con el punto 0 % conversión a temperatura 450 oC y se prolonga hasta cortar la línea de conversión al equilibrio, punto que corresponde a la conversión a la salida de la primera etapa catalítica, en este caso, 97,6 %. Los gases que salen del primer lecho catalítico se enfrían a 450oC y entran al segundo lecho catalítico. 100 98 98,2 97,6 96 94 92 90 88 86 P total = 1 atm Alimentación SO2 = 1,28 % O2 = 7,35 % 84 82 80 400 450 500 550 600 650 700 750 o temperatura C Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería . Año 2002 Figura Química II.13.-Proceso catalítico 2 etapas, después absorción S, H2SO4 53 Conversión total en las 4 etapas moles de SO2 alimentadas =10,04 Etapa % conversión % conversión etapa acumulativa 1 59,0 59,0 2 30,0 89,0 Absorción SO3 moles de SO2 alimentadas =1,103 3 97,6 97,6 4 0,06 98,2 = moles de SO2 que pasan a SO3 Conversión total (10,039/10,040)100 Moles SO3 formadas 5,924 3,012 1,077 0,026 10,039 99,99 % En la práctica, la conversión no pasa de 99,5%, debido a que no se alcanza totalmente el equilibrio en cada etapa. Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 54 S, H2SO4 II.4.6.-CONVERTIDOR El diseño del convertidor requiere una cuidadosa optimización debido al gran número de variables que se interrelacionan. Las variables más importantes son: concentración del SO2 en la alimentación, velocidad de flujo del gas, número de etapas catalíticas, volumen de catalizador por ton. H2SO4 producido, distribución del catalizador en los lechos, caída de presión, las temperaturas de entrada de los gases. El volumen de catalizador empleado por ton/día de H2SO4 producido es de 200 a 250 lt en una planta normal y de 150 a 200 lt en una planta de absorción intermedia. La distribución del catalizador en los lechos varía de acuerdo a la concentración de los gases y el camino por el cual se alimentan os gases. El alto de la capa de catalizador varía de 20 a 100 cm. El tamaño de grano depende de consideraciones sobre la pérdida de carga a través del lecho. La refrigeración de los gases entre las etapas de conversión puede hacerse: a) sacando los gases del convertidor y pasándolos a través de intercambiadores de calor externos, figura II.13.; b) en intercambiadores ubicados en el interior del convertidor, figura II.14 . En el primer caso se tiene una red de conductos de gases de gran diámetro; en el segundo, un reactor de diseño mucho mas complejo. Figura II.13.- Convertidor con intercambio de calor externo Generalmente, el convertidor es un recipiente cilíndrico con divisiones horizontales, en cada división se ubica un lecho catalítico, los gases entran y salen lateralmente, y pasan a través del catalizador de arriba hacia abajo. Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 55 S, H2SO4 Figura II.14.- Convertidor con intercambio de calor interno El catalizador es soportado por una rejilla metálica. Sobre la rejilla metálica se coloca una capa de empaque cerámico, sobre ella el catalizador, y sobre el catalizador otra capa de empaque cerámico. Las capas de empaque cerámico: protegen la rejilla de metálica de la corrosión, facilitan una mejor distribución del flujo gaseoso y contribuyen a la uniformidad de la temperatura. Los convertidores se construyen en: acero inoxidable, acero y en cerámicos. Los convertidores metálicos permiten una mayor flexibilidad en el diseño, en ellos se pueden incorporar intercambiadores de calor internos, figura II.14. Los convertidores de acero al carbono son más baratos y generalmente se emplean en el procesamiento de gases con baja concentración en SO2. Se han empleado convertidores de lecho fluid izado. Se logra una total uniformidad de la temperatura y se pueden procesar gases con un amplio rango de concentraciones de SO 2. La alta resistencia a la abrasión requerida por los catalizadores ha frenada el desarrollo de estos convertidores. Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 56 S, H2SO4 II.4.7.-ABSORCION DEL SO3 El SO3 formado en la oxidación catalítica se absorbe en ácido sulfúrico 98,0%. Se forma oleum, SO3 disuelto en H2SO4; al agregar agua el SO3 reacciona formando H2SO4. La concentración optima del H2SO4 que absorbe el SO3 corresponde al azeótropo, 98,3%, se tiene la menor tensión de vapor. A concentraciones bajas del ácido, se tiene una presión de vapor de agua alta; se puede formar H2SO4 en la fase gaseosa, que conduce a partículas ácidas en suspensión, una especie de neblina de ácido. Concentraciones del ácido sobre el azeótropo, incrementan la presión parcial del SO3 en equilibrio con la solución ácida. La mayoría de los absorbedores son torres empacadas. Los gases entran en la parte inferior de la torre y salen por la parte superior; el ácido entra por la parte superior, se distribuye por toda la sección de la comuna y sale por la parte inferior. Antes de entrar a la torre de absorción, los gases que salen del convertidor catalítico se enfrían a una temperatura de entre 180 y 220oC; no se debe enfriar bajo 160oC, porque pueden condensar gotas de ácido que aumentan la corrosión sobre el equipo. Los gases se enfrían en contacto con el ácido, de manera que salen de la torre a la misma temperatura de entrada del ácido. Durante la absorción se genera una cantidad importante de calor por la reacción SO3 con el agua que entra con el ácido. Una buena absorción depende de mantener: a) las concentraciones de gas y de ácido uniformes; b) la temperatura y concentración del ácido dentro de rangos adecuados. El rango de la temperatura de absorción se ubica entre 60 y 80oC. La eficiencia en la absorción se ubica en un valor cercano a 99,9%. Muchas veces se forma neblina ácida en los gases agotados que abandonan las torres de absorción ácida. La técnica más sencilla de eliminar la neblina es pasar la corriente gaseosa por filtros de fibra de vidrio. Las torres son cilíndricas con carcasa de acero y recubrimiento interior de ladrillos ácidos, como ser de SiO2. Pueden tener una altura de 4 a 6 m. A las entradas deben tener buenos sistemas de distribución que aseguren un mojado total del relleno y una distribución uniforme en los flujos en todas las secciones de la torre. Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S, H2SO4 57 II.4.8.- PROBLEMAS CONVERSION SO2 A SO3 PROBLEMA 1 1.- Una planta que produce H2SO4 por el método de contacto se alimenta con un gas de composición: 12% SO2; 8% O2 y 80% de N2. La planta opera a 1 atm. de presión. Cada etapa catalítica opera como un reactor adiabático y se alcanza el equilibrio a la temperatura de salida.. ¿ A qué temperatura entran los gases a un lecho catalítico y a qué temperatura salen, si la conversión es SO2 a SO3 es de 60%? SO2 + ½ O2 SO3 + 22650 cal Base: 100moles Compon. moles SO2 12,0 O2 8,0 N2 79,0 Reactor catalítico Entrada 100 moles moles Salida moles SO3 SO2 O2 N2 12(1,0-0,6) = 7,2 12,0 0,6 = 4,8 (8 ,0 – 7,2/2) = 4,4 80,0 96,4 12,0 8,0 80,0 100,0 Kp Compon. SO3 SO2 O2 N2 pSO3 pSO2 p1/2 O2 Fracción molar 0,0747 0,0498 0,0456 0,8290 1,0000 0,0747 0,0498 0,0456 1/ 2 moles 7,2 4,8 4,4 80,0 Cp cal/mol 15,3 12,2 7,0 6,9 Cp n salida 110,16 58,56 30,80 552,00 751,52 7,02 En la figura II.7, Kp en función de to, se determina temperatura salida = 623oC 22650 7,2 = (623 – t entrada) 751,52 Balance de energía: temperatura entrada = 405,9 oC PROBLEMA 2 2.- Una planta que produce H2SO4 por el método de contacto se alimenta con un gas de composición: 12% SO2; 8% O2 y 80% de N2. La planta opera a 1 atm. de presión. Cada etapa catalítica opera como un reactor adiabático y se alcanza el equilibrio a la temperatura de salida. La temperatura de entrada es de 400oC. ¿ Cuál es el porcentaje de conversión? SO2 + ½ O2 SO3 + 22650 cal Base: 100moles Compon. moles SO2 12,0 O2 8,0 N2 79,0 Reactor catalítico Compon. SO3 SO2 O2 N2 Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 moles 12Ÿx 12 (1-x) 8,0 – x/2 80,0 S, H2SO4 58 Para resolver el problema: a) Se le da un valor a la conversión, x b) Se calcula Kp para la conversión asumida y la temperatura que corresponde al valor de K p, figura II.7. c) Mediante el balance de energía se calcula la temperatura de salida con la conversión asumida d) Ambas temperaturas deben ser iguales, en caso contrario es necesario asumir nuevos valores para la conversión. SO3 SO2 O2 N2 Cp cal/mol 15,3 12,2 7,0 6,9 Entrada moles 12,0 8,0 80,0 100,0 Salida x = 0,5 moles 6,0 6,0 5,0 80,0 97,0 Kp x = 0,65 fracción moles fracción 0,0619 7,8 0,0812 0,0619 4,2 0,0437 0,0515 4,1 0,0427 0,8247 80,0 0,8325 1,000 96,1 1,000 pSO3 1/2 pSO2 pO2 Se asumen conversiones de 0,6 y 0,65 Se calcula Kp para las conversiones asumidas y las temperaturas que corresponden a los valores de K p figura II.7. x 0,50 0,65 Kp 4,41 9,00 toC 640 605 Se hacen los balances de energía para las conversiones 0,60 y 0,65 determinándose las temperaturas de salida. x 0,50 0,65 toC 580 635 Sobre la figura de la curva de equilibrio Kp en función de t oC se representan los valores de Kp, que se obtienen para las conversiones 0,5 y 0,65, en función de las temperaturas que se obtienen de los balances de energía, 580 y 635oC, respectivamente; al unir los puntos se tiene una recta que corta la curva de equilibrio en un punto que determina el valor de la constante de equilibrio a la temperatura de salida del reactor. Con este valor de la temperatura de salida se calcula el % de conversión en el balance de energía. También se puede resolver el problema efectuando mas tanteos, hasta que los valores de las temperaturas obtenidas a partir de Kp y del balance térmico sean iguales. Del gráfico se determina temperatura salida = 620oC Balance de energía: 22650 12 x = (620- 400)[ 12x 15,3 + 12(1-x) 12,2 + (8 – 6x)7 + 80 6,9] x = 0,612 ( 61,2 % de conversión) Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S, H2SO4 59 1 10 9 4,4 580 615 635 0 10 550 575 600 625 650 675 700 725 750 temperatura oC PROBLEMA 3 3.- Una planta que produce H2SO4 por el método de contacto opera con un convertidor de 2 etapas en serie. La temperatura de los gases que entran a cada etapa es de 400oC. La resistencia en los lechos catalíticos no permite flujos superiores a 200 Kg mol/hr. La planta opera a 1 atm. de presión. Se alimenta con un gas de composición: 12% SO2; 8% O2 y 80% de N2. Cada etapa catalítica opera como un reactor adiabático y se alcanza el equilibrio a la temperatura de salida. a) ¿Cuál es el porcentaje de conversión? b) Para aumentar la conversión total a 97% se recicla en el segundo lecho, de la salida a la entrada, parte de los gases, previo enfriamiento a 400 oC. En estas condiciones ¿Cuál es la máxima capacidad de la planta en Kg mol de SO3 por hr? SO2 + ½ O2 SO3 + 22650 cal La primera etapa catalítica corresponde a la del problema 1, se alcanza una conversión de 61,2% y los gases salen a una temperatura de 620ºC. Los gases que salen de la primera etapa se enfrían a 400 oC. Cp cal/mol SO3 SO2 O2 N2 Primer tanteo: x = 0,70 15,3 12,2 7,0 6,9 1a etapa 2a etapa 2a etapa Moles Moles Moles Entrada Entrada salida 12,0 8,0 80,0 100,0 7,34 4,66 4,33 80,00 96,33 7,34+4,66x 4,66(1-x) 4,33-4,66x/2 80,00 96,33-2,33x Segundo tanteo x= 0,90 Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S, H2SO4 60 SO2 12% O2 8% N 2 80% SO2 12 moles O2 8 moles N2 80 moles t = 400 o C t = 400 o C 1 1 400 o C t oC t oC t oC 2 t = 400 o C 2 SO3 SO2 O2 N2 t = 400 o C SO3 11,64 moles SO2 0,36 moles O2 2,18 moles N2 80 moles Constante de equilibrio: entrada moles SO3 SO2 O2 N2 7,34 4,66 4,33 80,00 96,33 x 0,70 0,90 Kp 43,9 157,4 x= 0,70 x= 0,70 moles N 10,60 1,40 2,70 80,00 94,70 0,112 0,015 0,029 0,844 1,000 x = 0,90 x = 0,90 moles N 11,53 0,47 2,23 80,00 94,23 0,122 0,005 0,024 0,849 1,000 toC 500 450 Balances térmicos: x = 0,7 22650 4,66 0,70 = (t-400)[ 10,60 15,3 + 1,40 12,2 + 2,70 7,0 + 80 6,9] t = 500,0 oC x = 0,9 22650 4,66 0,90 = (t-400)[ 11,53 15,3 + 0,47 12,2 + 2,23 7,0 + 80 6,9] t = 526,0 oC Del gráfico se determina temperatura salida = 512oC Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S, H2SO4 61 157,4 2 10 43,9 500 526 512 1 10 500 525 550 575 600 625 650 675 700 temperatura oC Balance de energía: 22650 12 x = (512- 400)[ 12x 15,3 + 12(1-x) 12,2 + (8 – 6x)7 + 80 6,9] x = 0,612 22650 4,66 x = (512-400)[ (7,34+4,66x) 15,3 + 4,66(1-x)12,2 + (4,33-2,33x) 7,0 + 80 6,9] x = 0,797 ( 79,7% de conversión) La conversión total aumenta a 97% reciclando gases en la segunda etapa: SO3 SO2 O2 N2 Cp cal/mol 15,3 12,2 7,0 6,9 Entrada moles 12,0 8,0 80,0 100,0 Kp = 214,7 Salida x = 0,97 moles fracción 11,64 0,124 0,36 0,0038 2,18 0,023 80,00 0,849 94,18 1,000 del gráfico equilibrio t = 430 oC Balance de energía en el segundo convertidor: Energía generada = energía que sacan los productos + energía sacada en reciclando Moles recicladas = R 4,08 22650 = (430- 400) (1 + R/94,16)( 11,64 15,3 + 0,36 12,2 + 2,18 7 + 80 6,9) R = 293 moles Moles de entrada al segundo convertidor = 94,18 + 293 =387,18/100 moles iniciales El flujo máximo permitido a través del lecho catalítico es de 200 Kg/mol, habría que reducir el flujo a la entrada de 100 moles a 100(200/387) = 51,7 moles En estas condiciones la producción de SO3 se reduce a 11,64 0,517 = 6,02 Kg mol/hr Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 62 S, H2SO4 II.5-ACIDO SULFURICO II.5.1.-INFORMACION GENERAL Los alquimistas preparaban ácido sulfúrico calentando sulfatos minerales a altas temperaturas y disolviendo en agua el trióxido de azufre obtenido de esta forma. Los residuos oxidados de la descomposición de los sulfatos canalizan algo la oxidación del SO2 a SO3 aumentando un poco la concentración del SO3, en comparación de los gases obtenidos al quemar azufre. En el siglo XV, aproximadamente, se desarrolló un proceso para obtener el ácido destilando sulfato ferroso hidratado (o vitriolo de hierro) con arena. La arena y otros residuos sólidos ejercían cierta acción catalítica en la oxidación del SO2 a SO3. En 1740 empezó a producir el ácido industrialmente quemando azufre y nitrato, proceso ensayado por los alquimistas hacia el año 1940. Los óxidos de nitrógeno producto de la descomposición del nitrato catalizan la conversión de SO2 a SO3. En 1860 se construyo la primera planta para producir ácido sulfúrico en forma continua empleando como catalizador óxidos de nitrógeno. Los equipos estaban recubiertos interiormente por láminas de plomo; de aquí el nombre de método de las cámaras de plomo. El plomo es necesario debido a que el proceso produce ácido de concentraciones del orden del 70%, que ataca al hierro; el ácido reacciona con el plomo produciendo una capa superficial de PbSO4 insoluble. Un esquema de las etapas de reacción muestra la intervención de los óxidos de nitrógeno en las etapas intermedias de la oxidación: 1. SO2 + H2O H2SO3 2. H2SO3 + NO2 H2SO4NO 3 4. . H2SO4NO H2SO4 + NO NO + ½ O2 NO2 SO2 + ½ O + H2O H2SO4 El ácido sulfúrico se utiliza principalmente para hacer fertilizantes, tanto superfosfato como sulfato de amonio. También se usa para fabricar productos orgánicos, pinturas y pigmentos, y rayón, así como para refinar petróleo y procesar metales. Uno de los pocos productos de consumo que contienen ácido sulfúrico como tal, es la batería de plomo, que se utiliza en los automóviles.1 El año 1831 se patentó en Inglaterra la oxidación del SO2 a SO3 en presencia de platino finamente dividido. Pero, solo hacia 1887 se comenzó su aplicación industrial en gran escala. Este proceso conocido como método de contacto permite producir ácido concentrado y oleum o ácido con contenido de SO3 libre. El ácido concentrado permite el empleo de acero en la construcción de las plantas, lo que reduce en forma notable la inversión inicial. Prácticamente, todas las plantas de producción de ácido sulfúrico que operan en la actualidad emplean el método de contacto. Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S, H2SO4 63 El volumen de ácido sulfúrico producido en el ámbito nacional y mundial supera en mucho al de la totalidad de todos los demás ácidos. Es el ácido mas barato, concentrado es un agente deshidratante y oxidante, concentrado se puede manejar en recipientes de hierro. El ácido sulfúrico se emplea principalmente en: la fabricación de fertilizantes, rayón, celulosa, bióxido de titanio, sustancias químicas varias; la limpieza de metales; la refinación de petróleo. El ácido sulfúrico se produce por reacción del de anhídrido sulfúrico, SO3, con agua: SO3 + H2O H2SO4 La eficiencia técnica y económica del proceso de producción del ácido sulfúrico esta supeditada a una alta conversión del SO2 a SO3. La reacción del SO3 con el agua se produce durante la absorción con H2SO4 98%. Primero el H2SO4 disuelve SO3 libre hasta un porcentaje cercano al 25%; posteriormente, el SO3 reacciona con agua para obtener el H2SO4 comercial de 98,3%. II.5.2.-PROPIEDADES Es un líquido incoloro, densidad relativa de 1,85. El punto de fusión es de 10,36 °C. El punto de ebullición es de 317 °C; hierve con desprendimiento de SO3, la concentración 400 98,3% 350 339 o C 300 317 o C vapor vapor 250 200 líquido 150 líquido 100 50 44,8 o C 0 0 10 20 30 40 50 60 70 80 90 100 20 40 60 80 100 % Fig.II.16.-Diagrama de equilibrio líquido - vapor H2O -H2SO4 -SO3 disminuye a 98,3% de H2SO4, composición correspondiente a un azeótropo; la temperatura de destilación aumenta a 339oC; la composición del ácido y la temperatura de ebullición permanecen constantes durante todo el resto de la destilación. Figura II.16 El H2SO4 comercial se vende a una concentración de 98,3%, correspondiente a la composición del azeótropo. Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S, H2SO4 64 Disociación.- El H2SO4 es un ácido di prótido que se disocia de acuerdo a: H2SO4 HSO4- HSO4- + H+ K1 tiende a infinito SO4= + H+ K2 = 10-2 La primera etapa de disolución es total y la segunda apreciable, se trata de un ácido fuerte. Concentrado no se disocia y no ataca al hierro, es oxidante y mantiene sobre el hierro una película de óxidos que lo vuelven pasivo. Hidratación.- Es ávido por el agua, absorbe humedad del medio ambiente, deshidrata la materia orgánica. Destruye la piel y la carne, sacándole el agua y carbonizándolas. Reacciona con el agua generando mucho calor, calores de hidratación altos, figura II.17. Se conocen tres hidratos, con una, dos y tres moléculas de agua, tabla II.1: 1 80 00 1 60 00 1 40 00 1 20 00 1 00 00 8 00 0 6 00 0 4 00 0 2 00 0 0 1 00 90 80 70 60 50 40 30 20 10 0 Fig.II.17.-Calor de hidratación del ácido sulfúrico. Tabla II.1.- Hidratos del ácido sulfúrico Formula H2SO4 % Punto fusión oC H2SO4 100,0 10,5 Ácido sulfúrico H2SO4H2O 84,48 8,62 ácido sulfúrico monohidratado H2SO42H2O 73,13 -70,00 H2SO44H2O 57,67 25,00 Denominación - ácido sulfúrico dihidratado ácido sulfúrico tetrahidratado El ácido sulfúrico concentrado caliente es un agente oxidante capaz de disolver metales poco reactivos, como el cobre, el mercurio y el plomo. Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S, H2SO4 65 II.5.3.- DIAGRAMA DE FLUJO DE UNA PLANTA Se alimenta azufre líquido a una temperatura de entre 135 y 140oC y aire seco. El aire se seca en una torre de absorción con H2SO4 98-99%. El azufre se quema finamente pulverizado en presencia de un exceso de aire. Los gases de combustión salen a una temperatura de entre 900 y 1000oC y se alimentan a una caldera generadora de vapor. Los gases que abandonan la caldera se pasan por un sistema de filtro para eliminar cualquier partícula sólida, y se alimentan al convertidor a una temperatura cercana a los 400oC. Los gases abandonan el convertidor a una temperatura un poco por Convertidor Vapor Vapor S Quemador S SO2 Filtro Caldera H2 O o á.diluído Gas descarte Ácido secado SO3 Enfriador Aire H2 SO4 98 a 99% Figura II.18.-Diagrama de flujo. Planta de H 2SO 4 encima de los 400oC y se alimentan a un generador de vapor. Los gases salen del generador de vapor a una temperatura de entre 180 y 200oC y se alimentan a la torre de absorción de donde salen a una temperatura de entre 60 y 80oC. El ácido con SO3 libre en solución se diluye con H2SO4 de baja concentración y/o agua, hasta obtener un ácido producto de entre 99 y 99,3%. Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 66 S, H2SO4 II.6.-OLEUM II.6.1. - INFORMACION GENERAL El oleum o ácido sulfúrico fumante es una solución de anhídrido sulfúrico en ácido sulfúrico. La concentración del oleum se expresa como porcentaje de SO3 libre sobre la masa total. El SO3 puro corresponde a oleum 100%. Un oleum de 25 % es H2SO4 que contiene 25 % en peso de SO3. La máxima concentración del oleum que puede prepararse por absorción del SO3 de los gases que vienen de los convertidores catalíticos depende de la concentración del SO3 y de la temperatura. En la figura II.19 se representan las curvas de tensión de vapor de equilibrio del SO3 en función de la temperatura, sobre la misma se han trazado líneas de presiones expresadas como % de concentración de SO3 en los gases que vienen del convertidor. Así por ejemplo: a partir de un gas de convertidor que contiene 7% de SO3, a una temperatura de 40oC, se puede fabricar oleum de una concentración máxima de 46%. El oleum se produce industrialmente en las plantas de contacto por absorción del SO3. Se comienza por obtener oleum con 20% de SO3 libre; del cual se destila SO3 puro; el SO3 se licua. A partir del SO3 puro puede preparar oleum de cualquier concentración. 50 6 % SO 3 40 5 % SO 3 30 4 % SO 3 20 10 0 0 5 10 15 20 25 30 35 40 45 SO3 libre % Figura II.19.- Presión vapor SO 3 en oleum Moléculas de SO3 se asocian con moléculas de H2SO4 formando compuestos intermedios cuya naturaleza no se encuentra bien aclarada; esto se refleja en las temperaturas de fusión del oleum en función de su concentración, figura II.20. Se prefiere manejar los oleum de entre 20 y 25% debido a sus bajas temperatura de congelamiento. Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 67 S, H2SO4 40 30 20 10 0 -10 -20 0 10 20 30 40 50 60 70 80 90 100 SO3 libre % Figura II.20.- temperatura de fusión del oleum En la figura II.21 se representan las entalpías en función del % de SO3 libre, para varias temperaturas. Kcal/Kg = (Btu/lb) /1,8 Fig.II.21.-Diagrama entalpía concentración H2SO4 - oleum. Entalpía = 0 para agua líquida y SO3 vapor a 64oF. Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S, H2SO4 68 II.6.2.-PROBLEMA DE OLEUM 1.- Una planta produce H2SO4 de 98,0% por el método de contacto. Parte del ácido se destina a la producción de oleum a 20%. Se emplea una torre de absorción de 2,6 m de diámetro y 10 m de altura, empacada con ciclohélices y anillos Rasching. A través la torre circula oleum que entra por la parte superior. . La corriente que sale por el fondo de la torre con 26% de SO3, se divide en 2: una sale como producto previa dilución con H2SO4 de 98,0% hasta 20% de SO3; la otra, se diluye con H2SO4 de 98,0% hasta 23% de SO3 y se recicla a la entrada. El gas entra a la torre con 9,9% de SO 3 y sale con 1,7% de SO3. La producción diaria es de 28800 Kg de oleum al 20%. Condiciones de operación: Temperatura de entrada del oleum a la torre 53,0 oC Temperatura de salida del oleum a la torre 50,0 oC Temperatura de entrada del ácido 98% 27,0 oC Temperatura de entrada del gas a la torre 158,0 oC Temperatura de salida del gas a la torre 105,0 oC a) b) c) d) Efectuar el balance de materia en el sistema. Determinar las perdidas de calor hacia el medio ambiente. Calor removido del oleum antes de reciclarlo a la torre. Perdidas de calor en la torre de absorción Gas salida 1,7% SO3 S 50,6 o C Oleum 23% SO3 R 53 o C Torre absorción Gas entrada 9,9% SO3 G 158 o C A1 a) H2SO4 98% 27 o C P1 P2 50 o C Oleum 26% P3 Mezclador Zona 2 A2 P H2SO4 98% 27 o C Oleum 20% SO3 28800 Kg/día Balance de materia en el sistema. Balance de masa total: en 24 hr P : Oleum 20% SO3 H2SO4 PM 80 98 Kg 5760 23040 28800 Moles 72,0 235,1 A = A1 + A2 : H2SO4 98 % alimentado Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S, H2SO4 69 H2SO4 H2O PM 98 18 Base 100Kg Kg Moles 98 1,000 2 0,111 100 1,111 Base A Kg moles Kg 1,000 A/100 20738 0,111A/100 423 1,111A/100 A=21161 moles 211,6 23,5 Balance de H en átomos; 2 1,000 A/100 + 2 0,111A/100 = 235,5 2 A = 21161 Kg Las moles de SO3 absorbidas = moles de SO2 libre + moles H2O que pasan a H2SO4 moles de SO3 absorbidas = 72,0 + 23,5 = 95,5 moles SO3 en gas entrada - moles SO3 en gas salida = 95,5 G (1 – 0,099) - S (1 – 0,017) = 95,5 Balance de inertes: G (100 – 9,9) = S (100 – 1,7) G = 1145 moles S = 1049,5 moles Balance en zona 1: en 24 hr; calculo de R y P1 Balance de S: G 0,099 – S 0,017 = P1(0,26/80+0,74/98) + R(0,23/80+0,77/98) G 0,099 – S 0,017 = 84,68 P1 - 84,14 R Balance de H: R (0,77/98) 2 = P1 (0,74/98) 2 R = 188.453 Kg P1 = 196093 Kg Balance en zona 2: en 24 hr; calculo de A1 y P2 Balance de S: P2 (0,26/80 + 0,74/98) + A1(0,98/98) = 28800(0,20/80+0,80/98) Balance de H: P2 (0,74/98) 2 + A1(0,98/98 +0,02/18) 2 = 28800(0,80/98) 2 A1 = 4952 Kg P2 = 23848 Kg y: P 3 = P1 – P2 = 196093-23848 = 172245 Kg A2 = 21159-4952 = 16207 Kg R = 172245 + 16207 = 188452 Kg Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 S, H2SO4 70 b) perdidas de calor hacia el medio ambiente en todo el sistema Se fija como temperatura de referencia 17,8 oC = 64 oF Balance de energía en la torre: Corriente Kg o moles SO3 en G 113,35 SO3 en S 17,85 Inertes G 1031,65 Inertes S 1031,65 Acido 98% 16207 Oleum 26^ 23848 cp 13,3 12,2 6,9 6,9 H Kcal -320 -274 t oC 158-17,8 30,6-17,8 158-17,8 30,6-17,8 26,7 50 Kcal/día entrada salida 211 7,2 1010 233 -5181 -6538 -3960 -6298 Pérdidas por diferencia = 2338 Kcal/día c) Calor removido del oleum antes de reciclarlo a la torre. Corriente Oleum 26% H2SO4 98% Oleum 23% Kg o moles 172245 16207 188452 t oC 50,0 26,7 53,3 cal/Kg -274,4 -320 278 Kcal/día entrada salida -47272 -5186 -52452 -52458 -52452 Perdidas por diferencia = 6 Kcal/día d) Perdidas de calor en la torre de absorción Corriente SO3 en G SO3 en S Inertes G Inertes S Oleum 23% Oleum 26% Kg o moles 113,35 17,85 1031,65 1031,65 188453 196093 cp 13,3 12,2 6,9 6,9 H Kcal -278 -274 t oC 158-17,8 30,6-17,8 158-17,8 30,6-17,8 53 50 Kcal/día entrada salida 211 7,2 1011 233 -52453 -53817 -51231 Perdidas por diferencia = 2345 Kcal/día Sergio Miranda C, “Curso de Química Industrial II”, Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Química . Año 2002 -53576